Drept și lege
1. Sistem de producție Toyota - TPS
se concentrează pe eliminarea completă a pierderilor și se bazează pe două principii:
principiul „just in time”, când pe linia de producție piesele necesare asamblarii apar exact la momentul potrivit și în cantitățile strict cerute, folosind instrumente de transmitere a informațiilor „kanban”;
principiul autonomiei (automatizare cu un element de inteligență).
Pentru a minimiza stocul de produse finite, sistemul de producție Toyota se concentrează în primul rând pe producția bazată pe comandă. De aceea se folosește un sistem „pull”, în care procesele ulterioare se îndreaptă către cele anterioare pentru a prelua produsele necesare.
Planul de producție, care identifică modelele de mașini necesare, cantitatea acestora și timpul de producție, este trimis la linia finală de asamblare. Metoda de transfer de material este apoi inversată. Pentru a obține componente pentru asamblarea finală, linia de asamblare finală contactează linia de asamblare a componentelor, indicând numele și numărul de componente strict cerute și datele de livrare ale acestora. În acest mod invers, procesul de producție trece de la etapa de produs finit la departamentul de procurare a materiei prime. Fiecare verigă din lanțul de proces JIT este conectată și sincronizată cu celelalte.
Prin aplicarea acestui sistem, AvtoVAZ își va îmbunătăți semnificativ productivitatea și performanța economică.
Esența lean manufacturing este eliminarea activităților care necesită timp, dar care nu creează valoare, precum și crearea condițiilor în care activitățile (procesele) rămase care creează valoare sunt construite într-un flux continuu tras de consumator.
Metodele moderne de management „occidental” sunt adesea criticate, ceea ce în majoritatea cazurilor este rezultatul încercărilor de a aplica metode fără cunoașterea condițiilor necesare funcționării lor, ceea ce nu oferă oportunitatea atât pentru alegerea corectă, cât și pentru adaptarea corectă la condițiile specifice. Acest lucru se întâmplă nu numai în Rusia.
Principalele caracteristici ale Lean Production.
.Compania este ca o mare familie. Ar trebui să începeți cu construirea unui sistem de relații la Toyota, care a devenit un factor cheie în succesul implementării ideilor lui Ono.
Să ne uităm la un exemplu:
Toyota trebuia să-și concedieze un sfert dintre lucrătorii săi, sindicatele s-au împotrivit în mod categoric și apoi a apărut un acord care a stat la baza relațiilor angajat-angajator în multe firme japoneze și ia făcut pe lucrători în multe privințe membri cu drepturi depline ai companiei, care, în esență, a devenit o familie mare:
Toyota concediază un sfert din muncitori
Angajații rămași primesc o garanție de angajare pe viață cu dreptul de a folosi toate beneficiile: locuințe, case de vacanță,...
Remunerarea pentru muncă devine constantă, crește odată cu vechimea în muncă și la aceasta se adaugă bonusuri din profit.
Compania poate spera că majoritatea angajaților vor rămâne la ea pe toată durata operațiunii.
Angajații sunt de acord să îndeplinească diverse locuri de muncă solicitate de companie și să contribuie la interesele companiei prin inițierea de îmbunătățiri.
Salariul angajatului a devenit parte a costurilor fixe și crește în timp. Prin urmare, a fost necesar să se valorifice la maximum capacitățile lor. Adică, era profitabil să organizăm producția în așa fel încât să se folosească la maximum experiența din ce în ce mai mare a muncitorilor. De asemenea, era logic să investești în formare, astfel încât noi cunoștințe și abilități să rămână în cadrul companiei.
* Desigur, în Rusia sistemul de angajare pe viață nu este aplicabil, dar ideea generală merită să fie luată ca bază de către AvtoVAZ, deoarece s-au obținut rezultate pozitive foarte specifice.
Drept urmare, compania a primit angajați care erau destul de interesați de succesul companiei (adică problema motivației a fost practic rezolvată) cu un sentiment de securitate, gata să caute proactiv oportunități de îmbunătățire a rezultatelor muncii.
Calitatea procesului de lucru și calitatea produselor au devenit importante pentru fiecare angajat în fiecare etapă a muncii.
Compania a devenit interesată de extinderea gamei de cunoștințe și abilități profesionale ale angajaților săi.
A devenit profitabil pentru companie să investească bani în formarea angajaților.
A apărut o oportunitate de a transfera o parte din responsabilitate (drepturi și obligații) la niveluri inferioare.
Una dintre principalele diferențe: Spre deosebire de primele companii, în compania Toyota responsabilitatea (drepturile și obligațiile) pentru rezultatele muncii se extinde mult în jos pe verticala ierarhică. Și asta, pe de o parte, face munca mai intensă, iar pe de altă parte, stimulează atât dezvoltarea angajatului, cât și simțul implicării acestuia în cauza comună.
O altă diferență importantă, care a apărut ca urmare a formării echipelor și extinderii funcțiilor acestora, este următoarea.
Cei mai buni jucători de echipă sunt cei care avansează prin rânduri, nu specialiștii excepționali într-un domeniu îngust.
O altă caracteristică importantă a companiilor în general care au luat calea Lean Production. Atitudinile față de o carieră într-o astfel de companie trebuie să se schimbe. Principalele motive:
Salariul depinde în principal de vechimea în muncă.
Un membru al echipei îndeplinește din ce în ce mai multe funcții, devine mai calificat și mai important pentru echipă.
Numărul personalului de conducere este în scădere, iar unele dintre funcțiile specialiștilor sunt preluate de lucrători de nivel inferior.
Un angajat este asociat cu compania aproape pe viață.
In astfel de conditii este necesar si posibil un angajat care sa fie interesat nu de cresterea verticala, ci de cresterea impreuna cu echipa, de imbunatatirea competentelor de a efectua o munca din ce in ce mai complexa. Compania trebuie să ofere angajatului oportunitatea de a-și realiza potențialul.
