MİLLƏR VƏ OXLARIN MƏQSƏDİ Millər və oxlar məkanda fırlanan hissələri (dişli çarxlar, kasnaklar, bloklar, dişli çarxlar və s.) istiqamətləndirmək və dəstəkləmək üçün nəzərdə tutulmuşdur. Onlar iş şəraitinə görə bir-birindən fərqlənirlər. AXLE fırlanma momentini ötürmür və yalnız əyilmə üzərində işləyir. O, fırlanan və ya stasionar ola bilər. SHAFT həmişə fırlanır və həmişə fırlanma momentini ötürür, əsasən əyilmə və burulma üzərində işləyir. Bəzi şaftlar fırlanan hissələri dəstəkləmir və yalnız burulma ilə işləyir. Məsələn, avtomobil idarəedici valları, elektrik alətlərinin ötürücülərində çevik vallar və s.
 AXIS Fırlanan oxu olan qurğunun konstruksiyası: Sabit oxu olan qurğunun konstruksiyası: 1 – çalışan təkər; 2 - açar; 3 - ox; 4 – konik rulmanlar 1 – kanat bloku; 2 - ox; 3 - kilidləmə zolaqları; 4 - blok tutucu
AXIS Fırlanan oxu olan qurğunun konstruksiyası: Sabit oxu olan qurğunun konstruksiyası: 1 – çalışan təkər; 2 - açar; 3 - ox; 4 – konik rulmanlar 1 – kanat bloku; 2 - ox; 3 - kilidləmə zolaqları; 4 - blok tutucu

 KRANLARIN GƏDƏN TƏKƏRLƏRİNİN DİZAYNLARI b a a – sabit oxda: 1 – təkər; 2 - ox; 3 – dişli b – fırlanan oxda
KRANLARIN GƏDƏN TƏKƏRLƏRİNİN DİZAYNLARI b a a – sabit oxda: 1 – təkər; 2 - ox; 3 – dişli b – fırlanan oxda
 MİL Aşağı sürətli ötürücü valı olan kranın hərəkət mexanizmi: 1 – elektrik mühərriki; 2 - birləşmə; 3 - sürət qutusu; 4 – ötürmə şaftı; 5 - əyləc. Kardan mili Sürət qutusu mili
MİL Aşağı sürətli ötürücü valı olan kranın hərəkət mexanizmi: 1 – elektrik mühərriki; 2 - birləşmə; 3 - sürət qutusu; 4 – ötürmə şaftı; 5 - əyləc. Kardan mili Sürət qutusu mili
 MİLLƏRİN TƏSNİFATI Millərin en kəsiklərinin formasına görə a – silindrik bərk b – silindrik boşluq c – yivli d – yivli yivlərlə d – profil
MİLLƏRİN TƏSNİFATI Millərin en kəsiklərinin formasına görə a – silindrik bərk b – silindrik boşluq c – yivli d – yivli yivlərlə d – profil
 Məqsədinə görə Ø Ötürücü valları – daşıyıcı dişlilər, kasnaklar, dişli çarxlar və digər hissələr. Ø Baş vallar - dişli hissələrə əlavə olaraq, dəzgahların və ya alətlərin işçi hissələrini (turbin diskləri, torna və qazma dəzgahlarının çəngəlləri və s.) daşıyan həndəsi oxun formasına görə Ø Düz Ø Krank valları - yalnız ötürmə üçün istifadə edilmir. fırlanan fırlanma momenti, həm də fırlanmada qarşılıqlı hərəkəti çevirmək üçün Ø Çevik, həndəsi oxun dəyişən forması ilə. Onlar sürücülərdə, alətlərdə, diş matkaplarında və s.
Məqsədinə görə Ø Ötürücü valları – daşıyıcı dişlilər, kasnaklar, dişli çarxlar və digər hissələr. Ø Baş vallar - dişli hissələrə əlavə olaraq, dəzgahların və ya alətlərin işçi hissələrini (turbin diskləri, torna və qazma dəzgahlarının çəngəlləri və s.) daşıyan həndəsi oxun formasına görə Ø Düz Ø Krank valları - yalnız ötürmə üçün istifadə edilmir. fırlanan fırlanma momenti, həm də fırlanmada qarşılıqlı hərəkəti çevirmək üçün Ø Çevik, həndəsi oxun dəyişən forması ilə. Onlar sürücülərdə, alətlərdə, diş matkaplarında və s.

 MİLİN DƏSTƏK SAHƏLƏRİ Mil 1-də rulmanlar 2 adlanan çoxlu sayda dayaqlar var. Şaftın dayaqla örtülmüş hissəsinə jurnal deyilir. Son jurnallar zəncirvari 3, aralıq jurnallar isə 4 adlanır.
MİLİN DƏSTƏK SAHƏLƏRİ Mil 1-də rulmanlar 2 adlanan çoxlu sayda dayaqlar var. Şaftın dayaqla örtülmüş hissəsinə jurnal deyilir. Son jurnallar zəncirvari 3, aralıq jurnallar isə 4 adlanır.



 MİLLİ MALLAR ÜÇÜN MATERİALLARA TƏLƏBLƏR ü Yüksək möhkəmlik xüsusiyyətləri. ü Stress konsentrasiyasına aşağı həssaslıq ü Termik və kimyəvi-termik müalicəyə məruz qalma qabiliyyəti ü Yaxşı emal qabiliyyəti
MİLLİ MALLAR ÜÇÜN MATERİALLARA TƏLƏBLƏR ü Yüksək möhkəmlik xüsusiyyətləri. ü Stress konsentrasiyasına aşağı həssaslıq ü Termik və kimyəvi-termik müalicəyə məruz qalma qabiliyyəti ü Yaxşı emal qabiliyyəti
 MATERİALLAR VƏ MİLLƏRİN İSTİLİK İŞLƏMƏSİ Şaftın təyinatı Polad növü İstilik müalicəsinin növü Yüngül yüklənmiş millər və oxlar, diametri əsasən sərtliklə müəyyən edilir. Karbon çelikləri: St. 3, Art. 4, Art. 5 İstilik müalicəsi olmadan Şaquli və oxların yükdaşıma qabiliyyətinə artan tələblərə malik millər və oxlar Orta karbonlu və ərintili poladlar: 35, 40, 45, 40 X, 40 N və s. Sərtliyin yaxşılaşdırılması H = 250... 320 HB Yüksək aşınma müqaviməti tələb edən millər və baltalar: - sürüşmə dayaqları; - dişli şaft Aşağı karbonlu konstruksiya çelikləri: - keyfiyyət 15, 20; - lehimli 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА və s. Sementləşmə və sərtliyə qədər bərkidilmə N=58... 63 НRc Ağır yüklənmiş vallar Alaşımlı poladlar: 40 ХНМА, 18 ХГТ, 38 Х 2 МУА və s.
