Likums un likums
1. Toyota ražošanas sistēma - TPS
ir vērsta uz pilnīgu zaudējumu novēršanu un balstās uz diviem principiem:
“tieši laikā” princips, kad uz ražošanas līnijas montāžai nepieciešamās detaļas parādās tieši īstajā laikā un stingri nepieciešamajos daudzumos, izmantojot “kanban” informācijas pārraides rīkus;
autonomijas princips (automatizācija ar inteliģences elementu).
Lai samazinātu gatavo preču krājumus, Toyota ražošanas sistēma galvenokārt koncentrējas uz ražošanu, kas balstīta uz pasūtījumu. Tāpēc tiek izmantota “vilkšanas” sistēma, kurā nākamie procesi pievēršas iepriekšējiem, lai paņemtu nepieciešamos produktus.
Ražošanas plāns, kurā norādīti nepieciešamie automašīnu modeļi, to daudzums un izgatavošanas laiks, tiek nosūtīts uz gala montāžas līniju. Pēc tam materiāla pārnešanas metode tiek mainīta. Lai iegūtu komponentus galīgajai montāžai, galīgā montāžas līnija saskaras ar detaļu montāžas līniju, norādot stingri nepieciešamo komponentu nosaukumu un skaitu un to piegādes datumus. Šādā apgrieztā veidā ražošanas process pāriet no gatavās produkcijas stadijas uz izejvielu sagādes nodaļu. Katrs JIT procesa ķēdes posms ir savienots un sinhronizēts ar citiem.
Izmantojot šo sistēmu, AvtoVAZ ievērojami uzlabos savu produktivitāti un ekonomiskos rādītājus.
Lean ražošanas būtība ir tādu darbību izskaušana, kas prasa laiku, bet nerada vērtību, kā arī tādu apstākļu radīšana, kuros atlikušās darbības (procesi), kas rada vērtību, tiek iebūvētas nepārtrauktā plūsmā, ko izvelk patērētājs.
Mūsdienu “rietumnieciskās” vadības metodes bieži tiek kritizētas, kas vairumā gadījumu ir rezultāts mēģinājumiem pielietot metodes, nezinot to darbībai nepieciešamos apstākļus, kas nedod iespēju gan pareizai izvēlei, gan pareizai pielāgošanai konkrētiem apstākļiem. Tas notiek ne tikai Krievijā.
Lean ražošanas galvenās iezīmes.
.Uzņēmums ir kā liela ģimene. Jums jāsāk ar attiecību sistēmas veidošanu uzņēmumā Toyota, kas ir kļuvusi par galveno faktoru Ono ideju īstenošanas veiksmei.
Apskatīsim piemēru:
Toyota vajadzēja atlaist ceturto daļu savu darbinieku, arodbiedrības bija kategoriski pret to, un tad radās vienošanās, kas veidoja pamatu darbinieku un darba devēju attiecībām daudzos Japānas uzņēmumos un padarīja darbiniekus daudzos aspektos par pilntiesīgiem uzņēmuma dalībniekiem, kas būtībā kļuva liela ģimene:
Toyota atlaiž ceturto daļu darbinieku
Atlikušie darbinieki saņem mūža nodarbinātības garantiju ar tiesībām izmantot visus pabalstus: mājokli, brīvdienu mājas,...
Atalgojums par darbu kļūst nemainīgs, palielinās līdz ar darba stāžu, un tam tiek pievienotas piemaksas no peļņas.
Uzņēmums var cerēt, ka lielākā daļa darbinieku paliks tajā visu darbības laiku.
Darbinieki piekrīt veikt dažādus uzņēmumam nepieciešamos darbus un dot savu ieguldījumu uzņēmuma interesēs, uzsākot uzlabojumus.
Darbinieka alga ir kļuvusi par daļu no fiksētajām izmaksām un laika gaitā pieaug. Tāpēc bija nepieciešams maksimāli izmantot viņu iespējas. Tas ir, bija izdevīgi organizēt ražošanu tā, lai maksimāli izmantotu pieaugošo darbinieku pieredzi. Tāpat bija jēga ieguldīt apmācībās, lai jaunas zināšanas un prasmes paliktu uzņēmuma iekšienē.
* Protams, Krievijā mūža nodarbinātības sistēma nav piemērojama, taču AvtoVAZ vispārēja ideja ir tā vērta, lai to par pamatu ņemtu, jo tika iegūti ļoti konkrēti pozitīvi rezultāti.
Rezultātā uzņēmums uzņēma darbiniekus, kuri bija diezgan specifiski ieinteresēti uzņēmuma panākumos (tas ir, praktiski tika atrisināts motivācijas jautājums) ar drošības sajūtu, gatavi proaktīvi meklēt iespējas uzlabot darba rezultātus.
Darba procesa kvalitāte un produktu kvalitāte ir kļuvusi svarīga ikvienam darbiniekam katrā darba posmā.
Uzņēmums kļuva ieinteresēts paplašināt savu darbinieku profesionālo zināšanu un prasmju klāstu.
Uzņēmumam kļuva izdevīgi ieguldīt naudu darbinieku apmācībā.
Ir radusies iespēja daļu atbildības (tiesības un pienākumi) nodot zemākiem līmeņiem.
Viena no galvenajām atšķirībām: Atšķirībā no pirmajiem uzņēmumiem, Toyota uzņēmumā atbildība (tiesības un pienākumi) par darba rezultātiem sniedzas tālu uz leju pa hierarhijas vertikāli. Un tas, no vienas puses, padara darbu intensīvāku, no otras puses, stimulē gan darbinieka attīstību, gan viņa iesaistes sajūtu kopējā lietā.
Vēl viena būtiska atšķirība, kas parādījās komandu veidošanas un to funkciju paplašināšanas rezultātā, ir šāda.
Pa rindām virzās labākie komandas spēlētāji, nevis šauras jomas izcilie speciālisti.
Vēl viena svarīga iezīme uzņēmumiem kopumā, kas ir izvēlējušies Lean Production ceļu. Attieksmei pret karjeru šādā uzņēmumā ir jāmainās. Galvenie iemesli:
Alga galvenokārt ir atkarīga no darba stāža.
Komandas dalībnieks veic arvien vairāk funkciju, kļūst kvalificētāks un komandai svarīgāks.
Vadības personāla skaits samazinās, un daļu speciālistu funkciju uzņemas zemāka līmeņa darbinieki.
Darbinieks ir saistīts ar uzņēmumu gandrīz uz mūžu.
Šādos apstākļos ir vajadzīgs un iespējams darbinieks, kuram interesē nevis vertikāla izaugsme, bet gan izaugsme kopā ar kolektīvu, prasmju pilnveidošana, lai veiktu arvien sarežģītāku darbu. Uzņēmumam ir jānodrošina darbiniekam iespēja realizēt savu potenciālu.
Ieviešot Lean Production, AvtoVAZ iegūs priekšrocības salīdzinājumā ar citām rūpnīcām šādos punktos:
Obligātās līnijas apstāšanās ieviešana, ja defekts netiek novērsts.
Komanda pati sadala darbus piešķirtajā posmā.
Darbinieki paši sagatavo instrumentus un aprīkojumu un ir atbildīgi par darba vietas sagatavošanu (tīrība, kārtība, nepieciešamā pieejamība un nevajadzīgu lietu trūkums). Tas ir, tiek novērsta nepieciešamība pēc palīgstrādniekiem un regulētājiem.
Ja rodas problēmas, komandai jāmēģina patstāvīgi atrast problēmas avotu, cēloni un novērst to.
Komandai ar pietiekamu kvalifikāciju un pieredzi ir pilnībā jāatbild par to produktu kvalitāti, kuri atstāj tās atbildības jomu.
Tādējādi tiks būtiski paaugstināts pamatstrādnieku statuss un loma. Paplašināts gan pienākumu loks, gan tiesību loks. Tie. Pilnvaru nodošanas problēma ir atrisināta.
Šajā sakarā mēs varam doties tieši uz 2. principu: process nepārtrauktas plūsmas veidā palīdz identificēt problēmas.
2. 2. princips. Nepārtrauktas plūsmas process palīdz identificēt problēmas
Kas ir balstīts uz šādiem postulātiem:
Pārveidojiet savu procesu, lai izveidotu nepārtrauktu plūsmu, kas efektīvi rada pievienoto vērtību. Samaziniet nepabeigto darbu dīkstāves laiku.