Odată cu introducerea Lean Production, AvtoVAZ va câștiga un avantaj față de alte fabrici în următoarele puncte:
Introducerea unei opriri obligatorii de linie dacă defectul nu este corectat.
Echipa însăși distribuie munca în cadrul etapei alocate.
Lucrătorii pregătesc ei înșiși uneltele și echipamentele și sunt responsabili pentru pregătirea locului de muncă (curațenie, ordine, disponibilitatea a ceea ce este necesar și absența lucrurilor inutile). Adică, nevoia de lucrători auxiliari și ajustatori este eliminată.
Dacă apar probleme, echipa ar trebui să încerce să găsească în mod independent sursa, cauza problemei și să o elimine.
O echipă cu calificări și experiență suficiente trebuie să fie pe deplin responsabilă de calitatea produselor care părăsesc aria sa de responsabilitate.
Astfel, statutul și rolul lucrătorilor de la bază vor fi ridicate semnificativ. Atât gama de responsabilități, cât și gama de drepturi au fost extinse. Aceste. Problema transferului de competențe a fost rezolvată.
În acest sens, putem trece direct la al 2-lea principiu: procesul sub forma unui flux continuu ajută la identificarea problemelor.
2. Principiul 2: Procesul de flux continuu ajută la identificarea problemelor
Care se bazează pe următoarele postulate:
Reproiectează-ți procesul pentru a crea un flux continuu care adaugă efectiv valoare. Minimizați timpul în care munca neterminată sta inactiv.
Creați un flux de produse sau informații și stabiliți conexiuni între procese și oameni, astfel încât orice problemă să fie identificată imediat.
Acest flux trebuie să devină parte a culturii organizaționale, pe înțelesul tuturor. Aceasta este cheia îmbunătățirii și dezvoltării continue a oamenilor.
Pe baza avantajelor de mai sus ale Lean Production, se poate spune că procesul de producție continuă se va îmbunătăți pe măsură ce lucrătorii se îmbunătățesc și munca lor este organizată.
Trebuie remarcat faptul că, inițial, dezvoltarea, proiectarea și tehnologia de fabricație a unei mașini în producție de masă a fost distribuită printre specialiști înalt specializați, care de obicei aveau puține legături între ei și lucrau în diferite companii. Ca urmare, au apărut probleme în configurarea, coordonarea reciprocă a pieselor, tehnologii, termene limită și calitate. Acesta nu a fost un singur proces, ci multe lucrări separate, puțin coordonate între ele și chiar concurente, care au creat bariere în diseminarea unor soluții mai bune și pur și simplu o mai bună înțelegere a problemelor.
Procesul de conectare a început cu unificarea furnizorilor într-un singur mecanism, ceea ce a permis ideea de a continua și de a combina dezvoltarea și proiectarea de noi produse și proiectarea tehnologiei într-un singur proces, începând cu proiectarea și terminând cu tehnologia de fabricație a produsului finit. . Procedând astfel, a devenit posibil să se țină cont atât de posibilități, cât și de limitările existente încă de la început. Iar procesul în sine este lansat de marketing, adică de nevoile cumpărătorului final.
Toyota a început să formeze echipe formate dintr-o gamă completă de specialiști necesari îndeplinirii acestei sarcini complexe. Nivelul lor de pregătire și experiență trebuia să fie ridicat, deoarece costul unei erori a crescut semnificativ, sarcina psihologică a crescut, dar au primit și oportunitatea de la bun început să înțeleagă clar esența sarcinilor și posibilitatea coerenței inițiale cu munca celorlalți membri ai echipei. Lipsa concurenței interne a permis discutarea liberă și schimbul celor mai bune soluții. Membrii echipei pot proveni de la diferiți furnizori din lanț, dar toți au lucrat strâns împreună.
În prezent, această idee, după părerea mea, a atins stadiul de vârf. Cu alte cuvinte, cred că dezvoltarea în continuare a producției continue nu va duce la nicio schimbare globală, dar AvtoVAZ trebuie să învețe din greșelile Toyota, să studieze atât aspectele pozitive, cât și cele negative ale producției pentru a rezolva blocajele și a lua măsuri pentru a repara. le, îmbunătățirea sau înlocuirea lor completă cu altele. Acest lucru se aplică în special tehnologiei și echipamentelor care sunt utilizate în procesul de producție, deoarece, după cum știți, apar noi tehnologii cu ajutorul cărora puteți crește productivitatea, minimiza costul timpului și al energiei,
În acest sens, putem trece la un alt principiu.
toyota stoc lean manufacturing
3. Principiul 8: Utilizați numai tehnologie de încredere și dovedită
Tehnologia este concepută pentru a ajuta oamenii, nu pentru a-i înlocui. Adesea, merită să faceți mai întâi procesul manual înainte de a introduce hardware suplimentar.
Noile tehnologii sunt adesea nesigure și greu de standardizat, punând în pericol fluxul. În loc să folosiți tehnologie netestată, este mai bine să folosiți un proces cunoscut și dovedit.
Înainte de a introduce noi tehnologii și echipamente, testarea ar trebui să fie efectuată în condiții reale.
Respingeți sau schimbați tehnologia care intră în conflict cu cultura dvs. și poate submina stabilitatea, fiabilitatea sau predictibilitatea.
Totuși, încurajați-vă oamenii să țină cont de noile tehnologii atunci când vine vorba de a găsi noi modalități. Implementați rapid tehnologii dovedite care au fost testate pentru a îmbunătăți fluxul.