MATERİALLAR VƏ MİLLƏRİN İSTİLİK İŞLƏMƏSİ Şaftın təyinatı Polad növü İstilik müalicəsinin növü Yüngül yüklənmiş millər və oxlar, diametri əsasən sərtliklə müəyyən edilir. Karbon çelikləri: St. 3, Art. 4, Art. 5 İstilik müalicəsi olmadan Şaquli və oxların yükdaşıma qabiliyyətinə artan tələblərə malik millər və oxlar Orta karbonlu və ərintili poladlar: 35, 40, 45, 40 X, 40 N və s. Sərtliyin yaxşılaşdırılması H = 250... 320 HB Yüksək aşınma müqaviməti tələb edən millər və baltalar: - sürüşmə dayaqları; - dişli şaft Aşağı karbonlu konstruksiya çelikləri: - keyfiyyət 15, 20; - lehimli 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА və s. Sementləşmə və sərtliyə qədər bərkidilmə N=58... 63 НRc Ağır yüklənmiş vallar Alaşımlı poladlar: 40 ХНМА, 18 ХГТ, 38 Х 2 МУА və s.
 MİLLƏRİN ZƏDƏN NÖVLƏRİ Gərginlik konsentrasiyaları zonasında valların qırılması. Alternativ streslərin təsiri nəticəsində yorğunluq gücünün azalması səbəbindən yaranır. Səbəblər: hissələrin konstruktiv formasının düzgün seçilməməsi (filet), istehsal texnologiyasının pozulması (kəsiklər, emal işarələri və s.), texniki istismar standartlarının pozulması (rulmanların düzgün tənzimlənməməsi, tələb olunan boşluqların azaldılması). Çox vaxt nasazlıqlar gərginlik konsentratorlarının yerləşdiyi ərazidə baş verir (açar yollar, filetolar, çuxurlar, pres fitinqləri və s.). İşçi səthlərin sıxılması (yivlər, açarlar, splaynlar, hərəkət edən birləşmələrdə splaynların aşınması və digər növ səth zədələri). Qovşağın uclarına yaxın yerləşən ərazilərdə sürtünmə korroziyası və təzyiqin konsentrasiyası (yorğunluq çatışmazlığı mənbələrinin baş verməsi üçün ilkin şərtlər yaranır. Bükülmə və burulma üçün valların və oxların kifayət qədər sərtliyi. Eninə və ya burulma titrəyişləri nəticəsində dağılma.
MİLLƏRİN ZƏDƏN NÖVLƏRİ Gərginlik konsentrasiyaları zonasında valların qırılması. Alternativ streslərin təsiri nəticəsində yorğunluq gücünün azalması səbəbindən yaranır. Səbəblər: hissələrin konstruktiv formasının düzgün seçilməməsi (filet), istehsal texnologiyasının pozulması (kəsiklər, emal işarələri və s.), texniki istismar standartlarının pozulması (rulmanların düzgün tənzimlənməməsi, tələb olunan boşluqların azaldılması). Çox vaxt nasazlıqlar gərginlik konsentratorlarının yerləşdiyi ərazidə baş verir (açar yollar, filetolar, çuxurlar, pres fitinqləri və s.). İşçi səthlərin sıxılması (yivlər, açarlar, splaynlar, hərəkət edən birləşmələrdə splaynların aşınması və digər növ səth zədələri). Qovşağın uclarına yaxın yerləşən ərazilərdə sürtünmə korroziyası və təzyiqin konsentrasiyası (yorğunluq çatışmazlığı mənbələrinin baş verməsi üçün ilkin şərtlər yaranır. Bükülmə və burulma üçün valların və oxların kifayət qədər sərtliyi. Eninə və ya burulma titrəyişləri nəticəsində dağılma.
 MİL PERFORMANS KRETERİYƏLƏRİ Güc Sərtlik Vibrasiya müqaviməti Aşınma müqaviməti Aşağı sürətli valların işləməsi üçün əsas meyar statik gücdür.
MİL PERFORMANS KRETERİYƏLƏRİ Güc Sərtlik Vibrasiya müqaviməti Aşınma müqaviməti Aşağı sürətli valların işləməsi üçün əsas meyar statik gücdür.



 MİLİN DƏSTƏK NÖQTƏLƏRİ a – radial podşipnikdə; b – bucaqlı kontaktda; c – bir dayaqda iki podşipnikdə; g – düz rulmanda
MİLİN DƏSTƏK NÖQTƏLƏRİ a – radial podşipnikdə; b – bucaqlı kontaktda; c – bir dayaqda iki podşipnikdə; g – düz rulmanda
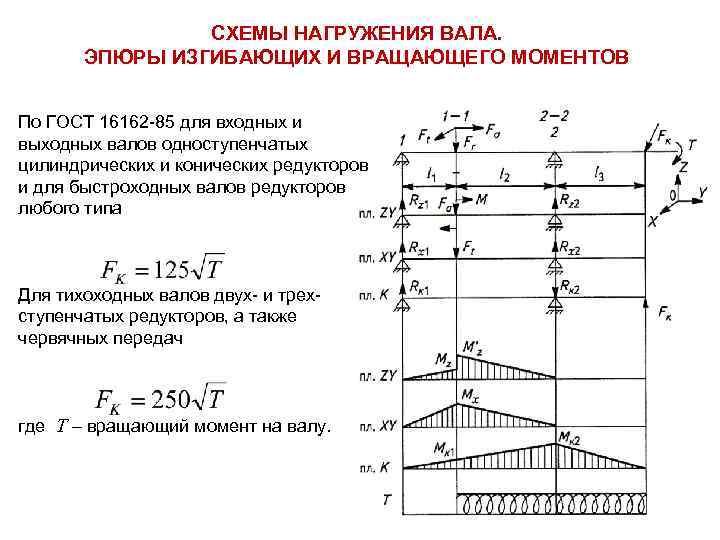 MİL YÜKLƏMƏ SƏHƏMLƏRİ. ƏYİCƏ VƏ FİRMA MƏNLƏRİNİN SƏXMƏLƏRİ QOST 16162-85-ə uyğun olaraq təkpilləli təkanlı və konik sürət qutularının giriş və çıxış valları üçün və istənilən növ sürət qutularının yüksək sürətli valları üçün İki və üç pilləli sürət qutularının aşağı sürətli valları üçün, eləcə də qurd dişliləri burada T valdakı fırlanma momentidir.