Izveidojiet produktu vai informācijas plūsmu un izveidojiet savienojumus starp procesiem un cilvēkiem, lai jebkura problēma tiktu identificēta nekavējoties.
Šai plūsmai jākļūst par organizācijas kultūras sastāvdaļu, saprotamu ikvienam. Tā ir atslēga uz nepārtrauktu cilvēku pilnveidošanos un attīstību.
Pamatojoties uz iepriekš minētajām Lean Production priekšrocībām, var teikt, ka nepārtrauktais ražošanas process uzlabosies, darbiniekiem pilnveidojoties un viņu darbam organizējot.
Jāpiebilst, ka sākotnēji masveida ražošanā esošās automašīnas izstrāde, projektēšana un izgatavošanas tehnoloģija tika sadalīta starp augsti specializētiem speciālistiem, kuriem parasti bija mazs sakars vienam ar otru un kuri strādāja dažādos uzņēmumos. Rezultātā radās problēmas konfigurācijā, detaļu savstarpējā saskaņošanā, tehnoloģijās, termiņos, kvalitātē. Tas nebija atsevišķs process, bet gan daudzi atsevišķi, savā starpā maz saskaņoti un pat konkurējoši darbi, kas radīja šķēršļus labāku risinājumu izplatīšanai un vienkārši labākai problēmu izpratnei.
Savienošanas process sākās ar piegādātāju apvienošanos vienotā mehānismā, kas ļāva idejai turpināt un apvienot jaunu produktu izstrādi un dizainu un tehnoloģiju dizainu vienotā procesā, sākot ar projektēšanu un beidzot ar gatavā produkta ražošanas tehnoloģiju. . To darot, jau no paša sākuma radās iespēja ņemt vērā gan iespējas, gan esošos ierobežojumus. Un pašu procesu uzsāk mārketings, tas ir, gala pircēja vajadzības.
Toyota sāka veidot komandas, kas sastāvēja no pilna speciālistu loka, kas nepieciešams šī sarežģītā uzdevuma veikšanai. Viņu sagatavotības un pieredzes līmenim bija jābūt augstam, jo ievērojami pieauga kļūdas izmaksas, pieauga psiholoģiskā slodze, taču viņi jau no paša sākuma saņēma iespēju skaidri izprast uzdevumu būtību un sākotnējās konsekvences iespēju. pārējo komandas locekļu darbs. Iekšējās konkurences trūkums ļāva brīvi diskutēt un apmainīties ar labākajiem risinājumiem. Komandas locekļi var būt no dažādiem ķēdes piegādātājiem, taču viņi visi cieši sadarbojās.
Šobrīd šī ideja, manuprāt, ir sasniegusi savu pīķa stadiju. Citiem vārdiem sakot, uzskatu, ka turpmāka nepārtrauktas ražošanas attīstība neradīs nekādas globālas izmaiņas, taču AvtoVAZ ir jāmācās no Toyota kļūdām, jāizpēta gan ražošanas pozitīvās, gan negatīvās puses, lai novērstu vājās vietas un veiktu pasākumus to labošanai. uzlabot vai pilnībā aizstāt tos ar citiem. Tas jo īpaši attiecas uz tehnoloģijām un aprīkojumu, kas tiek izmantots ražošanas procesā, jo, kā zināms, parādās jaunas tehnoloģijas, ar kurām var palielināt produktivitāti, samazināt gan laika, gan enerģijas izmaksas,
Šajā sakarā mēs varam pāriet pie cita principa.
Toyota akciju taupīga ražošana
3. 8. princips. Izmantojiet tikai uzticamu, pārbaudītu tehnoloģiju
Tehnoloģija ir paredzēta, lai palīdzētu cilvēkiem, nevis tos aizstātu. Bieži vien pirms papildu aparatūras ieviešanas ir vērts šo procesu veikt manuāli.
Jaunās tehnoloģijas bieži vien ir neuzticamas un grūti standartizējamas, tādējādi apdraudot plūsmu. Tā vietā, lai izmantotu nepārbaudītu tehnoloģiju, labāk ir izmantot zināmu, pārbaudītu procesu.
Pirms jaunu tehnoloģiju un aprīkojuma ieviešanas testēšana jāveic reālos apstākļos.
Noraidīt vai mainīt tehnoloģiju, kas ir pretrunā ar jūsu kultūru un var apdraudēt stabilitāti, uzticamību vai paredzamību.
Tomēr mudiniet savus darbiniekus sekot līdzi jaunajām tehnoloģijām, kad runa ir par jaunu veidu atrašanu. Ātri ieviesiet pārbaudītas tehnoloģijas, kas ir pārbaudītas, lai uzlabotu plūsmu.
Pievienot vērtību organizācijai, attīstot savus darbiniekus un partnerus AvtoVAZ ir jākoncentrē sava ražošana uz jaunu tehnoloģiju un iekārtu ieviešanu. Es uzskatu, ka tehnoloģija, ko izmanto Toyota, ir ļoti kompetenta un pārdomāta, un mūsu pašmāju automašīnu ražošanā ir jāizmanto tādas pašas metodes kā Toyota, kurā tiek izmantota: 1) ražošanas apjoma izlīdzināšanas metode, kas pazīstama kā ražošanas “precizēšana”, izmantojot “Kanban” ir vissvarīgākais nosacījums, lai samazinātu darbinieku laika un aprīkojuma dīkstāves zudumu.
Lai izvairītos no lielām izmaiņām nepieciešamo detaļu daudzumā visos ražošanas posmos, kā arī to detaļu daudzumā, kas iegūtas no ārējiem piegādātājiem, ir jāsamazina izlaides svārstības gala montāžas līnijā. Tāpēc no montāžas līnijas jānonāk minimāliem katra auto modeļa daudzumiem, realizējot gabalu ražošanas un piegādes ideālu. Proti, dažāda veida automašīnas tiks komplektētas viena pēc otras atbilstoši katra veida ikdienas ražošanas apjomam. Arī montāžas līnija nelielās partijās saņems nepieciešamās detaļas no iepriekšējām sekcijām.
Sarežģītākā problēma netraucētas ražošanas nodrošināšanā ir iekārtu uzstādīšana un pārveidošana, lai samazinātu ražošanas laiku.
) Lai sistēma just-in-time darbotos bez traucējumiem, 100% produktu bez defektiem ir jānogādā nākamajās ražošanas zonās, un šai plūsmai ir jābūt nepārtrauktai. Jāievieš automātiskā kvalitātes kontrole.
Kopumā taupīgas ražošanas principu un rīku pielietošana ļaus AvtoVAZ ievērojami palielināt uzņēmuma pamatdarbības efektivitāti: samazināt laiku, kas nepieciešams jaunu produktu projektēšanai, ražošanai un piegādei tirgū; darba ražīguma pieaugums, resursu aprites pieaugums, nepabeigtās produkcijas un krājumu līmeņa samazināšana, ražošanas telpu un transportēšanas/noliktavu izmaksu samazināšana; uzlabojot produktu kvalitāti un palielinot konkurētspēju bez būtiskiem kapitālieguldījumiem. Papildus iepriekšminētajām priekšrocībām tehnoloģiskā procesa matricas-modulārā organizācija ietver funkcionāli (vai subjektīvi) loģiski un strukturāli pabeigtu darba centru iedalīšanu TPS struktūrā, kas ir slēgtas šūnas detaļu un robotu kompleksu grupu apstrādei. (sistēmu inženierijas terminoloģijā - izpildmehānismi / vadības bloki), kas darbojas kā Autonomie moduļi ar savām vadības programmām un nodrošina iespēju pilnībā apstrādāt detaļas vienā instalācijā.
Ātra aprīkojuma nomaiņa ir TPS princips, kas samazinās veidņu nomaiņas stundas līdz dažām minūtēm.
) SMED sistēma ļaus ātri reaģēt uz patērētāju pieprasījuma izmaiņām, samazināt ražošanas cikla laikus, pārejot uz mazām ražošanas partijām, kā arī novērst pārprodukciju.
Tiek apspriestas 8 galvenās SMED sistēmas metodes, ko izmanto, lai samazinātu pārejas laiku katrai no šīm funkcijām:
1. metode - iekšējo un ārējo regulēšanas operāciju atdalīšana. Ir skaidri jādefinē, kuras iestatīšanas darbības jāveic, kamēr iekārta ir apturēta (iekšējā iestatīšana jeb IED), un kuras var veikt, kamēr iekārta darbojas (ārējā iestatīšana vai OED).