Adăugați valoare organizației prin dezvoltarea angajaților și partenerilor dumneavoastră. AvtoVAZ trebuie să își concentreze producția pe introducerea de noi tehnologii și echipamente. Consider că tehnologia pe care Toyota o folosește este foarte competentă și atentă, iar producția noastră autohtonă de automobile trebuie să utilizeze aceleași metode ca și Toyota, care utilizează: 1) metoda de nivelare a producției în volum, cunoscută sub numele de „ajustare fină” a producției folosind „Kanban” este cea mai importantă condiție pentru minimizarea pierderii de timp a lucrătorilor și a timpului de nefuncționare a echipamentului.
Pentru a evita variațiile mari ale cantității de piese necesare în toate etapele de producție, precum și cele obținute de la furnizori externi, este necesar să se minimizeze fluctuațiile producției pe linia de asamblare finală. Prin urmare, de pe linia de asamblare trebuie să iasă cantități minime din fiecare model de mașină, realizând idealul de producție și livrare a piesei. Cu alte cuvinte, diferite tipuri de mașini vor fi asamblate unul după altul în funcție de volumul zilnic de producție al fiecărui tip. Linia de asamblare va primi și piesele necesare în loturi mici din secțiunile anterioare.
Cea mai dificilă problemă în asigurarea unei producții fără probleme este configurarea și reechiparea echipamentelor pentru a reduce timpul de producție.
) Pentru funcționarea fără probleme a sistemului just-in-time, 100% din produsele fără defecte trebuie să fie livrate în zonele de producție ulterioare, iar acest flux trebuie să fie continuu. Trebuie introdus controlul automat al calității.
În general, aplicarea principiilor și instrumentelor de producție lean va permite AvtoVAZ să realizeze o creștere semnificativă a eficienței activităților de bază ale întreprinderii: reducerea timpului de proiectare, fabricare și livrare de produse noi pe piață; creșterea productivității muncii, creșterea cifrei de afaceri a resurselor, reducerea nivelului de lucru în curs și a stocurilor, reducerea spațiului de producție și a costurilor de transport/depozitare; îmbunătățirea calității produselor și creșterea competitivității fără investiții de capital semnificative. Pe lângă avantajele de mai sus, organizarea matrice-modulară a procesului tehnologic presupune alocarea în structura TPS a centrelor de lucru complete din punct de vedere funcțional (sau subiectiv) logic și structural, care sunt celule închise pentru prelucrarea în grup a pieselor și a complexelor robotizate. (în terminologia ingineriei sistemelor - actuatoare / unități de control), care funcționează ca module autonome cu propriile programe de control și oferă posibilitatea de a procesa complet piesele într-o singură instalație.
Schimbarea rapidă a echipamentului este principiul TPS, care va reduce orele de înlocuire a matriței la doar câteva minute.
) Sistemul SMED vă va permite să răspundeți rapid la schimbările cererii consumatorilor, să reduceți timpul ciclului de producție prin trecerea la loturi mici de producție și să eliminați supraproducția.
Sunt discutate cele 8 metode principale ale sistemului SMED utilizate pentru a reduce timpul de schimbare pentru fiecare dintre aceste funcții:
Metoda 1 - separarea operațiunilor de reglare internă și externă. Este necesar să se definească clar ce operațiuni de configurare trebuie efectuate în timp ce mașina este oprită (configurare internă sau IED) și care pot fi efectuate în timp ce mașina funcționează (configurare externă sau OED).
Metoda 2 - transformarea acțiunilor interne în acțiuni externe.
Metoda 3 - standardizați funcția, nu forma. Standardizarea formelor și dimensiunilor matrițelor poate reduce semnificativ timpul de instalare. Cu toate acestea, standardizarea formularului necesită costuri semnificative. Pe de altă parte, standardizarea unei funcții necesită doar uniformitatea pieselor necesare pentru operațiunile de configurare.
Metoda 4 - utilizarea clemelor funcționale sau îndepărtarea completă a elementelor de fixare.
Metoda 5 - utilizarea dispozitivelor suplimentare. Unele dintre întârzierile asociate cu ajustările interne pot fi eliminate prin utilizarea dispozitivelor standard. Când o piesă de prelucrat fixată într-un dispozitiv de fixare este prelucrată, următoarea piesă de prelucrat este instalată în al doilea dispozitiv de fixare. Când prelucrarea primei piese de prelucrat este finalizată, al doilea dispozitiv de fixare este ușor de plasat pe mașină pentru prelucrare.
Metoda 6 - utilizarea operațiilor paralele.
Metoda 7 - eliminarea ajustărilor. De obicei, ajustările și testele ocupă 50-70% din timpul de configurare internă. Eliminarea lor oferă economii uimitoare de timp.
Metoda 8 - mecanizare. În timp ce înlocuirea frezelor mici, a dispozitivelor de fixare, a matrițelor și a dispozitivelor de fixare nu este o problemă, mecanizarea este adesea esențială pentru utilizarea eficientă a matrițelor mari, matrițelor de turnare și matrițelor. Mecanizarea ar trebui luată în considerare atunci când s-au făcut toate eforturile pentru a îmbunătăți procesul de schimbare în modurile descrise mai sus.
De-a lungul anilor, dintre câteva sute de îmbunătățiri SMED, cele mai eficiente pentru AvtoVAZ vor fi în:
separare clară a ajustării interne și externe;
posibilitatea de a converti complet reglarea internă în reglarea externă;
eliminarea ajustărilor;
fixare fara suruburi.
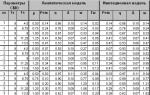
Aceste metode pot reduce timpul de instalare de aproximativ 20 de ori timpul inițial.
) Autonomizare - Autonomizare - Pre-automatizare - Automatizare cu un element de inteligență sau ținând cont de factorul uman
oprirea automată a unui proces de producție anormal (de exemplu, oprirea unei linii de producție sau a unei mașini) pentru a preveni producerea de produse defecte sau supraproducția înseamnă instalarea de dispozitive pe linie care ar putea preveni producția în masă sau defectarea echipamentelor.