MİL YÜKLƏMƏ SƏHƏMLƏRİ. ƏYİCƏ VƏ FİRMA MƏNLƏRİNİN SƏXMƏLƏRİ QOST 16162-85-ə uyğun olaraq təkpilləli təkanlı və konik sürət qutularının giriş və çıxış valları üçün və istənilən növ sürət qutularının yüksək sürətli valları üçün İki və üç pilləli sürət qutularının aşağı sürətli valları üçün, eləcə də qurd dişliləri burada T valdakı fırlanma momentidir.
 MİLLƏRİN STATİK GÜVƏT ÜÇÜN HESABLANMASI PROSEDÜRÜ Hesablama diaqramını tərtib edin Üfüqi və şaquli müstəvilərdə dayaqların reaksiyalarını təyin edin Əyilmə momentinin diaqramlarını və fırlanma momentinin diaqramlarını qurun Momentləri həndəsi şəkildə yekunlaşdırın Təhlükəli kəsiklər üçün (ən böyük ümumi momentlərin olduğu yerlərdə) diametrləri hesablayın və nəhayət, şaft dizaynını inkişaf etdirin. Millər əyilmə və burulma şəraitində işlədiyindən və ox qüvvələrindən yaranan gərginliklər kiçik olduğundan, gücün enerji nəzəriyyəsinə görə xarici lifin nöqtəsində ekvivalent gərginlik düsturla müəyyən edilir ki, burada; - əyilmə və burulma üçün dizayn gərginlikləri - mil bölməsinin eksenel və qütb momentləri
MİLLƏRİN STATİK GÜVƏT ÜÇÜN HESABLANMASI PROSEDÜRÜ Hesablama diaqramını tərtib edin Üfüqi və şaquli müstəvilərdə dayaqların reaksiyalarını təyin edin Əyilmə momentinin diaqramlarını və fırlanma momentinin diaqramlarını qurun Momentləri həndəsi şəkildə yekunlaşdırın Təhlükəli kəsiklər üçün (ən böyük ümumi momentlərin olduğu yerlərdə) diametrləri hesablayın və nəhayət, şaft dizaynını inkişaf etdirin. Millər əyilmə və burulma şəraitində işlədiyindən və ox qüvvələrindən yaranan gərginliklər kiçik olduğundan, gücün enerji nəzəriyyəsinə görə xarici lifin nöqtəsində ekvivalent gərginlik düsturla müəyyən edilir ki, burada; - əyilmə və burulma üçün dizayn gərginlikləri - mil bölməsinin eksenel və qütb momentləri
 MİLİN YORULMA MÜQAVÜMƏSİ ÜÇÜN HESABLANMASI S, S-nin müvafiq olaraq əyilmə və burulma gərginlikləri üçün təhlükəsizlik faktorları olduğu təhlükəsizlik amillərinin müəyyən edilməsi şəklində sınaq kimi həyata keçirilir; [s] = 2… 2.5 - icazə verilən təhlükəsizlik əmsalı. burada σ-1, -1 əyilmə və burulma zamanı materialın dözümlülük hədləridir; K D, K D - bütün amillərin yorğunluq müqavimətinə təsirini nəzərə alaraq stress konsentrasiyası əmsalları; σa, a - gərginlik amplitüdləri; , - materialın gərginlik dövrünün asimmetriyasına həssaslığını xarakterizə edən əmsallar; σm, m gərginliyin dəyişmə dövrünün sabit komponentləridir.
MİLİN YORULMA MÜQAVÜMƏSİ ÜÇÜN HESABLANMASI S, S-nin müvafiq olaraq əyilmə və burulma gərginlikləri üçün təhlükəsizlik faktorları olduğu təhlükəsizlik amillərinin müəyyən edilməsi şəklində sınaq kimi həyata keçirilir; [s] = 2… 2.5 - icazə verilən təhlükəsizlik əmsalı. burada σ-1, -1 əyilmə və burulma zamanı materialın dözümlülük hədləridir; K D, K D - bütün amillərin yorğunluq müqavimətinə təsirini nəzərə alaraq stress konsentrasiyası əmsalları; σa, a - gərginlik amplitüdləri; , - materialın gərginlik dövrünün asimmetriyasına həssaslığını xarakterizə edən əmsallar; σm, m gərginliyin dəyişmə dövrünün sabit komponentləridir.
 MİLDƏ GERİNLİK DƏYİŞİKLİKLƏRİNİN XÜSUSİYYƏTİ Simmetrik gərginlik dövrü Sıfır gərginlik dövrü Böyüklük və istiqamətdə sabit olan yüklər fırlanan vallarda dəyişən əyilmə gərginliklərinə səbəb olur, amplituda σa və orta gərginlik σm ilə simmetrik dövrədə dəyişən burulma gərginliklərindəki dəyişikliklər hesablamalara uyğun olaraq qəbul edilir. sıfır dövrü
MİLDƏ GERİNLİK DƏYİŞİKLİKLƏRİNİN XÜSUSİYYƏTİ Simmetrik gərginlik dövrü Sıfır gərginlik dövrü Böyüklük və istiqamətdə sabit olan yüklər fırlanan vallarda dəyişən əyilmə gərginliklərinə səbəb olur, amplituda σa və orta gərginlik σm ilə simmetrik dövrədə dəyişən burulma gərginliklərindəki dəyişikliklər hesablamalara uyğun olaraq qəbul edilir. sıfır dövrü
Millər və oxlar
SEÇKİLƏRİN PLANI
Millərin və oxların materialları və emalı.
Şaftların və oxların yerinə yetirilməsi və hesablanması meyarları.
Millərin və oxların hesablanması.