2. metode - iekšējo darbību pārveidošana ārējās.
3. metode - standartizēt funkciju, nevis formu. Formu formu un izmēru standartizēšana var ievērojami samazināt iestatīšanas laiku. Tomēr veidlapas standartizācija prasa ievērojamas izmaksas. No otras puses, funkcijas standartizācija prasa tikai iestatīšanas darbībām nepieciešamo daļu viendabīgumu.
4. metode - funkcionālo skavu izmantošana vai pilnīga stiprinājumu noņemšana.
5. metode - papildu ierīču izmantošana. Dažas ar iekšējām korekcijām saistītās aizkaves var novērst, izmantojot standarta armatūru. Kad tiek apstrādāta vienā armatūrā nostiprināta sagatave, otrā armatūrā tiek uzstādīta nākamā sagatave. Kad pirmās sagataves apstrāde ir pabeigta, otro armatūru viegli novieto uz mašīnas apstrādei.
6. metode - paralēlu darbību izmantošana.
7. metode - korekciju likvidēšana. Parasti korekcijas un testa darbi aizņem 50–70% no iekšējās iestatīšanas laika. To novēršana nodrošina pārsteidzošu laika ietaupījumu.
8. metode - mehanizācija. Lai gan mazo griezēju, armatūras, presformu un armatūras nomaiņa nav problēma, mehanizācija bieži ir būtiska, lai efektīvi izmantotu lielas presformas, liešanas veidnes un veidnes. Mehanizācija jāapsver, kad ir pieliktas visas pūles, lai uzlabotu pārejas procesu iepriekš aprakstītajos veidos.
Gadu gaitā no vairākiem simtiem SMED uzlabojumu visefektīvākie AvtoVAZ būs:
skaidra iekšējās un ārējās regulēšanas atdalīšana;
iespēja pilnībā pārveidot iekšējo regulēšanu ārējā regulēšanā;
korekciju novēršana;
stiprinājums bez skrūvēm.
Šīs metodes var samazināt uzstādīšanas laiku aptuveni 20 reizes salīdzinājumā ar sākotnējo laiku.
) Autonomācija - Autonomācija - Pirmsautomatizācija - Automatizācija ar inteliģences elementu vai ņemot vērā cilvēka faktoru
automātiska nenormāla ražošanas procesa apturēšana (piemēram, ražošanas līnijas vai iekārtas apturēšana), lai novērstu bojātu produktu ražošanu vai pārprodukciju, nozīmē tādu ierīču uzstādīšanu uz līnijas, kas varētu novērst masveida ražošanu vai iekārtu atteici.
Ar vārdu “autonomizācija” (“džidoka”) jāsaprot apstrādes procesa pārkāpumu organizēšana un autonoma kontrole. Toyota rūpnīcās gandrīz visas mašīnas ir aprīkotas ar automātisko apturēšanu, kas ļauj novērst defektus masveida ražošanā un atslēgt iekārtu bojājumu gadījumā. Tā sauktā “aizsardzība pret neuzmanīgu vai nepieklājīgu apiešanos” ir viena no šādām ierīcēm, kas novērš darbības defektus. Ja uz līnijas ir kāda novirze no normas, strādnieks aptur visu līniju, nospiežot pogu. Ātrā rezultātu tablo Toyota sistēmā spēlē svarīgu vizuālās kontroles lomu. Ja darbiniekam nepieciešama palīdzība, lai novērstu darba kavēšanos, viņš displejā ieslēdz dzelteno gaismu. Ja viņam ir jāpārtrauc līnija, lai novērstu problēmu, viņš ieslēdz sarkano gaismu. Līdz ar to viens operators var darbināt vairākas mašīnas. Ja mašīnas remontēs, neinformējot vadītājus, tad uzlabojumi nekad netiks sasniegti un izmaksas nesamazināsies. Iekārtas apturēšana, kad rodas problēmas, nodrošina, ka visi apzinās problēmu. Uzlabojumus var veikt tikai tad, ja ir skaidra izpratne par problēmu. Jebkurai mašīnai jābūt skaidrai atšķirībai starp normālu un neparastu darbību, un pasākumiem atkārtotu kļūmju novēršanai ir jābūt beznosacījuma. Autonomā sistēmā "vizuālā vadība" vai "signāla vadība" palīdz noteikt ražošanas trūkumus.
Kopumā automatizācija ir mehānisms, kas ļaus AvtoVAZ rūpnīcai autonomi noteikt novirzes ražošanas procesā.
Tas ir viens no Toyota ražošanas sistēmas – TPS – pamatprincipiem. Koncepcijas avots bija Toyota Sakiti pašpiedziņas stelles. Viņa izgudrojums bija aprīkots ar ierīci, kas automātiski apturēja mašīnu, tiklīdz vītne pārtrūka vai beidzās. Citiem vārdiem sakot, mašīna spēja reaģēt ārkārtas situācijās.
) Andon ir iekārta ražošanas zonas vizuālai uzraudzībai, kas, izmantojot gaismas, skaņas un līdzīgus signālus, brīdinās darbiniekus par defektiem, iekārtu darbības traucējumiem vai citām problēmām. TPS sistēma kļūs par svarīgu instrumentu AvtoVAZ ražošanas sistēmā.
Tas ir ražošanas līnijas veiktspējas rādītājs, kas atrodas augstu virs līnijas un nodrošina vizuālu kontroles rīku. Brīdinājuma gaismas darbojas šādi. Normālas darbības laikā deg zaļā gaisma. Kad strādniekam kaut kas jāpielāgo uz līnijas un jāsauc palīdzība, viņš ieslēdz dzelteno gaismu. Ja kļūmes novēršanai ir nepieciešama līnijas apturēšana, tiek ieslēgts sarkans signāls. Strādniekiem nevajadzētu baidīties apturēt ražošanas līniju, lai pilnībā atjaunotu procesu normālā stāvoklī.
Baka-jūgs - Baka-jūgs - Muļķu izturība - Aizsardzība pret muļķiem.
Lai pilnībā novērstu defektus, instrumenti un iekārtas jāmodernizē, aprīkojot tos ar baka-eke - defektu novēršanas ierīcēm. Kas arī kļūs par svarīgu AvtoVAZ ražošanas sistēmas instrumentu.
Šeit ir daži to piemēri:
Ja darbplūsmā ir kļūda, daļa neietilps rīkā.
Ja kādai daļai tiek atklāts defekts, iekārta neieslēdzas.
Ja darbplūsmā ir kļūda, iekārta nesāks apstrādāt daļu.
Ja darbplūsmā rodas kļūdas vai kāda no darbībām tiek izlaista, tiek automātiski veikti labojumi un apstrāde turpinās.
Pārkāpumu esamība agrākos posmos tiek pārbaudīta vēlākos posmos, lai novērstu defektus.
Ja izlaidīsit vienu darbību, nākamais posms nesāksies.
) Vizuālā kontrole - Vadība ar signāliem - Vizuālā vadība - Vadība ar redzi
Mēs runājam par vizualizāciju, vadības metožu redzamību caur atbilstošiem dēļiem, ekrāniem, kartēm, signāliem uz līnijām, mašīnām un iekārtām.
Secinājums
Autorūpniecība ir viena no lielākajām tautsaimniecības nozarēm un līdz ar to, vispārīgi raksturojot automobiļu ražošanas līmeni, var atzīmēt, ka pēc pamatparametriem (automatizācijas pakāpe, jaudas izmantošanas rādītāji un iekārtu maiņas u.c. .) tā ieņem vadošo pozīciju starp citām mašīnbūves nozarēm. Lai gan, salīdzinot ar ārvalstu autobūves nozari, mēs daudzos aspektos ļoti atpaliekam.
Japāņu automašīnas vienmēr ir bijušas slavenas ar savu neticamo detaļu kvalitāti, montāžu, bagātīgo aprīkojumu un tehniskajiem parametriem. Ne velti autoražotāji no “uzlecošās saules zemes” savas rūpnīcas izvieto Eiropā un Amerikā, kuras autoražotāji neatdala – pat šajos reģionos ir stabils pieprasījums pēc Toyotas un daudzu citu japāņu auto marku.