Cuvântul „autonomizare” („jidoka”) trebuie înțeles ca organizarea și controlul autonom al încălcărilor procesului de prelucrare. La fabricile Toyota, aproape toate mașinile sunt echipate cu opriri automate, ceea ce face posibilă prevenirea defectelor în producția de masă și oprirea echipamentului în cazul unei defecțiuni. Așa-numita „protecție împotriva manipulării neglijente sau inepte” este un astfel de dispozitiv care previne defectele de funcționare. Dacă există vreo abatere de la normă pe linie, lucrătorul oprește întreaga linie apăsând un buton. Tabloul de bord expres din sistemul Toyota joacă un rol important de control vizual. Dacă un lucrător are nevoie de ajutor pentru a elimina o întârziere la lucru, el aprinde lumina galbenă de pe afișaj. Dacă trebuie să oprească linia pentru a remedia o problemă, aprinde semaforul roșu. În consecință, un operator poate opera mai multe mașini. Dacă mașinile sunt reparate fără a informa managerii, atunci îmbunătățirile nu vor fi realizate și costurile nu vor scădea. Oprirea aparatului atunci când apar probleme asigură că toată lumea este conștientă de problemă. Îmbunătățirile pot fi făcute numai atunci când există o înțelegere clară a problemei. Pentru orice mașină, distincția dintre funcționarea normală și cea anormală trebuie să fie clară, iar măsurile de prevenire a defecțiunilor repetate trebuie să fie necondiționate. Într-un sistem autonom, „ghidarea vizuală” sau „dirijarea semnalului” ajută la identificarea deficiențelor de producție.
În general, automatizarea este un mecanism care va permite fabricii AvtoVAZ să detecteze în mod autonom abaterile în procesul de producție.
Acesta este unul dintre principiile de bază ale Toyota Production System - TPS. Sursa conceptului a fost războaiele autopropulsate Toyota Sakiti. Invenția sa a fost echipată cu un dispozitiv care oprește automat mașina de îndată ce firul se rupea sau se termina. Cu alte cuvinte, mașina a fost capabilă să răspundă la situații de urgență.
) Andon este un dispozitiv de monitorizare vizuală a zonei de producție, care va avertiza lucrătorii despre defecțiuni, defecțiuni ale echipamentelor sau alte probleme folosind semnale luminoase, sonore și similare. Sistemul TPS va deveni un instrument important în sistemul de producție AvtoVAZ.
Acesta este un indicator al performanței liniei de producție, plasat sus deasupra liniei și oferă un instrument de control vizual. Lămpile de avertizare funcționează după cum urmează. În timpul funcționării normale, ledul verde este aprins. Când un muncitor trebuie să ajusteze ceva pe linie și să cheme ajutor, el aprinde semaforul galben. Dacă este necesară oprirea liniei pentru a elimina o eroare, se aprinde un semnal roșu. Lucrătorii nu ar trebui să se teamă să oprească linia de producție pentru a restabili complet procesul la normal.
Baka-yoke - Baka-yoke - Rezistență la proști - Protecție împotriva proștilor.
Pentru a elimina complet defectele, uneltele și echipamentele trebuie modernizate prin dotarea lor cu baka-eke - dispozitive de prevenire a defectelor. Care va deveni, de asemenea, un instrument important al sistemului de producție AvtoVAZ.
Iată câteva exemple dintre ele:
Dacă există o eroare în fluxul de lucru, piesa nu se va potrivi în instrument.
Dacă se detectează un defect la o piesă, mașina nu pornește.
Dacă există o eroare în fluxul de lucru, mașina nu va începe procesarea piesei.
Dacă apar erori în fluxul de lucru sau dacă una dintre operații este ratată, corecțiile sunt făcute automat și procesarea continuă.
Prezența încălcărilor în etapele anterioare este verificată în etapele ulterioare pentru a preveni defectele.
Dacă omiteți o operație, următoarea etapă nu va începe.
) Control vizual - Management prin semnale - Control vizual - Management prin vedere
Vorbim de vizualizare, vizibilitate a metodelor de control prin plăci, ecrane, carduri, semnale pe linii, mașini și echipamente adecvate.
Concluzie
Industria auto este unul dintre cele mai mari sectoare ale economiei naționale și, prin urmare, dând o descriere generală a nivelului producției de automobile, se poate observa că din punct de vedere al parametrilor de bază (gradul de automatizare, ratele de utilizare a capacității și schimbarea echipamentelor etc. .) ocupă o poziţie de lider printre alte ramuri ale ingineriei mecanice. Deși, în comparație cu industria auto străină, suntem foarte în urmă în multe privințe.
Mașinile japoneze au fost întotdeauna renumite pentru calitatea incredibilă a pieselor, a ansamblului, a echipamentelor bogate și a caracteristicilor tehnice. Nu degeaba producătorii de automobile din „țara soarelui răsare” își instalează fabricile în Europa și America, care nu sunt separate de producători de automobile - chiar și în aceste regiuni există o cerere stabilă pentru Toyota și multe alte mărci de mașini japoneze.
Industria auto rusă ar trebui să învețe multe din experiența Japoniei, și anume o orientare pe termen lung, respingerea specializării înguste, dezvoltarea universală a angajatului și angajarea stabilă asociată cu o astfel de dezvoltare, rotația personalului în cadrul companiei, învățarea la locul de muncă , se îndreaptă spre obiectivul stabilit, este necesar să se folosească experiența dovedită în tehnologia de producție, să se introducă noi capacități și, în general, să se actualizeze întregul sistem de producție etc. Toate acestea sunt necesare pentru fiecare companie care vrea nu numai să reușească, ci cel puțin să existe.