Ümumi məlumat
Şaftlar- bunlar öz oxu boyunca fırlanma anı ötürməyə xidmət edən və onların üzərində yerləşən digər hissələri (təkərlər, kasnaklar, dişli çarxlar və digər fırlanan maşın hissələri) tutan və təsir edən qüvvələri qəbul edən hissələrdir.
Oxlar- bunlar yalnız onlara quraşdırılmış hissələri tutan və bu hissələrə təsir edən qüvvələri qəbul edən hissələrdir (ox faydalı fırlanma anı ötürmür).
Şaftların və oxların təsnifatı
Valovun təsnifatı sonuncuları bir sıra əlamətlərə görə qruplaşdırır: təyinatına görə, kəsik formasına görə, həndəsi oxun formasına görə, en kəsiyinin xarici konturuna görə, nisbi fırlanma sürətinə və qovşaqda yerləşməsinə görə. .
Məqsədinə görə fərqlənirlər:
dişli valları, hansı təkərlər, kasnaklar, dişli çarxlar, muftalar, podşipniklər və digər dişli hissələri quraşdırılmışdır. Şəkildə. 11, A Transmissiya şaftı Şəkildə göstərilmişdir. 11, b- ötürücü şaft;
əsas millər(Şəkil 11.2 - maşın mili), üzərində təkcə dişli hissələri deyil, həm də maşının işçi hissələri (birləşdirici çubuqlar, turbin diskləri və s.) quraşdırılmışdır.
Kesiti formasına görə aşağıdakılar hazırlanır:
bərk millər;
içi boş millərçəki azaldılmasını və ya başqa bir hissənin içərisinə yerləşdirilməsini təmin edin. Geniş miqyaslı istehsalda, yara lentindən hazırlanmış içi boş qaynaqlı vallardan istifadə olunur.
Həndəsi oxun formasına görə istehsal edirlər:
düz millər:
A) daimi diametri(Şəkil 11.3). Belə şaftlar istehsal etmək üçün daha az əmək tələb edir və daha az stress konsentrasiyası yaradır;
b) addımladı(Şəkil 11.4). Möhkəmlik vəziyyətinə əsasən, eyni müqavimətli gövdələrə formada yaxınlaşan dəyişən kəsikli valların layihələndirilməsi məqsədəuyğundur. pilləli forma istehsal və montaj üçün əlverişlidir, çıxıntılar böyük eksenel qüvvələri qəbul edə bilər;
V) flanşlarla. Uzun şaftlar kompozitdir, flanşlarla bağlanır;
G) kəsilmiş dişlilərlə(dişli mil);
krank valları(Şəkil 11.5) krank dişlilərində fırlanma hərəkətini qarşılıqlı hərəkətə və ya əksinə çevirməyə xidmət edir;
çevik şaftlar(Şəkil 11.6), məftillərdən bükülmüş çoxqabağalı burulma yayları, əməliyyat zamanı nisbi vəziyyətini dəyişən maşın komponentləri (daşınan alətlər, takometr, diş matkapları və s.) arasında fırlanma anı ötürmək üçün istifadə olunur.
Kesitin xarici konturuna görə şaftlar aşağıdakılardır:
hamar;
açarlı;
splined;
profil;
ekssentrik.
Nisbi fırlanma sürətinə və qurğuda (ötürücü qutu) yerləşməsinə görə vallar istehsal olunur:
yüksək sürətli Və giriş (aparıcı)(pos. 1 düyü. 11.7);
orta sürət Və aralıq(pos. 2 düyü. 11.7);
yavaş hərəkət edən Və həftə sonu (qul)(pos. 3 düyü. 11.7).



düyü. 11.2 Şək. 11.3




| |
|||||
| |
|||||
| |
|||||


düyü. 11.7 Şək. 11.8
Təsnifat. Baltalar sabit ola bilər (şəkil 11.8) və ya onlara quraşdırılmış hissələrlə birlikdə fırlanan ola bilər. Fırlanan baltalar təmin edir ən yaxşı şərtlər Stasionar rulmanların işi daha ucuzdur, lakin rulmanların oxlarda fırlanan hissələrə inteqrasiyasını tələb edir.
Şaftların və oxların dizaynları. Ən çox yayılmış pilləli şaft formasıdır. Parçalar ən çox prizmatik açarlar (GOST 23360–78, GOST 10748–79), düz tərəfli splaynlar (GOST 1139–80) və ya involvent splaynları (GOST 6033–80) və ya zəmanətli müdaxilə ilə uyğun olan vallarda bərkidilir. Millərin və oxların dəstəkləyici hissələrinə oxlar deyilir. Aralıq oxlara boyun, son oxlara isə zərdaba deyilir. Eksenel yükü götürən dəstəkləyici sahələrə heels deyilir. Dabanlar üçün dayaq rolunu oynayan rulmanlar xidmət edir.
Şəkildə. 11.9 şaftların struktur elementlərini göstərir, burada 1 - prizmatik açar, 2 - splaynlar, 3 - ox, 4 -daban, 5 - silindrik səth; 6 - konusvari səth, 7 - çıxıntı, 8 - çiyin, 9 – dayanma halqası üçün yiv, 10 - yivli bölmə, 11 - fileto, 12 - yiv, 13 - pah, 14 - mərkəzi çuxur.
Yuvarlanan rulmanlarda işləyən valların və oxların jurnalları demək olar ki, həmişə silindrik, düz rulmanlarda isə silindrik, konusvari və ya sferikdir (Şəkil 11.10.)
Əsas tətbiqi silindrik jurnallardır (Şəkil 11.10, A, b) daha sadə olanlar kimi. Kiçik konuslu konik jurnallar (Şəkil 11.10, V) rulmanlardakı boşluğu tənzimləmək üçün və bəzən şaftın eksenel fiksasiyası üçün istifadə olunur. Sferik jurnallar (Şəkil 11.10, G) istehsalının çətinliyinə görə, şaft oxunun əhəmiyyətli bucaq yerdəyişmələrini kompensasiya etmək lazım olduqda istifadə olunur.





a b c d
Eniş səthləri müxtəlif hissələrin hubları altında (normal seriyadan GOST 6536-69 uyğun olaraq), şafta quraşdırılmış və valların son hissələri silindrik (pos. 5 düyü. 11.9, GOST 12080–72) və ya konusvari (pos. 6 düyü. 1.9, GOST 12081–72). Konik səthlər hissələrin mərkəzləşdirilməsinin dəqiqliyini artıraraq, sürətli sərbəst buraxılması və müəyyən bir gərginliyi təmin etmək üçün istifadə olunur.