Krievijas autobūves nozarei būtu daudz jāmācās no Japānas pieredzes, proti, ilgtermiņa orientācija, šauras specializācijas noraidīšana, ar šādu attīstību saistīta darbinieka universāla attīstība un stabila nodarbinātība, personāla rotācija uzņēmumā, mācīšanās darbā. , virzīties uz izvirzīto mērķi, nepieciešams izmantot pārbaudītu pieredzi ražošanas tehnoloģijā, ieviest jaunas jaudas, un kopumā atjaunināt visu ražošanas sistēmu utt. Tas viss ir nepieciešams ikvienam uzņēmumam, kurš vēlas ne tikai gūt panākumus, bet vismaz pastāvēt.
Atsauces
1)Džefrijs K. Likers. "DAO Toyota 14 pasaules vadošā uzņēmuma vadības principi." grāmata 5.
2)#"attaisnot">3) #"attaisnot">) http://www.cfin.ru/management/manufact/manufacturing_sys-02.shtml
Apmācība
Nepieciešama palīdzība tēmas izpētē?
Mūsu speciālisti konsultēs vai sniegs apmācību pakalpojumus par jums interesējošām tēmām.
Iesniedziet savu pieteikumu norādot tēmu tieši tagad, lai uzzinātu par iespēju saņemt konsultāciju.
Viens no organizācijas veiksmes kritērijiem ir piemērotas vadības koncepcijas izmantošana. Mūsdienās Krievijas vadības modelis ir ārkārtīgi neefektīvs, un tā iemesli ir: neefektīva vadība, neracionāla plānošana, vāja produktu kvalitātes kontrole un īpašas filozofijas trūkums ražošanā.
Rodas jautājums: kādai vajadzētu būt efektīvas pārvaldības koncepcijai Krievijā? Klasiskās vadības teorijas praksē izrādās neefektīvas, turklāt nonāk pretrunā ar krievu mentalitāti un ideju par darba procesa organizēšanu. Nepieciešama pilnīgi jauna pieeja ražošanas vadībai. Autore ir pārliecināta, ka nepieciešamā vadības modeļa sastāvdaļas jāmeklē Japānā.
Pētījuma nozīmīgumu par noteiktu tēmu ir grūti pārvērtēt, jo to nosaka vairāki iemesli, tostarp nepieciešamība ieviest jaunas vadības koncepcijas Krievijas uzņēmumu vadības sistēmā, pieaugošā vajadzība pēc vietējās ražošanas modernizācijas un racionalizācijas. par izmaiņām personāla vadības modelī un inovatīvu pieeju izmantošanu produktu kvalitātes kontroles jomā.
Pētījuma zinātniskā novitāte slēpjas Toyota vadības koncepciju analīzes unikalitātē, kuras rezultātā tika identificēti pavērsieni jauna Krievijas vadības modeļa izveidei.
Pētījuma problēma ir tāda, ka ar daudzām klasiskajām vadības teorijām vēl nav identificēta koncepcija, kas palīdzētu atrisināt izvirzītās problēmas saistībā ar vadības modeļu funkcionēšanas efektivitāti Krievijā.
Šī pētījuma objekts ir vadības jēdziens Japānas uzņēmumos. Pētījuma priekšmets ir Japānas automobiļu ražotāja Toyota Motor Corporation ražošanas vadības pieejas. Pētījuma metodiskais pamats ir TPS sistēmas ražošanas vadības un kvalitātes kontroles koncepcijas: “Kaizen”, “Kanban”, “Chaku-chaku”, “Just-in-time”, “Genchi Genbutsu”; un Gērta Hofsteda pētījumi socioloģijā.
Pētījuma galvenais mērķis ir izpētīt Toyota vadības modeli, kā arī atrast veidus, kā izmantotos jēdzienus ieviest Krievijas uzņēmumu vadības struktūrā. Pētījuma galvenais mērķis ir formulēt darba vadības koncepciju Krievijas biznesa videi, pamatojoties uz Toyota ražošanas sistēmas vadības sistēmu.
Pētījuma gaitā tika izvirzītas sekojošas hipotēzes, kuras, pamatojoties uz identificētās tēmas analīzi, ir jāpārbauda: Krievijā nav iespējams pielietot japāņu vadības koncepcijas sabiedrības kultūras īpatnību diferenciācijas dēļ; iespējams izmantot atsevišķus liesās ražošanas sistēmas elementus kā pamatu jaunam iekšzemes vadības modelim.
Pētījuma rezultāts ir izveidota vadības koncepcija izmantošanai Krievijā, kā arī ieviešanas secība ražošanas procesā. Pētījuma secinājums ir apstiprinājums iespējai ieviest un ekspluatēt TPS elementus Krievijā.
Liesās ražošanas teorijas pamatprincipi
Runājot par Toyota ražošanas sistēmu, jāatzīmē, ka tās pamatā ir liesās ražošanas koncepcija(liesa ražošana). Taiichi Ohno izstrādātā liesā sistēma tika izstrādāta, lai optimizētu ražošanu un uzlabotu produktu kvalitāti, novēršot visa veida atkritumus. Bet ko nozīmē vārds “zaudējums” (jap. muda)? Toyota teorētiķi identificē septiņus atkritumu veidus: pārprodukcija, tērēts laiks, nevajadzīga transportēšana, pārmērīga apstrāde, liekās izejvielas, nevajadzīgas kustības un defekti.
Džefrijs Likers atzīmēja, ka nepietiek tikai ar ražošanas procesa optimizāciju, ir jārada noteikta filozofija uzņēmumā, kas kļūtu par vadmotīvu darbiniekiem un veicinātu nepārtrauktu darba iemaņu pilnveidi. Toyota ražošanas sistēmā līdzīga filozofija tika veidota, pamatojoties uz kopējās ražošanas plūsmas izlīdzināšanu, veidojot uz vērtībām balstītu skatījumu uz ražošanu darbinieku vidū. Šāda pieeja ietaupīja dārgo laiku: nebija jāiedziļinās katram darbiniekam individuāli skaidrojot atbildību un nepieciešamību strādāt “apzinīgi”. Izveidojās vienota ideja par ražošanas ciklu.
Veiksmīga filozofijas ieviešana ražošanā veicinās vienas no svarīgākajām liesās ražošanas sistēmas sastāvdaļām - vēlmes pēc nepārtrauktas pilnveidošanās - ieviešanu. Maģistra grāds mašīnzinībās no Teksasas Universitātes Ostinā, Kevalkumar Vyas savā ziņojumā atzīmēja, ka panākumi ir saistīti ar to, cik veiksmīgi var ieviest noteiktu metodoloģiju ražošanā, kas ļautu izstrādāt pakāpeniskas pieejas koncepciju. jāseko. Pirmais solis netraucētas ražošanas plūsmas izveidē ir izveidot konsekventu procesu, kas ir vērsts uz klientu vajadzību apmierināšanu. Pilnu nepārtrauktas ražošanas uzlabošanas ciklu Toyota var attēlot diagrammas veidā (1. att.)
1. att. Toyota nepārtrauktas uzlabošanas cikls
Tiek identificēti šādi pamatprincipi, kas ļauj ieviest liesās ražošanas koncepciju uzņēmumā: sistēma “just-in-time”, “kanban” sistēma un “Genchi Genbutsu” princips. Mēs sliecamies uzskatīt, ka šīs Toyota ražošanas sistēmas bāzes var veiksmīgi izmantot par pamatu nākotnes vadības koncepcijai Krievijas biznesa vidē.
Izmantojot sistēmu tieši laikā, tiek novērsts tas, ko Taiichi Ohno uzskata par vissvarīgāko no septiņiem atkritumiem — pārprodukciju —, precīzi kalibrējot sistēmu nepieciešamo ražošanas elementu piegādei tieši lietošanas vietā.
Sistēmas “kanban” izmantošana ļauj panākt sekmīgu “just-in-time” koncepcijas ieviešanu, proti, izveidot vienotu informācijas sistēmu saražotās produkcijas daudzuma izsekošanai un regulēšanai reālā laikā.
“Genchi Genbutsu” princips nosaka, ka, lai atrisinātu problēmu ražošanā, ir nepieciešams, pirmkārt, tieši piedalīties ražošanas procesā, un, otrkārt, vadīties no problēmas “izcelsmes” un izdarīt secinājumus, pamatojoties uz to. fakti, nevis spekulācijas vai viedokļi.