Referințe
1)Jeffrey K. Liker. "DAO Toyota 14 principii de management al companiei lider la nivel mondial." cartea 5.
2)#"justify">3) #"justifica">) http://www.cfin.ru/management/manufact/manufacturing_sys-02.shtml
Îndrumare
Ai nevoie de ajutor pentru a studia un subiect?
Specialiștii noștri vă vor consilia sau vă vor oferi servicii de îndrumare pe teme care vă interesează.
Trimiteți cererea dvs indicând subiectul chiar acum pentru a afla despre posibilitatea de a obține o consultație.
Unul dintre criteriile pentru succesul unei organizații este utilizarea unui concept de management adecvat. Astăzi, modelul de management rus este extrem de ineficient, motivele pentru care sunt: management ineficient, planificare irațională, control slab al calității produselor și absența unei filozofii specifice în producție.
Apare întrebarea: care ar trebui să fie conceptul de management eficient în Rusia? Teoriile clasice de management se dovedesc a fi ineficiente în practică, în plus, ele intră în conflict cu mentalitatea rusă și ideea de a organiza procesul de muncă. Este necesară o abordare complet nouă a managementului producției. Autorul este convins că componentele modelului de management necesar trebuie căutate în Japonia.
Relevanța cercetării pe o anumită temă poate fi cu greu supraestimată, deoarece este determinată de o serie de motive, inclusiv nevoia de a introduce noi concepte de management în sistemul de management al companiilor rusești, nevoia tot mai mare de modernizare și raționalizare a producției interne bazate pe privind schimbările în modelul de management al personalului și utilizarea unor abordări inovatoare în domeniul controlului calității produselor.
Noutatea științifică a studiului constă în unicitatea analizei conceptelor de management ale Toyota, în urma căreia au fost identificate reperele pentru crearea unui nou model de management rusesc.
Problema cercetării este că, cu multe teorii clasice de management, nu a fost încă identificat un concept care să ajute la rezolvarea problemelor ridicate legate de eficiența funcționării modelelor de management în Rusia.
Obiectul acestui studiu este conceptul de management în companiile japoneze. Subiectul studiului îl reprezintă abordările de management al producției ale producătorului de automobile japonez Toyota Motor Corporation. Baza metodologică a studiului o constituie conceptele de management al producției și controlul calității sistemului TPS: „Kaizen”, „Kanban”, „Chaku-chaku”, „Just-in-time”, „Genchi Genbutsu”; și cercetările lui Geert Hofstede în sociologie.
Scopul principal al studiului este de a studia modelul de management Toyota, precum și de a găsi modalități de introducere a conceptelor utilizate în structura de management a companiilor rusești. Obiectivul principal al studiului este de a formula un concept de management de lucru pentru mediul de afaceri rus, bazat pe sistemul de management Toyota Production System.
În cadrul studiului au fost identificate următoarele ipoteze care necesită verificare pe baza analizei temei identificate: în Rusia este imposibil să se aplice concepte de management japoneze din cauza diferențierii caracteristicilor culturale ale societății; este posibil să se utilizeze elemente individuale ale sistemului de producție lean ca bază pentru un nou model de management intern.
Rezultatul studiului este un concept de management format pentru utilizare în Rusia, precum și succesiunea implementării în procesul de producție. Concluzia studiului este confirmarea posibilității de a introduce și opera elemente TPS în Rusia.
Principiile de bază ale teoriei producției slabe
Vorbind despre sistemul de producție Toyota, trebuie menționat că se bazează pe conceptul de lean manufacturing(producție slabă). Dezvoltat de Taiichi Ohno, sistemul lean a fost conceput pentru a optimiza producția și a îmbunătăți calitatea produsului prin eliminarea tuturor tipurilor de deșeuri. Dar ce se înțelege prin cuvântul „pierdere” (jap. muda)? Teoreticienii Toyota identifică șapte tipuri de deșeuri: supraproducție, timp pierdut, transport inutil, procesare excesivă, materii prime în exces, mișcări inutile și defecte.
Jeffrey Liker a remarcat că nu este suficient să optimizați procesul de producție, trebuie să creați o anumită filozofie la întreprindere, care ar deveni un vector de ghidare pentru angajați și ar încuraja îmbunătățirea continuă a abilităților de muncă. În sistemul de producție Toyota, o filozofie similară a fost construită pe baza nivelării fluxului general de producție prin crearea unei viziuni bazate pe valoare asupra producției în rândul angajaților. Această abordare a economisit timp prețios: nu a fost nevoie să se aprofundeze explicațiile individuale pentru fiecare angajat despre responsabilitate și necesitatea de a lucra „conștiințios”. S-a format o idee unificată a ciclului de producție.
Implementarea cu succes a filozofiei în producție va contribui la implementarea uneia dintre cele mai importante componente ale sistemului lean manufacturing - dorința de îmbunătățire continuă. Master of Science in Mechanical Engineering de la Universitatea Texas din Austin, Kevalkumar Vyas, a remarcat in raportul sau ca succesul consta in cat de mult se poate implementa o anumita metodologie in productie, care ar permite conceptul de abordare pas cu pas a fi urmarit. Primul pas în crearea unui flux de producție fără întreruperi este crearea unui proces consecvent care se concentrează pe satisfacerea nevoilor clienților. Ciclul complet de îmbunătățire continuă a producției la Toyota poate fi reprezentat sub forma unei diagrame (Fig. 1)
Fig. 1 Ciclul de îmbunătățire continuă Toyota
Sunt identificate următoarele principii fundamentale care fac posibilă implementarea conceptului de producție lean într-o întreprindere: sistemul „just-in-time”, sistemul „kanban” și principiul „Genchi Genbutsu”. Suntem înclinați să credem că aceste baze ale sistemului de producție Toyota pot fi folosite cu succes ca bază pentru un viitor concept de management pentru mediul de afaceri rus.