Hissələrin və şaftın özünün eksenel fiksasiyası üçün istifadə edin çıxıntılar(pos. 7 düyü. 11.9) və çiyinlər mil (pos. 8 düyü. 11.9, GOST 20226–74), şaftın konik hissələri, saxlayan üzüklər(pos. 9 düyü. 11.9, GOST 13940–86, QOST 13942–86) və yivli bölmələr (pos. 10 düyü. 11.9) altında qoz-fındıq(GOST 11871-80).
Keçid zonaları milin bir hissəsindən digərinə və millərin ucları ilə hazırlanır yivlər(pos. 12 düyü. 11.9, şək. 11.11, GOST 8820–69), oluklu(pos. 13 düyü. 11.9, GOST 10948–65) və filesi. Radius R sabit radiuslu filetlər (Şəkil 11.11, A) əyrilik radiusundan və ya quraşdırılmış hissələrin pahının radial ölçüsündən az seçin. Yüksək gərginlikli vallarda əyrilik radiusunun 0,1-dən çox və ya ona bərabər olması arzu edilir. d. Yük konsentrasiyasını azaltmaq üçün fileto radiusunu mümkün qədər böyük etmək tövsiyə olunur. Filetin radiusu quraşdırılmış hissələrin kənarlarının yuvarlaqlaşdırılması radiusu ilə ciddi şəkildə məhdudlaşdırıldıqda, boşluq halqaları quraşdırılır. Xüsusi elliptik formalı və altdan kəsilmiş və ya daha tez-tez iki əyrilik radiusu ilə göstərilən filetolar (Şəkil 11.11, b), filetoları daha kiçik diametrli bir addıma keçirərkən istifadə olunur (keçid zonasında radiusu artırmağa imkan verir).
Yivlərin tətbiqi (Şəkil 11.11, V) kritik olmayan hissələr üçün tövsiyə oluna bilər, çünki onlar əhəmiyyətli gərginlik konsentrasiyalarına səbəb olur və dəyişən gərginliklər altında valların gücünü azaldır. Yivlər daşlama çarxlarının çıxışı üçün istifadə olunur (emal zamanı onların davamlılığını əhəmiyyətli dərəcədə artırır), həmçinin iplik kəsici alətlərin çıxışı üçün ipləri olan bölmələrin uclarında. Yivlər maksimum mümkün əyrilik radiuslarına malik olmalıdır.

a b c
İşçilərin əllərini əzməmək və zədələməmək üçün şaftların ucları hissələrin uyğunlaşdırılmasını asanlaşdırmaq üçün çuxurlarla hazırlanır.
Millərin mexaniki emalı mərkəzlərdə aparılır, buna görə də valların uclarında mərkəz deşikləri təmin edilməlidir (pos. 14 düyü. 11.9, GOST 14034–74).
Oxların uzunluğu adətən 3 m-dən çox deyil, istehsal, daşınma və quraşdırma şərtlərinə görə bərk şaftların uzunluğu 6 m-dən çox olmamalıdır;
TƏTBİQİ MEXANİKA VƏ
DİZAYN ƏSASLARI
Mühazirə 8
MİL VƏ OXLAR
A.M. SINOTIN
Texnologiya və istehsalın avtomatlaşdırılması şöbəsi
Millər və oxlar Ümumi məlumat
Ötürücülər, kasnaklar, dişli çarxlar və digər fırlanan maşın hissələri millərə və ya oxlara quraşdırılır.
milüzərində oturan hissələri dəstəkləmək və fırlanma anı ötürmək üçün nəzərdə tutulmuşdur. Əməliyyat zamanı şaft əyilmə və burulma, bəzi hallarda isə əlavə gərginlik və sıxılma ilə qarşılaşır.
ox- yalnız üzərində oturan hissələri dəstəkləmək üçün nəzərdə tutulmuş hissə. Bir mildən fərqli olaraq, ox fırlanma anı ötürmür və buna görə də burulma yaşanmır. Baltalar sabit ola bilər və ya onlara quraşdırılmış hissələrlə birlikdə dönə bilər.
Müxtəlif millər və oxlar
Həndəsi formasına görə millər düz (şəkil 1), krank və çevik bölünür.
1 - sünbül; 2 - boyun; 3 - rulman
Şəkil 1 – Düz pilləli mil
Krank valları və çevik vallar xüsusi hissələrdir və bu kursda əhatə olunmur. Oxlar adətən düz hazırlanır. Dizaynda düz şaftlar və oxlar bir-birindən az fərqlənir.
Düz şaftların və oxların uzunluğu hamar və ya pilləli ola bilər. Addımların formalaşması ayrı-ayrı bölmələrin müxtəlif gərginlikləri, eləcə də istehsal şərtləri və montaj asanlığı ilə əlaqələndirilir.
Bölmə növünə görə vallar və oxlar bərk və ya içi boş ola bilər. İçi boş hissə çəki azaltmaq və ya başqa bir hissənin içərisinə yerləşdirilmək üçün istifadə olunur.
Şaft və oxun dizayn elementləri
1 çəngəl.Şaftın və ya oxun dayaqlarda yerləşən hissələrinə oxlar deyilir. Onurğalara, boyunlara və dabanlara bölünürlər.
tikan bir şaftın və ya oxun sonunda yerləşən və əsasən radial yükü ötürən jurnal adlanır (Şəkil 1).

Şəkil 2 – Daban
Boyunşaftın və ya oxun orta hissəsində yerləşən jurnal adlanır. Rulmanlar boyunlar üçün dayaq rolunu oynayır.
Sünbüllər və boyunlar silindrik, konusvari və ya sferik formada ola bilər. Əksər hallarda silindrik sancaqlar istifadə olunur (şəkil 1).
Beşinci eksenel yükü ötürən jurnal adlanır (Şəkil 2). Dabanlar üçün dayaq rolunu oynayan rulmanlar xidmət edir. Dabanların forması bərk (Şəkil 2, a), üzük (Şəkil 2, b) və daraq (Şəkil 2, c) ola bilər. Daraq dabanları nadir hallarda istifadə olunur.