Mēs nerunājam par liesās ražošanas sistēmu kā principu un koncepciju kopumu, kura mērķis ir regulēt atsevišķus ražošanas elementus. Pamatprincipi optimizēs ražošanu, taču svarīgi, lai katrs darbinieks saprastu sava ieguldījuma nozīmi ražošanas procesā. Obligāti noteikta filozofija ražošanu. Tā īstenošana ir uzņēmumu vadītāju prioritāte. Lai to izdarītu, mums būs jāaizņemas uzskaitītie elementi, kuru, mūsuprāt, trūkst vietējā ražošanas vadības sistēmā.
Saskaņā ar uzņēmuma oficiālo tīmekļa vietni, Toyota Motor Corporation 2012. gada decembra beigās darbojās 52 ārvalstu ražošanas meitasuzņēmumos. 27 valstīs. Bieži vien mēs paši radām savās galvās barjeras, noraidot svarīgākos vadības principus, ko mums pasniedz ārvalstu teorētiķi, kuri pēta vadību kā zinātni. "Pārkāpums ir nevis ieejā, bet prātos," un tieši pieeja jaunu vadības koncepciju ieviešanai Krievijas uzņēmumu stingrajā struktūrā ir jāmaina, ņemot vērā jauno principu ilgtermiņa ietekmi. par personālu. Mēs centīsimies racionalizēt visus nepieciešamos, mūsuprāt, liesās ražošanas principus un izveidot uzņēmuma vadības modeli, ņemot vērā krievu tautas mentalitātes īpatnības.
Lietas, kas jāņem vērā
Mūsu mērķis ir izveidot efektīvi strādājošu vadības koncepciju, ņemot vērā krievu mentalitātes īpatnības. Tika noteikts, ka jaunā vadības modeļa svarīgākā sastāvdaļa būs noteiktas ražošanas filozofijas klātbūtne. Bet kā izveidot filozofiju un veiksmīgi īstenot to ražošanā, ja vēsturisko faktoru ietekmē Krievijā ir izveidojušies specifiski uzskati par darba aktivitātes svarīgākajiem aspektiem? Ir jāanalizē atsevišķi notikumi no Krievijas vēstures, kas ietekmēja krievu tautas mentalitātes veidošanos.
Krieviem ir īpaša attieksme pret darbu. Dzimtniecība būtiski ietekmēja priekšstatu par strādnieka priekšstatu par to, kam viņš strādā: viņam pašam vai zemes īpašniekam. Zemnieka dzīvi varētu iedalīt divās daļās: darbs zemes īpašnieka labā un darbs sev. Zemnieks labi apzinājās, ka, koncentrējot visus spēkus, lai strādātu zemes īpašnieka labā, viņš nevarēs labi strādāt sev. Šī iemesla dēļ krievu apziņā ir iesakņojusies jēdzienu “strādāt sev” un “strādāt kādam citam” nodalīšana. Iepriekš minētie argumenti ļauj formulēt secinājumu par mūsdienu uzņēmuma darbinieku darba kvalitāti: darba kvalitāte būs pilnībā atkarīga no tā, kā darbinieks uztvers savu darbu. Ir nepieciešams izveidot diferencētu darba procesa vērtību uztveres sistēmu. Citiem vārdiem sakot, ir ārkārtīgi svarīgi, lai katrs darbinieks darba procesa nozīmi interpretētu savā veidā, koncentrējoties uz to, ko tieši viņš uzskata par svarīgu sev. Vērtību uztverei ir nepieciešama elastīga pieeju sistēma, taču tajā pašā laikā vērtību struktūra ir jādefinē un pēc iespējas jāfiksē.
Krievi normas, noteikumus un likumus uztver īpaši, dažāda veida norādījumus interpretējot savā veidā ar frāzi: ne viss, kas noteikts, ir jāievēro.
Jāpiemin, ka Krievijai ir viens no augstākajiem “attāluma no varas” rādītājiem pēc nīderlandiešu sociologa Gērta Hofstedes modeļa. (2. att.) Vairāku vēsturisku iemeslu dēļ Krievijā izveidojās jēdziens par spēcīgu sabiedrības diferenciāciju. Jaudas attāluma rādītāji Krievijā ir daudz augstāki (1,7 reizes) nekā Japānā. Pašmāju uzņēmumos varas nevienmērīgas sadales fakta uztveres pakāpe ir augsta, un darbiniekam nav pieņemts uzņemties iniciatīvu. Ir vērts atteikties no šādas koncepcijas. Nepieciešams mainīt priekšstatu par uzņēmuma hierarhiju par labu darbiniekam, lai iegūtu nepieciešamo informāciju par ražošanas procesa aspektiem. Džefrijs Likers savā grāmatā izcēla īpaši nozīmīgu, viņaprāt, ražošanas zaudējumu kategoriju: darbinieku nerealizēto radošo potenciālu; nepievēršot pietiekamu uzmanību šāda veida zaudējumiem, tiks zaudēts laiks, idejas, prasmes, pilnveidošanās un pieredzes iegūšanas iespējas neuzmanības dēļ pret darbiniekiem, kurus vadītājiem nav laika uzklausīt. Ir svarīgi noformēt iknedēļas sanāksmes ar tiesībām runāt par darbiniekiem interesējošām tēmām. Visi darbiniekiem
jānorāda, kādas problēmas, viņuprāt, pastāv. Uzņēmuma stratēģiskās priekšrocības un tā stabila ražošana ir atkarīga no informācijas. Ir svarīgi, lai darbinieki to saprastu.

Runājot par individuālisma rādītājiem uzņēmumā un darbinieku izvairīšanos no nenoteiktības, var atzīmēt, ka viņu vērtības ir aptuveni vienā līmenī. Līdz ar to jaunā Krievijas vadības modeļa aspekti no abu minēto kritēriju perspektīvas tiks ņemti vērā, izmantojot liesās ražošanas nosacījumus, jo šo kritēriju raksturojums Krievijā un Japānā īpaši neatšķiras.
2. att. Krievijas un Japānas kultūras iezīmju salīdzinājums
Noslēdzot vadības koncepciju funkcionēšanu ietekmējošo faktoru apskatu, vēlamies pievērsties sadaļai “Nākotnes orientācija”. (2. att.) Diemžēl Gērta Hofstedes centrs nesniedza datus par Krieviju par šo diagrammas daļu. Protams, mēs nevaram nepamanīt mūsu japāņu kolēģu vēlmi koncentrēt ražošanu uz ilgtermiņa perspektīvu, pat ja tas negatīvi ietekmē īstermiņa finanšu plānus. Krievi ārkārtējās militārās mobilizācijas dēļ savas vēstures laikā nav spējuši pilnībā izprast ilgtermiņa plānošanas priekšrocības. Mēs esam pārliecināti, ka sistemātiska ilgtermiņa perspektīvu prioritāšu noteikšana uzņēmumā palīdzēs darbiniekiem pielāgoties šādai neparastai domāšanas koncepcijai.
Darba koncepcijas formulēšana
Mūsuprāt, tika savākts pietiekams datu apjoms, lai, ņemot vērā krievu mentalitātes īpatnības, formulētu galvenos nosacījumus jaunai vadības koncepcijai, kas varētu darboties Krievijā. Koncepcijas galvenie noteikumi ir parādīti diagrammas veidā. (3. att.)

Rīsi. 3 Vadības koncepciju galveno noteikumu hierarhija
Jaunajā vadības koncepcijā jāiekļauj:
- Zināma filozofija ražošanas process, kurā darbinieki varētu sniegt sev atskaiti par to, kāpēc viņi nodarbojas ar šo konkrēto ražošanas darbības veidu un kāda ir to nozīme uzņēmuma globālajā darbības procesā. Pareiza filozofija arī palīdzēs nodrošināt, ka darbinieki ir ārkārtīgi koncentrējušies uz ražošanu un ievēro "Just-in-Time" koncepcijas principus.
- Zaudējumu novēršanas sistēma ražošanā. Tas prasa efektīvu tehnoloģiju izmantošanu uzņēmumā, procesa autonomiju, darbu secības ievērošanu, vienlīdzīgu pienākumu sadali starp darbiniekiem, nepārtrauktas kvalitātes kontroles sistēmas ieviešanu un trūkumu identificēšanu ražošanas procesa sākumposmā. (Dzioka), izlietoto resursu apjoma izsekošanu un iesaistīto jaudu kontroli, lai izvairītos no pārprodukcijas. Nepieciešams izveidot vienotu informācijas sistēmu, kas reāllaikā atspoguļotu atsevišķu ražošanas procesu stāvokli (Kanban).