Utilizarea unui sistem just-in-time elimină ceea ce Taiichi Ohno consideră că este cea mai importantă dintre cele șapte deșeuri – supraproducția – prin calibrarea precisă a sistemului pentru livrarea elementelor de producție necesare direct la punctul de utilizare.
Utilizarea sistemului „kanban” face posibilă realizarea cu succes a implementării conceptului „just-in-time”, și anume, crearea unui sistem informațional unificat pentru urmărirea și reglarea cantității de producție în producție în timp real.
Principiul „Genchi Genbutsu” prevede că, pentru a rezolva o problemă în producție, este necesar, în primul rând, să participați direct la procesul de producție și, în al doilea rând, să pornim de la „originile” problemei și să tragem concluzii bazate pe fapte, și nu pe speculații sau opinii.
Nu vorbim despre sistemul de producție lean ca un set de principii și concepte care vizează reglementarea elementelor individuale ale producției. Principiile de bază vor optimiza producția, dar este important ca fiecare angajat să înțeleagă semnificația contribuției sale la procesul de producție. Necesar o anumită filozofie producție. Implementarea sa este o prioritate pentru liderii corporativi. Pentru a face acest lucru, va trebui să împrumutăm elementele enumerate, care, în opinia noastră, lipsesc în sistemul de management al producției interne.
Potrivit site-ului oficial al companiei, Toyota Motor Corporation a operat la 52 de filiale străine de producție la sfârșitul lunii decembrie 2012. în 27 de țări. Adesea, noi înșine creăm bariere în capul nostru, respingând cele mai importante principii de management care ne sunt prezentate de teoreticienii străini care studiază managementul ca știință. „Devastarea nu este la intrare, ci în minți”, și este abordarea introducerii de noi concepte de management în structura rigidă a companiilor rusești care trebuie schimbată, ținând cont de impactul pe termen lung al noilor principii. asupra personalului. Vom încerca să eficientizăm toate principiile necesare, în opinia noastră, ale producției slabe și să creăm un model de management al întreprinderii, ținând cont de particularitățile mentalității poporului rus.
Lucruri de luat în considerare
Ne propunem să creăm un concept de management care funcționează eficient, ținând cont de particularitățile mentalității ruse. S-a stabilit că cea mai importantă componentă a noului model de management ar fi prezența unei filozofii de producție specifice. Dar cum să creezi o filozofie și să o implementezi cu succes în producție dacă, din cauza unor factori istorici, s-au format opinii specifice asupra celor mai importante aspecte ale activității de muncă în Rusia? Este necesar să se analizeze evenimente individuale din istoria Rusiei care au influențat formarea mentalității poporului rus.
Rușii au o atitudine deosebită față de muncă. Iobăgie a avut un impact semnificativ asupra conceptului de percepție a muncitorului despre cine lucra el: el însuși sau proprietarul terenului. Viața unui țăran ar putea fi împărțită în două părți: lucrul pentru proprietar și munca pentru el însuși. Țăranul știa bine că, dacă își concentra toate eforturile pentru a lucra pentru moșier, nu va putea lucra bine pentru el însuși. Din această cauză, în mintea rușilor a prins rădăcini separarea conceptelor „a lucra pentru tine” și „a lucra pentru altcineva”. Argumentele de mai sus ne permit să formulăm o concluzie cu privire la calitatea muncii angajaților unei companii moderne: calitatea muncii va depinde în totalitate de modul în care angajatul își percepe munca. Este necesar să se creeze un sistem diferențiat de percepție a valorilor procesului de muncă. Cu alte cuvinte, este extrem de important ca fiecare angajat să interpreteze semnificația procesului de muncă în felul său, concentrându-se pe ceea ce anume consideră important pentru el însuși. Este necesar un sistem flexibil de abordare a percepției valorilor, dar, în același timp, structura valorilor trebuie definită și fixată cât mai mult posibil.
Rușii percep normele, regulile și legile într-un mod special, interpretând diferite tipuri de instrucțiuni în felul lor cu fraza: nu tot ceea ce este prescris trebuie urmat.
Este de menționat că Rusia are unul dintre cei mai înalți indicatori ai „distanței față de putere”, după modelul sociologului olandez Geert Hofstede. (Fig. 2) Dintr-o serie de motive istorice, conceptul de diferențiere puternică a societății s-a format în Rusia. Indicatorii de distanță de putere în Rusia sunt mult mai mari (de 1,7 ori) decât în Japonia. Gradul de percepție a faptului de distribuție inegală a puterii în cadrul companiilor naționale este ridicat și nu este obișnuit ca un angajat să ia inițiativa. Merită să te îndepărtezi de un astfel de concept. Este necesar să se schimbe ideea de ierarhie a companiei în favoarea angajatului, pentru a extrage informațiile necesare cu privire la aspecte ale procesului de producție. Jeffrey Liker în cartea sa a evidențiat o categorie deosebit de semnificativă, în opinia sa, de pierderi în producție: potențialul creativ nerealizat al angajaților; cu o atenție insuficientă la acest tip de pierdere, se va pierde timp, idei, abilități, oportunități de îmbunătățire și de acumulare de experiență din cauza neatenției față de angajați, pe care managerii nu au timp să-i asculte. Este important să se oficializeze întâlniri săptămânale cu drept de vorbire pe teme de interes pentru angajați. Toate angajati
ar trebui să sublinieze ce probleme cred că există. Avantajul strategic al unei companii și producția ei stabilă depind de informații. Este important ca angajații să înțeleagă acest lucru.