2 Eniş səthləri. Quraşdırılmış hissələrin hubları üçün şaftların və oxların oturma səthləri silindrikdir (Şəkil 1) və daha az tez-tez konikdir. Fitləri basarkən, basmağı asanlaşdırmaq üçün bu səthlərin diametri bitişik sahələrin diametrindən təxminən 5% daha böyük alınır (Şəkil 1). Oturma səthlərinin diametrləri GOST 6336-69-a uyğun olaraq seçilir və yuvarlanan rulmanlar üçün diametrlər podşipniklər üçün GOST standartlarına uyğun olaraq seçilir.
3 Keçid zonaları. Millərin və ya oxların iki mərhələsi arasında keçid bölmələri yerinə yetirir:
GOST 8820-69-a uyğun olaraq daşlama çarxının çıxışı üçün yuvarlaq bir yiv ilə (Şəkil 3, a). Bu yivlər stress konsentrasiyasını artırır və buna görə də əyilmə anlarının kiçik olduğu son hissələrdə tövsiyə olunur;

Şəkil 3 – Şaftın keçid hissələri
GOST 10948-64-ə uyğun olaraq sabit radiuslu bir fileto ilə * (Şəkil 3, b);
Dəyişən radiuslu fileto ilə (Şəkil 3, c), bu, gərginliyin konsentrasiyasını azaltmağa kömək edir və buna görə də şaftların və oxların çox yüklənmiş sahələrində istifadə olunur.
Keçid zonalarında gərginliyin konsentrasiyasını azaltmaq üçün effektiv vasitələr relyef yivlərinin döndərilməsi (Şəkil 4, a), fileto radiuslarının artırılması və böyük diametrli addımlarla qazılmasıdır (Şəkil 4, b).

Şəkil 4 – Millərin yorulma gücünü artırmaq üsulları
Dönən maşın hissələri bu hissələrin fırlanma oxunun sabit mövqeyini təmin edən vallara və ya oxlara quraşdırılır.
Millər fırlanma anı öz oxu boyunca ötürmək və fırlanan maşın hissələrini dəstəkləmək üçün nəzərdə tutulmuş hissələrdir.
Təyinatlarına görə şaftlar bölünə bilər dişli valları, dişli çarxların yükdaşıyan hissələri - dişli çarxlar, kasnaklar, dişli çarxlar, muftalar (Şəkil , , A və b) və davam edir əsas millərötürücü hissələrə əlavə olaraq maşınların, mühərriklərin və ya alətlərin işçi hissələrini daşıyan maşınlar və digər xüsusi vallar - turbin təkərləri və ya diskləri, kranklar, sıxma çəngəlləri və s. (Şəkil 1). V Və d)
Həndəsi oxun formasına görə şaftlar düz və əyri bölünür.
Oxlar– fırlanan hissələri dəstəkləmək üçün nəzərdə tutulmuş və faydalı fırlanma anı ötürməyən hissələr.
düyü. 12.1 Millərin və oxların əsas növləri:
a – hamar ötürücü şaft; b – pilləli mil;
c – maşın mili; g - buxar turbininin şaftı; d - krank mili;
e – fırlanan vaqonun oxu; g – arabanın dönməyən oxu.
Şaftların və oxların dəstəkləyici hissələri deyilir muftalar. Ara oxlar deyilir boyunlar, terminal - sünbüllər.
Uyğun olaraq düz şaftlar forma sabit diametrli vallara bölünür (ötürmə və çoxşaxəli gəmi valları, Şəkil , A, eləcə də yalnız fırlanma anı ötürən vallar); pilləli vallar (əksər vallar, Şek. allah); uzunluğu boyunca birləşmə üçün flanşlı vallar, həmçinin kəsilmiş dişli və ya qurdlar olan vallar. Kəsik formasına görə vallar hamar, yivli, müəyyən uzunluqda dişli (spline) birləşmə profilinə malik olan və profilə bölünür.
Şaft uzunluğu uzunluğu boyunca yüklərin paylanması ilə müəyyən edilir.
Millərin uzunluğu boyunca anların diaqramları, bir qayda olaraq, əhəmiyyətli dərəcədə qeyri-bərabərdir. Tork adətən şaftın bütün uzunluğu boyunca ötürülmür. Bükülmə momentinin diaqramları adətən son dayaqlarda və ya şaftların uclarında sıfıra enir. Buna görə də, möhkəmlik şərtlərinə uyğun olaraq, bərabər müqavimətli gövdələrə yaxınlaşan dəyişən kəsikli valların layihələndirilməsinə icazə verilir və məqsədəuyğundur. Təcrübədə pilləli millər düzəldirəm. Bu forma istehsal və yığmaq üçün əlverişlidir; Mil çiyinləri böyük eksenel qüvvələri qəbul edə bilər.
Addımların diametrlərindəki fərq aşağıdakılarla müəyyən edilir: qovşaqlar və podşipniklər üçün oturma səthlərinin standart diametrləri, kənarların yuvarlaqlaşdırılmasının və pah ölçülərinin verilmiş radiuslarında ox qüvvələrini udmaq üçün kifayət qədər dayaq səthi və nəhayət, şərtlərlə. məclislər.
Çubuqlar Düz rulmanlarda işləyən mil (boyunlar) aşağıdakılardır: a) silindrik; b) konusvari; c) sferik (şəkil). Əsas tətbiq silindrik sancaqlar üçündür. Şaftın eksenel istiqamətdə yığılmasını və bərkidilməsini asanlaşdırmaq üçün uç jurnallar adətən şaftın bitişik hissəsindən bir qədər kiçik diametrdən hazırlanır (şəkil).
Yuvarlanan rulmanlar üçün şaft jurnalları (şəkil) düz rulmanlar üçün jurnallardan daha qısa uzunluqla xarakterizə olunur.
Yuvarlanan rulmanlar üçün çarxlar çox vaxt halqaların bərkidilməsi üçün iplər və ya digər vasitələrlə hazırlanır.


düyü. 12.4 Dözümlülüyün artırılması üçün dizayn vasitələri
eniş sahələrində şaftlar: a – şaftın qovşaq hissəsinin qalınlaşması;
b – qovşağın kənarlarının yuvarlaqlaşdırılması; c – qovşağın incəlməsi; g - boşaltma
yivlər; d – aşağı modullu materialdan hazırlanmış göbəkdə kollar və ya doldurmalar
elastiklik.