- Darbinieku savstarpējo attiecību struktūra. Komandas veidošanas jautājumam vadītājam jāpieiet ar īpašu atbildību, jo saliedētas komandas klātbūtne ražošanā radīs labvēlīgu atmosfēru efektīvam darbinieku darbam. Darbības, kuru mērķis ir tuvināt vadības augstākos slāņus darbiniekiem, ir obligātas. Sliecamies uzskatīt, ka šādi pasākumi radīs darbinieku atvērtību pret vadītājiem, kas pozitīvi ietekmēs informācijas apmaiņas sistēmu starp ražošanas izpildvaras un vadības elementiem.
- Pastāvīgas uzlabošanas jēdziens.Īpaši svarīgas ir prakses un kursi, kas vērsti uz darbinieku prasmju pilnveidi. Ieguldot dažādās papildu profesionālās izglītības programmās, darba devējs iegulda tās ražošanā un darbojas ilgtermiņā. Turklāt ir nepieciešams, lai darbiniekiem būtu iespēja mācīties ražošanas laikā, absorbējot ražošanas procesa smalkumus (Kaizen). Mēs uzskatām, ka apmācība darba vietā ir visefektīvākā un efektīvākā metode jaunu darba iemaņu nodrošināšanai uzņēmuma darbiniekiem.
Secinājums
Šī pētījuma gaitā mēs analizējām Toyota liesās ražošanas vadības pieejas un uz to pamata izveidojām vadības modeli, ņemot vērā krievu mentalitātes īpatnības. Mums izdevās atspēkot vienu no hipotēzēm, kas apgalvo, ka Japānas vadības koncepcijas Krievijā nav iespējams izmantot Krievijas sabiedrības kultūras īpatnību dēļ. Mēs ņēmām vērā nepieciešamos mentalitātes aspektus un formulējām ieteikumus jaunas vadības sistēmas veiksmīgai ieviešanai ražošanā. Turklāt apstiprinājās arī otrā mūsu izvirzītā hipotēze: Japānas “lean-production” sistēmas atsevišķi kontroles elementi veiksmīgi veidoja pamatu jaunai Krievijas vides vadības sistēmai. Atklājās Toyota ražošanas pieeju universālums. Rekomendējam formulētās vadības koncepcijas ieviest ražošanas ciklā pakāpeniski, ievērojot sistēmas strukturālo elementu secību. Paredzētais laiks, lai sekmīgi ieviestu ekonomisku ekonomisku sistēmu vietējā uzņēmumos, ir 10 gadi. Šī pētījuma secinājums ir apstiprinājums iespējai pielietot liesās ražošanas koncepcijas Krievijā. Pētījuma rezultātu praktiskā nozīme ir saistīta ar iespēju izmantot formulētos jēdzienus ražošanā, lai uzlabotu vadības efektivitāti. Plānots turpināt pētījumu par tēmu: Toyota vadības modeļu integrācijas perioda analīze pasaules praksē.
Spear S., Bowen H. K. Toyota ražošanas sistēmas DNS dekodēšana // Harvard Business Review. – 1999. – T. 77. – P. 96-108.
Ražošana - preču izgatavošanas vai pakalpojumu sniegšanas process patērētājiem. Tas ir process, kurā tiek izmantoti nemateriālie resursi, piemēram, idejas, radošums, pētniecība, zināšanas, gudrība utt. Parasti tas ir manuāls, mehānisks vai ķīmisks process, kas pārvērš izejmateriālus, piemēram, izejvielas, pusfabrikātus vai komponentus gatavie izstrādājumi vai preces, kurām ir vērtība patērētājam.
Ražošanas procesā tiek izmantotas telpas, ražošanas iekārtas un instrumenti, cilvēku darbaspēks, dažādi resursi – ūdens, elektrība, palīgmateriāli. Ražošanas process ietver procesus pasūtījumu apstrādei, izejvielu iepirkšanai, noliktavām, transporta loģistiku uc Visus šos procesus var apvienot ražošanas vai pārstrādes apakšsistēmā.
Ražošanas process nevar pastāvēt bez kontroles un palīgprocesiem (atbalsta), kas ir vērtīgi tikai pašam uzņēmumam. Palīgprocesi, piemēram, iekārtu vai uzņēmuma IT struktūras uzturēšana, personāla vadība.
Tādējādi ražošanas sistēma var definēt kā:
“Metožu, procedūru un plānu kopums, kas ietver visas funkcijas, kas nepieciešamas informācijas un izejvielu apstrādei gatavās produkcijas/pakalpojuma ievades brīdī.
Ja plāni netiek īstenoti, izvirzītie mērķi netiek sasniegti, tad ražošanas sistēma nedarbojas.
Toyota ražošanas sistēma
Toyota ražošanas sistēma (TPS) aptver visus ražošanas aspektus, lai sasniegtu maksimālu efektivitāti. Atkritumos ietilpst viss, kas patērētājam nedod pievienoto vērtību: zaudējumi gaidīšanas dēļ, nevajadzīga transportēšana, lieki krājumi, nevajadzīgi pārstrādes soļi, pārprodukcija un defekti. Visi šie zaudējumi savijas viens ar otru, radot vēl lielākus zaudējumus, kas galu galā negatīvi ietekmē pašas korporācijas vadību.
Toyota ražošanas sistēmas pirmsākumi meklējami Sakichi Toyoda (1867-1930) automātiskajās stellēs, kas ir vienas no Jidoka sistēmas pamatkoncepciju – augstas kvalitātes produktu ražošanas – autors.
TPS gadu gaitā ir izstrādāts un paplašināts, izmantojot izmēģinājumus un kļūdas. Otrs no pamatprincipiem ir Just-In-Time jeb JIT koncepcija, ko izstrādājis Toyota Motor Corporation dibinātājs (un otrais prezidents) Kiichiro Toyoda (1894-1952).
Džidoka un Andons
Revolucionārās automātiskās stelles, ko izgudroja Sakichi Toyoda, ne tikai ļāva automatizēt darbus, kas iepriekš tika veikti ar rokām, bet arī stelles pati apstājās, ja konstatēja bojājumu, lai novērstu bojātu izstrādājumu ražošanu. Ja iekārta apstājas pati no sevis, rodas nepieciešamība pievērst operatora uzmanību šai situācijai. Tāpēc par svarīgu ražošanas procesa sastāvdaļu ir kļuvis “Andon” - signalizācijas sistēma (gaismas displejs), kas ļauj nolasīt informāciju vienā mirklī. Tas ļāva vienam operatoram uzraudzīt liela skaita mašīnu darbību. Rezultātā Sakichi spēja sasniegt ārkārtēju produktivitātes un darbības efektivitātes pieaugumu.
Jidoka sistēmas izstrāde bija “cilvēka automatizācija”. Andon signalizācijas sistēmas sastāvdaļa ir speciāla aukla, kuru pavelkot katrs darbinieks var apturēt konveijeru. Katrs strādnieks uz konveijera pilda automātiskās mašīnas aizbāžņa lomu. Ja jums nav laika pievilkt uzgriezni, pavelciet vadu. Galvenais, lai neviens šo strādnieku nelamās un nesodīs. Gluži pretēji, viņi jūs uzslavēs par to, ka neesat nolaidis defektu tālāk pa konveijera lenti. Viņi mēģinās noskaidrot iemeslu, un to sauc par "Hansei" - pastāvīgu analīzi.
Tieši laikā
Kiičiro Tojoda, kurš mantoja šo filozofiju, īstenoja savu pārliecību, ka "ideāli apstākļi lietas radīšanai tiek radīti, kad mašīnas, iekārtas un cilvēki strādā kopā, lai radītu pievienoto vērtību, neradot atkritumus." Viņš nāca klajā ar paņēmieniem un tehnoloģijām, lai novērstu atkritumus starp darbībām un procesiem. Tā rezultātā radās JIT metode.