În ceea ce privește indicii individualismului la întreprindere și evitarea incertitudinii de către angajați, se poate observa că valorile acestora sunt aproximativ la același nivel. În consecință, aspecte ale noului model de management pentru Rusia din perspectiva celor două criterii menționate vor fi luate în considerare utilizând prevederile producției slabe, întrucât caracteristicile acestor criterii în Rusia și Japonia nu diferă mult.
Fig. 2 Comparația caracteristicilor culturale ale Rusiei și Japoniei
Încheind luarea în considerare a factorilor care influențează funcționarea conceptelor de management, am dori să ne întoarcem la secțiunea „Orientarea spre viitor”. (Fig. 2) Din păcate, Centrul Geert Hofstede nu a furnizat date pentru Rusia cu privire la această parte a diagramei. Desigur, nu putem să nu remarcăm dorința colegilor noștri japonezi de a concentra producția pe termen lung, chiar dacă acest lucru are un efect negativ asupra planurilor financiare pe termen scurt. Rușii, din cauza mobilizării militare extreme de-a lungul istoriei lor, nu au reușit să înțeleagă toată profunzimea beneficiilor planificării pe termen lung. Suntem convinși că prioritizarea sistematică a perspectivelor pe termen lung în companie îi va ajuta pe angajați să se adapteze la un concept atât de neobișnuit de gândire.
Formularea unui concept de lucru
În opinia noastră, a fost colectată o cantitate suficientă de date pentru a formula principalele prevederi ale unui nou concept de management care ar putea funcționa în Rusia, ținând cont de particularitățile mentalității ruse. Principalele prevederi ale conceptului sunt prezentate sub forma unei diagrame. (Fig. 3)

Orez. 3 Ierarhizarea principalelor prevederi ale conceptelor de management
Noul concept de management ar trebui să conțină:
- O anumită filozofie procesul de producție, referindu-se la care angajații s-ar putea oferi ei înșiși o descriere a motivului pentru care sunt angajați în acest tip particular de activitate de producție și care este semnificația lor în procesul global de funcționare al întreprinderii. Filosofia potrivită va ajuta, de asemenea, să vă asigurați că angajații sunt extrem de concentrați pe producție și respectă principiile conceptului Just-in-Time.
- Sistem de eliminare a pierderilor in productie. Acest lucru necesită utilizarea unor tehnologii eficiente în întreprindere, autonomizarea procesului, aderarea la succesiunea muncii, distribuirea egală a responsabilităților între angajați, implementarea unui sistem de control continuu al calității și identificarea deficiențelor în etapele incipiente ale procesului de producție. (Dzioka), urmărirea volumului de resurse utilizate și controlul capacităților implicate pentru a evita supraproducția. Este necesar să se creeze un sistem informațional unificat care să reflecte starea proceselor individuale de producție în timp real (Kanban).
- Structura relațiilor interpersonale între angajați. Managerul trebuie să abordeze problema formării unei echipe cu responsabilitate specială, deoarece prezența unei echipe coezive în producție va crea o atmosferă favorabilă pentru munca eficientă a angajaților. Activitățile menite să aducă eșaloanele superioare ale managementului mai aproape de lucrători sunt obligatorii. Suntem înclinați să credem că astfel de măsuri vor duce la deschiderea angajaților față de manageri, ceea ce va avea un impact pozitiv asupra sistemului de schimb de informații între elementele executive și de management ale producției.
- Conceptul de îmbunătățire continuă. Stagiile și cursurile care vizează îmbunătățirea abilităților angajaților sunt deosebit de importante. Investind în diverse programe de educație profesională suplimentară, angajatorul investește astfel în producția acestuia și acționează dintr-o perspectivă pe termen lung. În plus, este necesar ca angajații să aibă posibilitatea de a învăța în timpul producției, absorbind complexitățile procesului de producție (Kaizen). Credem că instruirea la locul de muncă este cea mai eficientă și eficientă metodă de a oferi noi abilități de angajați angajaților companiei.
Concluzie
Pe parcursul acestui studiu, am analizat abordările Toyota lean de management al producției și, pe baza acestora, am format un model de management ținând cont de particularitățile mentalității ruse. Am reușit să infirmăm una dintre ipoteze, care afirmă că este imposibil să se folosească concepte de management japoneze în Rusia din cauza caracteristicilor culturale ale societății ruse. Am luat în considerare aspectele necesare de mentalitate și am formulat recomandări pentru implementarea cu succes a unui nou sistem de management în producție. Mai mult, a doua ipoteză pe care am propus-o a fost confirmată: elementele individuale de control ale sistemului japonez „lean-production” au format cu succes baza unui nou sistem de management pentru mediul rus. A fost dezvăluită universalitatea abordărilor Toyota cu privire la producție. Recomandăm introducerea graduală a conceptelor de management formulate în ciclul de producție, respectând ordinea elementelor structurale ale sistemului. Perioada estimată pentru implementarea cu succes a unui sistem de producție lean la întreprinderile autohtone este de 10 ani. Concluzia acestui studiu este confirmarea posibilității de aplicare a conceptelor de lean manufacturing în Rusia. Semnificația practică a rezultatelor cercetării se datorează posibilității de utilizare a conceptelor formulate în producție în scopul îmbunătățirii eficienței managementului. Sunt planificate cercetări ulterioare pe această temă: analiza perioadei de integrare a modelelor de management Toyota în practica mondială.
Spear S., Bowen H. K. Decodificarea ADN-ului sistemului de producție Toyota // Harvard Business Review. – 1999. – T. 77. – P. 96-108.
Manufactura - procesul de fabricare a bunurilor sau de furnizare de servicii consumatorilor. Este un proces care utilizează resurse intangibile, cum ar fi idei, creativitate, cercetare, cunoștințe, înțelepciune etc. De obicei, este un proces manual, mecanic sau chimic care transformă resursele materiale de intrare, cum ar fi materiile prime, semifabricate sau componente în produse finite sau bunuri care au valoare pentru consumator.