Mil dözümlülüyüəhəmiyyətli gərginlik konsentrasiyası sahələrində metalın nisbətən kiçik həcmləri ilə müəyyən edilir. Buna görə də valların dayanıqlığını artırmaq üçün xüsusi konstruksiya və texnoloji tədbirlər xüsusilə təsirlidir.
Kənar təzyiqləri azaltmaqla eniş yerlərində şaftların dayanıqlığını artırmaq üçün struktur vasitələri Şəkil 1-də göstərilmişdir.
.
Qovşaq hissələrini səthi qazma (roller və ya top yuvarlanması) ilə gücləndirməklə valların dözümlülük həddi 80-100% artırıla bilər və bu təsir diametri 500-600 mm-ə qədər olan vallara yayılır.
Kəpəkli, dişli (şaxəli) və qovşağı ilə digər ayrıla bilən birləşmələr yerlərində valların möhkəmliyi artırıla bilər: involvent şnurlu birləşmələrdən istifadə etməklə; bitişik ərazilərdə şaftın diametrinə bərabər daxili diametrli və ya minimum gərginlik konsentrasiyasını təmin edən splaynların səthə hamar çıxması ilə spline birləşmələri; disk kəsici ilə hazırlanmış və səthə hamar bir çıxışı olan açar yolları; açarsız birləşmələr. Eksenel yüklər
və onlara quraşdırılmış hissələrdən valların üzərinə aşağıdakı üsullarla köçürülür. (düyü.) A 1) ağır yüklər - hissələri şaftdakı çıxıntılara yönəltməklə, hissələri və ya montaj halqalarını müdaxilə ilə quraşdırmaqla (Şəkil , , Və
b) 2) orta yüklər - qoz-fındıq, sancaqlar ilə birbaşa və ya montaj üzükləri, terminal birləşmələri (Şəkil ,c)
3) yüngül yüklər və təsadüfi qüvvələr tərəfindən hərəkətdən qorunma - birbaşa və ya montaj üzükləri, terminal birləşmələri, yay üzükləri vasitəsilə bağlama vintləri (Şəkil , , d – g).
Millər və oxlar
Plan 1. Məqsəd. 2. Təsnifat. 3. Şaftların və oxların konstruktiv elementləri. 4. Materiallar və istilik müalicəsi. 5. Millərin və oxların hesablamaları.
Məqsəd
Şaftlar - fırlanma momentini öz oxu boyunca ötürmək və fırlanan maşın hissələrini dəstəkləmək üçün nəzərdə tutulmuş hissələr. Şaft hissələrə təsir edən qüvvələri qəbul edir və onları dayaqlara ötürür. Əməliyyat zamanı şaft əyilmə və burulma ilə qarşılaşır.
Oxlar fırlanan hissələri dəstəkləmək üçün nəzərdə tutulmuşdur, onlar faydalı tork ötürmürlər. Baltalar burulma hiss etmir. Baltalar sabit və ya fırlanan ola bilər.
Şaftın təsnifatı
Məqsədinə görə:
a) dişli valları, dişli çarxların yükdaşıyan hissələri - muftalar, dişli çarxlar, kasnaklar, dişli çarxlar;
b) maşınların əsas valları;
c) maşınların və ya alətlərin işçi hissələrini daşıyan digər xüsusi vallar - turbin çarxları və ya diskləri, kranklar, alətlər və s.
Dizayn və forma görə:
a) düz;
b) əyilmiş;
c) çevik.
Düz şaftlar aşağıdakılara bölünür:
a) hamar silindrik;
b) pilləli;
c) millər - dişlilər, vallar - qurdlar;
d) flanşlı;
d) kardan valları.
Kəsik formasına görə:
a) hamar, möhkəm kəsik;
b) içi boş (koaksial mil, idarəetmə hissələri, yağ təchizatı, soyutma yerləşdirmək üçün);
c) splined.
Baltalar təmin edən fırlananlara bölünür daha yaxşı iş rulmanlar və stasionar, rulmanların fırlanan hissələrə inteqrasiyasını tələb edir,
Şaftların və oxların konstruktiv elementləri
Şaftın və ya oxun dəstəkləyici hissəsi deyilir sancaq. Son pin deyilir tikan, və aralıq - boyun.
Onunla bir bütöv təşkil edən milin həlqəvi qalınlaşması deyilir çiyin. Şafta quraşdırılmış hissələri dəstəkləməyə xidmət edən bir bölmədən digərinə keçid səthi deyilir çiyin.
Konsentrasiyanı azaltmaq və gücü artırmaq üçün şaftın və ya oxun diametrinin dəyişdirildiyi yerlərdə keçidlər hamar edilir. Əyri səth hamar keçid kiçik hissədən böyük hissəyə deyilir fileto. Filetolar daimi və dəyişkən əyrilikdə olur. Filetin dəyişən əyrilik radiusu şaftın yükdaşıma qabiliyyətini 10% artırır. Alt interyeri olan fileto, hub əsasının uzunluğunu artırır.
Keçid bölmələrində şaftların gücünün artırılması, həmçinin aşağı gərginlikli materialın çıxarılması ilə əldə edilir: relyef yivləri hazırlamaq və böyük diametrli addımlarla deliklər açmaq. Bu tədbirlər stresslərin daha vahid paylanmasını təmin edir və stress konsentrasiyalarını azaldır
Uzunluğu boyunca şaftın forması yüklərin paylanması ilə müəyyən edilir, yəni. əyilmə və fırlanma momentlərinin diaqramları, montaj şərtləri və istehsal texnologiyası. Müxtəlif diametrli addımlar arasında şaftların keçid hissələri tez-tez daşlama çarxının çıxışı üçün yarımdairəvi bir yiv ilə hazırlanır.
Maşınlarda, mexanizmlərdə və cihazlarda fırlanma anı ötürən hissələrin quraşdırılması üçün nəzərdə tutulmuş valların enmə ucları standartlaşdırılır. GOST, diametri 0,8 ilə 630 mm arasında olan iki dizaynlı (uzun və qısa) silindrik valların nominal ölçülərini, həmçinin yivli mil uclarının tövsiyə olunan ölçülərini müəyyən edir. GOST, 1:10 konikliyi olan valların konik uclarının əsas ölçülərini, həmçinin iki dizaynda (uzun və qısa) və diametri 3 ilə 630 mm arasında olan iki növdə (xarici və daxili iplərlə) müəyyən edir.