Tieši laikā nozīmē izveidot “tikai to, kas ir vajadzīgs, kad tas ir vajadzīgs un vajadzīgajā daudzumā”. Piemēram, lai efektīvi ražotu lielu skaitu automašīnu, kas var sastāvēt no 30 000 detaļām, ir nepieciešams izveidot detalizētu ražošanas plānu, kas ietver rezerves daļu iegādi. Turklāt katrai no 30 tūkstošiem detaļu jānonāk noteiktā darba vietā uz montāžas līnijas “tajā brīdī, kad tas ir nepieciešams, un vajadzīgajā daudzumā”. Rezultātā tiek novērsta izšķērdība un vieglprātīgi pieprasījumi, kā rezultātā palielinās produktivitāte.
Kanban
Toyota ražošanas sistēmai ir unikāla ražošanas vadības metode ar nosaukumu Kanban, kurai ir svarīga loma. Kanban sistēmu sauc arī par “Lielveikalu metodi”, jo ideja par kontroles karšu izmantošanu tika aizgūta no Amerikas lielveikaliem. Produkta kontroles kartēs ir informācija, piemēram, produkta nosaukums, produkta kods un uzglabāšanas vieta. Uzņēmums Toyota, kad process izsauc augšpus, lai iegūtu detaļas, tas izmanto kanban, lai ziņotu, kuras detaļas ir izmantotas.
Kanban ļauj procesam (klientam) piezvanīt iepriekšējam procesam (lielveikalam), lai iegūtu nepieciešamās detaļas, kad tās ir vajadzīgas un vajadzīgajā daudzumā. Lai neizgatavotu nevajadzīgas detaļas iepriekšējos posmos un nenogādātu tās uz nākamo posmu. Attēlā parādīts Kanban sistēmas darbības principa ilustrācija ar divu veidu kanbaniem: ražošanas pasūtījumu kartes (zaļas) un komponentu atlases kartes (brūnas).

Cilvēki
Tomēr oriģinālās metodes un procesi ir tikai viena Toyota ražošanas sistēmas puse. Lūk, ko bijušais Toyota Group viceprezidents Jasuhito Jamauči saka par TPS ražošanas sistēmu: “TPS būtība ir procesu standartizācija un nepārtrauktu uzlabojumu sistēma (kaizen vai kaizen). Un abi šie jēdzieni ir nesaraujami saistīti ar cilvēku motivēšanas jautājumiem. Starp citu, Toyota ir ierasts runāt par cilvēkiem, nevis par personālu. Tas atspoguļo mūsu cieņu pret tiem, kas strādā uzņēmumā. Turklāt galvenie ražošanas sistēmas efektivitātes faktori ir: iniciatīva parasto darbinieku rokās, pilnvaru deleģēšana, uzdevumu deleģēšana, darba ņēmēju brīvība pieņemt lēmumus saprātīgās robežās un kaizen. Starp šiem pieciem faktoriem nav neviena, ko varētu aplūkot atsevišķi no personāla motivācijas un iesaistes. Visi pieci galvenie ražošanas sistēmas veidošanas faktori ir tieši atkarīgi no tā, cik cilvēki vēlas strādāt un cik tuvs viņiem uzņēmumā notiekošais ņems pie sirds. Pilns intervijas teksts ir šeit.
Dao Toyota
Amerikāņu profesora Džefrija Likera grāmata “Toyota Tao: 14 vadības principi pasaules vadošajam uzņēmumam” ir plaši pazīstama. Autors 20 gadus veltīja Toyota pieredzes izpētei un savus secinājumus formulēja šajā grāmatā.
Pēdējā laikā "Toyota lietu radīšanas gars" tiek saukts par "Toyota Tao". Tao ir ceļš, bet ne “ceļa” nozīmē, bet plašākā filozofiskā nozīmē - dzīves jautājums. Tas ir pieņemts ne tikai Japānas uzņēmumā un automobiļu rūpniecībā, bet arī ražošanas darbībās visā pasaulē, un turpina attīstīties visā pasaulē.

Rakstā izmantota informācija no vietnes www.toyota-global.com
KANBAN
Toyota ražošanas vadības sistēma
Viens no pirmajiem mēģinājumiem praktiski ieviest "just-in-time" koncepciju bija Toyota Motors Corporation izstrādātā mikroloģistikas sistēma KANBAN (kas nozīmē "karte" japāņu valodā).
Kanban sistēma ir vilkšanas sistēma ražošanas un piegādes organizēšanai, kas ļauj īstenot Just-In-Time principu.
Toyota izstrādāja un pirmo reizi pasaulē ieviesa. 1959. gadā šis uzņēmums sāka eksperimentēt ar Kanban sistēmu un 1962. gadā uzsāka visas ražošanas pārveidošanu uz Kanban principiem. Kanban balstās uz F. Teilora (1856-1915) teorētiskajām konstrukcijām; G. Fords (1863-1947), kā arī daži dzenbudisma un konfūciānisma filozofijas nosacījumi.
Sistēmas galvenie darbības principi ir savlaicīga produktu piegāde pircējam, pastiprināta produkcijas kvalitātes kontrole visos ražošanas posmos, rūpīga iekārtu pielāgošana, lai izslēgtu defektīvus produktus, komponentu piegādātāju skaita samazināšana un saistīto uzņēmumu iesaistīšana pēc iespējas tuvāk galvenās, parasti montāžas rūpnīcas atrašanās vietai.
Kanban sistēma ietver īpašu pieeju piegādātāju atlasei un novērtēšanai, kuras pamatā ir darbs ar šauru piegādātāju loku, kas izvēlēti, lai nodrošinātu kvalitatīvu komponentu piegādi tieši laikā. Tajā pašā laikā piegādātāju skaits tiek samazināts divas vai vairāk reizes, un ar atlikušajiem piegādātājiem tiek veidotas ilgtermiņa ekonomiskās attiecības.
Mātes uzņēmums sniedz dažāda veida palīdzību piegādātājiem, kuru galvenais mērķis ir uzlabot viņu piegādāto produktu kvalitāti. Kanban sistēmas ieviešana ietver arī visaptverošas kvalitātes vadības sistēmas izmantošanu, autonomu produktu kvalitātes kontroli, integrētu sistēmu augstas kvalitātes iekārtu darbības nodrošināšanai un kvalitātes aprindu sadali.
Kanban sistēmas praktiskā pielietošana sniedz Japānas mašīnbūves uzņēmumiem būtisku efektu.
Daudzi Krievijas un Rietumu eksperti uzskata, ka Japānas rūpniecības produktu augstā konkurētspēja galvenokārt ir saistīta ar Kanban sistēmas ideju un metožu izmantošanu.
Sistēmu izmanto tādi pazīstami uzņēmumi kā General Motors (ASV), Renault (Francija) un daudzi citi. Vairāku Rietumeiropas uzņēmumu, kas ieviesuši kontroles sistēmu, pieredzes analīze liecina, ka tas ļauj samazināt ražošanas krājumus par 50%, preču krājumus - par 8%, ievērojami palielinot apgrozāmo līdzekļu apgrozījumu un paaugstinot produkcijas kvalitāti.
Tomēr Kanban ieviešana ārpus Japānas saskaras ar nopietnām grūtībām, sākot no zemākas piegādes disciplīnas līdz piegādātāju un patērētāju teritoriālai nevienprātībai. (ja Japānā vidējais attālums no automašīnu montāžas rūpnīcas līdz tās galvenajiem piegādātājiem ir desmitiem kilometru, tad Rietumeiropā un ASV tie ir simtiem kilometru). Šo iemeslu dēļ lielākā daļa uzņēmumu, kas nav Japānas uzņēmumi, izmanto atsevišķus kontroles sistēmas elementus, bieži vien kopā ar citām Rietumos izplatītām sistēmām.
Mana iepazīšanās ar Toyota ražošanas sistēmu (turpmāk tekstā – TPS) sākās ar grāmatu “The Tao of Toyota”. Pirmais, kas mani pārsteidza, bija Toyota stratēģiskās plānošanas laiks – 500 gadi. Turklāt, lasot, es arvien vairāk apbrīnoju uzņēmuma izturību savu mērķu sasniegšanā. Galu galā TPS ideologam Taiiči Ono 50.–60. gados bija grūti - šķietami neefektīvo paņēmienu un Toyota rūpnīcu zemās produktivitātes dēļ sistēma tika saukta par “pretīgo Ono sistēmu”. Ar savu neatlaidību Toyota ir pierādījusi pasaulei, ka TPS (pazīstama arī kā Just-In-Time vai Lean vai Lean Manufacturing), ja to pastāvīgi izmanto, var sasniegt fenomenālus rezultātus!
Un tā, mūsu uzņēmumā ieradās jauns direktors, kurš pastāvīgi pieminēja ierobežojumu teoriju (TOC) un ieteica mums izlasīt Goldrata grāmatas "Mērķis" un "Mērķis-2". Autors parādīja, kā teorija ļauj sasniegt izcilus rezultātus un daudz ātrāk, nekā iesaka TPS. Bet man nepavisam nebija skaidrs, cik TOC ir saskaņota ar TPS? Vai, gluži pretēji, vai šie divi viens otru izslēdzoši ceļi ražošanas vadībā? Galu galā pat Japānā TPS izmanto tikai 20% uzņēmumu, neskatoties uz Toyota vēlmi dalīties zināšanās pat ar saviem konkurentiem. Galu galā atbildi sniedza TOC veidotājs - TPS un TOC ir balstīti uz vienu un to pašu koncepciju, taču tie var pilnībā darboties dažādās ražošanas vidēs. Turklāt ir iespējama veiksmīga šo pieeju kombinācija.
Kuram būs interese par rakstu
Projektu vadītājiem, biznesa analītiķiem un ikvienam, kas interesējas par ražošanas darba organizēšanu.
Efektīvas ražošanas vadības piemēri (ļoti īsi)
| Efektīvas ražošanas koncepcijas | |
| Plūsmas uzlabošana | |
| Pārprodukcijas aizsardzības mehānisms | |
| Atceliet vietējos veiktspējas rādītājus | |
| Efektīvs plūsmas balansēšanas mehānisms | |
| Telpas aplikāciju risinājumiem | |
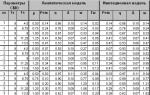
| TPS | TOC |
| Ražošanas vides stabilitāte | Nestabilitāte ražošanu vidi |
| Stabils pieprasījums pēc ierobežota diapazona | Sortiments ar mainīgu pieprasījumu |
| Stabila tehnikas iekraušana ar pasūtījumiem | Apstrāde ir 10% no ražošanā pavadītā laika |
Tika izstrādāta pati efektīvas ražošanas organizēšanas koncepcija Henrijs Fords 20. gadsimta sākumā. Koncepcijas būtība bija organizēt nepārtrauktu ražošanas plūsmu un novērst ierobežojumus visā montāžas ceļā, kas negatīvi ietekmētu automašīnas izveides laiku. Ford ieviesa plūsmas balansēšanas mehānismu – ierobežojot zonas starp zonām nepabeigtu darbu uzglabāšanai. Šis solis ļāva novērot, lai ātri identificētu detaļu pārprodukciju un plūsmas problēmas. Lai pārvietotu automašīnu no montāžas sākuma līdz rūpnīcas izvešanai, viņi izmantoja konveijera lente (kuru, izrādās, neizgudroja Fords - ideja par konveijera izmantošanu kautuvēs piedāvāja adoptēt Ford ražošanas direktors). Interesantākais ir tas, ka sākotnēji konveijers bija mehānisks un strādnieki manuāli pārvietoja automašīnas no sekcijas uz sekciju. Laika gaitā konveijers tika veikts mehanizēts un savienotas visas sekcijas. Sadalot montāžas posmus 84 operācijās, no 5 tūkstošiem detaļu sastāvošas automašīnas montāžas laiku izdevās samazināt no 14 stundām līdz 1,5 stundām. Un plūsmas kontroles mehānisms ļāva sasniegt fantastisku (joprojām nepārspējamu automašīnu masveida ražošanā) ātrumu - 81 stundu pēc rūdas ieguves automašīna bija gatava nosūtīšanai pircējam. Efektīvas plūsmas kontroles un zemāku ekspluatācijas izmaksu rezultātā Ford T cena trīs gadu laikā nokritās no 950 USD līdz 360 USD.
Toyota sāka ražot automašīnas 20. gadsimta vidū. Taiči Ono rūpīgi pētīja Henrija Forda veiksmīgo pieredzi. Pēc tam, kad Ono uzzināja par ideju par lielveikalu darbību Amerikā, tika pieņemts lēmums, kā Toyota organizēt automašīnu ražošanu. Atšķirība starp Ford ražošanas vidi un Toyota bija tāda, ka Ford sērijveidā ražoja vienu automašīnas modeli, bet Toyota ražoja vairākus modeļus vienlaikus nelielos daudzumos.Lai kontrolētu plūsmu, Ford ideja ierobežot atstarpi starp sekcijām bija jāatsakās un pārcēlās uz ideju ierobežot detaļu skaitu starp sekcijām. Rezultātā starp abām ražošanas zonām tika izvietoti konteineri ar detaļām katram auto modelim. Praktisks mehānisms saražotā daudzuma ierobežošanai bija Kanban (japāņu valodā Kanban tulko kā Kart). Kad tvertnē esošās detaļas beidzās, kanbans ar tukšo konteineru tika pārcelts uz iepriekšējo sadaļu, kas nozīmēja nepieciešamību ražot vēl vienu detaļu partiju. Un tāpat kā Ford, Taiichi Ohno ieviesa montāžas līniju, kas tajos laikos bija vienkārši neiedomājama mazo sēriju ražošanai. Vairāk nekā 50 darbības gadu laikā TPS ir kļuvusi par fantastisku Toyota konkurences priekšrocību. Automašīnu zemās izmaksas, augstais Toyota rentabilitātes līmenis kopā ar izcilu kvalitāti neļauj citiem autoražotājiem dzīvot mierā 30 gadus.
Ierobežojumu teorija (T ierobežojumu teorija — TOC vai vēl 1 nosaukums BBK — bungas-buferis-virve) tika izstrādāts Elijahu Goldrets produkciju ar nenozīmīgu apstrādes laiku (mazāk par 10%), salīdzinot ar pašreizējo ražošanas cikla laiku. TOC lieliski darbojas arī ražošanā ar jebkādu saražoto produktu skaitu. Kāpēc daudziem ražotājiem nav izdevies ieviest Toyota ražošanas sistēmu? Ir labi jāsaprot, ka Taiichi Ohno izstrādāja praktisku mehānismu ražošanas organizēšanai tieši Toyota vajadzībām, pamatojoties uz Ford efektīvas ražošanas koncepcijām. Toyota raksturo neliela automašīnu sortimenta ražošana, modeļu klāsts mainās ne biežāk kā reizi gadā, un pasūtījumu saņemšana no klientiem tiek sabalansēta tā, lai nenokavētu noteiktos to izpildes termiņus. Tomēr lielākā daļa uzņēmumu darbojas citā ražošanas vidē: plašs sortiments, kas mainās biežāk nekā reizi gadā un ko pavada nestabila pasūtījumu piegāde no klientiem. Tā rezultātā Toyota Kanban mehānisma izmantošana pārprodukcijas ierobežošanai kļūst neiespējama. Galu galā, ņemot vērā plašu produktu klāstu, starp divām zonām nebūs iespējams glabāt konteinerus ar detaļām katram produkta veidam. Pamatojoties uz norādīto ražošanas vides raksturu, Goldratt ierosina atteikties no pārprodukcijas ierobežošanas apgabalā, piemēram, Ford, un kvantitātē, piemēram, Toyota, un izmantot mehānismu ražošanas uzsākšanas laika ierobežošanai. Plūsmas pārvaldība jāorganizē pēc prioritātes, piemēram, izceļot daļas, kuru ražošanā ir mazāk par 30% zaļā krāsā, vairāk nekā 70% dzeltenā un pārējās sarkanā krāsā. Un sakārtojiet detaļu apstrādes secību stingri saskaņā ar sarkanām-dzeltenām-zaļām krāsām.
Secinājums
Patiesībā tas arī viss. Mērķis bija ieviest šādu negaidītu atklājumu. Lai gan efektīvas ražošanas jēdzieni ir vienādi, praktiskie risinājumi ir balstīti uz konkrētas ražošanas vides apstākļiem. Tāpēc, pirms sākat pielietot praktiskas pieejas savā ražošanā, jums ir skaidri jāsaprot, kādai ražošanas videi tika izstrādāts konkrētais risinājums.
Visu informāciju par šo tēmu var atrast informācijas avotos, kas norādīti raksta beigās.