“Həmçinin hissələrin quraşdırılmasını asanlaşdırmaq, əzilməmək və işçilərin əllərinə zərər verməmək üçün vallar pahlarla kəsilir.
Materiallar və istilik müalicəsi
Material seçimi və valların və oxların istilik müalicəsi onların işləmə meyarları ilə müəyyən edilir.
Şaftlar və oxlar üçün əsas materiallar yüksək mexaniki xüsusiyyətlərinə, sərtləşmə qabiliyyətinə və yuvarlanaraq silindrik blankların alınması asanlığına görə karbon və alaşımlı çeliklərdir.
Əksər vallar üçün orta karbonlu və lehimli poladlar 45, 40X istifadə olunur. Kritik maşınların yüksək gərginlikli valları üçün 40ХН, 40ХНГМА, 30ХГТ, 30ХГСА və s. alaşımlı poladlardan istifadə olunur. .
Formalı valların istehsalı üçün - krank valları, böyük flanşlı və deşikli - və ağır vallar, poladla yanaşı, yüksək möhkəm çuqunlar (nodüler qrafit) və dəyişdirilmiş çuqunlar istifadə olunur.
Millərin və oxların hesablanması
Millər əyilmə və burulma gərginliklərini yaşayır, oxlar - yalnız əyilmə.
İstismar zamanı şaftlar əhəmiyyətli yüklərə məruz qalır, buna görə də optimal həndəsi ölçüləri müəyyən etmək üçün aşağıdakıların müəyyən edilməsi də daxil olmaqla bir sıra hesablamalar aparmaq lazımdır:
Statik güc;
Yorğunluq gücü;
Bükülmə və burulma sərtliyi.
At yüksək sürətlər fırlanma zamanı şaftın rezonans zonalarına daxil olmasının qarşısını almaq üçün onun təbii tezliklərini müəyyən etmək lazımdır. Uzun şaftlar sabitlik üçün yoxlanılır.
Şaftların hesablanması bir neçə mərhələdə aparılır.
Şaftın hesablanmasını həyata keçirmək üçün onun dizaynını bilmək lazımdır (yükün tətbiq olunduğu yerlər, dayaqların yeri və s.) Eyni zamanda, şaftın dizaynını hazırlamaq ən azı təxmini qiymətləndirmə olmadan mümkün deyil. onun diametrindən. Praktikada şaftın hesablanması üçün adətən aşağıdakı prosedur istifadə olunur:
1. Yalnız burulma əsasında orta diametrini ilkin olaraq qiymətləndirin azaldılmış icazə verilən gərginliklərdə (əyilmə anı hələ məlum deyil, çünki dayaqların yeri və yüklərin tətbiq olunduğu yerlər məlum deyil).
Burulma gərginliyi
Burada Wp bölmənin müqavimət anıdır, mm.
Siz həmçinin şaftın diametrini onun qoşulduğu şaftın diametrinə əsaslanaraq ilkin qiymətləndirə bilərsiniz (vallar eyni fırlanma momentini T ötürür). Məsələn, bir mil elektrik mühərrikinin (və ya başqa bir maşının) şaftına qoşulursa, onun giriş ucunun diametri elektrik mühərriki şaftının çıxış ucunun diametrinə bərabər və ya ona yaxın götürülə bilər.
2.Milin əsas hesablanması.
Şaftın diametrini qiymətləndirdikdən sonra onun dizaynı hazırlanır. Şaft hissələrinin uzunluğunu və nəticədə, layoutdan güc tətbiqi qolunu alırıq. Deyək ki, spiral dişli çarxın oturduğu şaftın diametrini hesablamalıyıq. Şaft yüklərinin diaqramını çəkək. Bu mil üçün dişli dişlərin meylini və T anının istiqamətini nəzərə alaraq, sol dəstəyi menteşəli sabit, sağı isə menteşəli hərəkətli ilə əvəz edirik. Dizayn yükləri adətən cəmlənmiş hesab olunur, faktiki yüklər cəmləşməsə də, onlar hub uzunluğu və yatağın eni boyunca paylanır. Bizim nümunəmizdə mil Ft, Fa qüvvələri ilə yüklənir. Nişan qütbündə hərəkət edən Fr və fırlanma momenti T. Eksenel qüvvə Fa şaquli müstəvidə bir an verir.Millərin və oxların əsas hesablanması üfüqi və şaquli müstəvilərdə əyilmə momentlərinin diaqramlarının qurulmasından, yaranan anların diaqramlarının, fırlanma momentlərinin diaqramlarının, ekvivalent momentlərin diaqramlarının qurulmasından və təhlükəli kəsiklərin müəyyən edilməsindən ibarətdir.
Mərhələ 3 hesablanması- yoxlama hesablanması təhlükəli bölmələrdə təhlükəsizlik əmsalının müəyyən edilməsindən ibarətdir
- normal və tangensial gərginliklər üçün təhlükəsizlik amilləri
materialların dözümlülük hədləri.- effektiv stress konsentrasiyası əmsalları.
- miqyas əmsalı (valın diametrindən asılı olaraq).
- sərtləşmə əmsalı. - materialın həssaslıq əmsalları asılıdır mexaniki xüsusiyyətlər.- dəyişən gərginlik komponentləri.
- stressin daimi komponentləri.
Sərtliyin hesablanması
Oxların və valların əyilməsi rulmanların işinə və dişli çarxların bağlanmasına mənfi təsir göstərir. Sərtlik oxun və ya şaftın maksimum fırlanma bucağı ilə xarakterizə olunur
və əyilmə Faktiki dəyərlər olduqda tələb olunan sərtlik təmin edilir və icazə verilən həddi aşmayın. Sürüşən rulmanlarda böyük fırlanma açılarında şaft sıxılır (xüsusilə rulman və jurnalın böyük uzunluğu ilə) və yuvarlanan yataklarda qəfəs çökə bilər. Böyük əyilmələr dişlilərin iş şəraitini pisləşdirir (xüsusilə asimmetrik dişli tənzimləmə ilə).Ötürücü altındakı fırlanma bucaqlarının icazə verilən dəyərləri [