Procesul de producție folosește spații, echipamente și unelte de producție, muncă umană, diverse resurse - apă, electricitate, consumabile. Procesul de producție include procese de procesare a comenzilor, achiziție de materii prime, depozitare, logistică de transport etc. Toate aceste procese pot fi combinate într-un subsistem de producție sau procesare.
Procesul de producție nu poate exista fără procese de control și auxiliare (de susținere), care au valoare doar pentru întreprindere însăși. Procese auxiliare, de exemplu, întreținerea echipamentelor sau a structurii IT a întreprinderii, managementul personalului.
Astfel, sistem de producție poate fi definit ca:
„Un set de metode, proceduri și planuri care include toate funcțiile necesare pentru prelucrarea informațiilor și a materiilor prime la intrarea în produse finite/servicii la ieșire.”
Dacă planurile nu sunt îndeplinite, obiectivele propuse nu sunt atinse, atunci sistemul de producție nu funcționează.
Sistemul de producție Toyota
Cufundat în filozofia „eliminării totale a tuturor deșeurilor”, Toyota Production System (TPS) acoperă toate aspectele producției pentru a obține o eficiență maximă. Deșeurile includ tot ceea ce nu adaugă valoare consumatorului: pierderi datorate așteptării, transportului inutil, inventarului în exces, pașii de procesare inutile, supraproducție și defecte. Toate aceste pierderi se împletesc între ele, creând și mai multe pierderi, care în cele din urmă afectează negativ conducerea corporației în sine.
Sistemul de producție Toyota își are rădăcinile din rădăcinile automate ale lui Sakichi Toyoda (1867-1930), care este autorul unuia dintre conceptele fundamentale ale sistemului Jidoka - producția de produse de înaltă calitate.
TPS a fost dezvoltat și extins de-a lungul anilor prin încercare și eroare. Al doilea dintre principiile de bază este conceptul de Just-In-Time sau JIT, dezvoltat de Kiichiro Toyoda (1894-1952), fondatorul (și al doilea președinte) Toyota Motor Corporation.
Jidoka și Andon
Răsătul de țesut automat revoluționar inventat de Sakichi Toyoda nu numai că a făcut posibilă automatizarea lucrărilor care se făcuseră anterior manual, dar războaiele s-au oprit și în cazul în care detecta o defecțiune pentru a preveni producerea de produse defecte. Dacă echipamentul se oprește de la sine, devine necesar să se atragă atenția operatorului asupra acestei situații. Prin urmare, o parte importantă a procesului de producție a devenit „Andon” - un sistem de alarmă (afișaj luminos) care permite citirea informațiilor dintr-o privire. Acest lucru a făcut posibil ca un singur operator să monitorizeze funcționarea unui număr mare de mașini. Drept urmare, Sakichi a reușit să obțină creșteri extraordinare ale productivității și eficienței operaționale.
Dezvoltarea sistemului jidoka a fost „automatizare umană”. O parte a sistemului de semnalizare andon este un cordon special, prin tragere de care fiecare muncitor poate opri transportorul. Fiecare muncitor joacă rolul unui opritor automat al mașinii pe un transportor. Dacă nu aveți timp să strângeți piulița, trageți de cablu. Principalul lucru este că nimeni nu va certa sau pedepsi acest muncitor. Dimpotriva, te vor lauda ca nu ai trecut defectul mai jos pe banda rulanta. Ei vor încerca să stabilească motivul, iar acesta se numește „Hansei” - analiză constantă.
Chiar la timp
Kiichiro Toyoda, care a moștenit această filozofie, și-a pus în aplicare convingerea că „condițiile ideale pentru a crea un lucru sunt create atunci când mașinile, echipamentele și oamenii lucrează împreună pentru a adăuga valoare fără a crea deșeuri”. A venit cu tehnici și tehnologii pentru a elimina risipa între operațiuni și procese. Drept urmare, a luat naștere metoda JIT.
Just-in-time înseamnă a crea „doar ceea ce este necesar, când este necesar și în cantitatea necesară”. De exemplu, pentru a produce eficient un număr mare de mașini, care poate consta din 30.000 de piese, este necesar să se creeze un plan detaliat de producție care să includă achiziția de piese de schimb. Mai mult, fiecare dintre cele 30 de mii de piese trebuie să ajungă la un anumit loc de muncă pe linia de asamblare „în momentul în care este necesar și în cantitatea necesară”. Ca urmare, risipa și cererile frivole sunt eliminate, ceea ce duce la creșterea productivității.
Kanban
Sistemul de producție Toyota are o metodă unică de management al producției numită Kanban, care joacă un rol important. Sistemul Kanban mai este numit și „Metoda Supermarket”, deoarece ideea de a folosi carduri de control a fost împrumutată de la supermarketurile americane. Cardurile de control al produsului conțin informații precum numele produsului, codul produsului și locația de stocare. La Toyota, atunci când un proces apelează în amonte pentru a obține piese, folosește kanban pentru a raporta ce piese au fost folosite.
Kanban permite unui proces (client) să apeleze la un proces anterior (supermarket) pentru a obține piesele necesare atunci când sunt necesare și în cantitatea necesară. Pentru a nu face piese inutile la etapele anterioare și pentru a nu le livra în etapa următoare. Figura prezintă o ilustrare a principiului de funcționare a sistemului Kanban cu două tipuri de kanban: carduri de comandă de producție (verde) și carduri de selecție a componentelor (maro).

Oameni
Cu toate acestea, metodele și procesele originale sunt doar o parte a sistemului de producție Toyota. Iată ce spune ex-vicepreședintele Toyota Group Yasuhito Yamauchi despre sistemul de producție TPS: „Esența TPS este standardizarea proceselor și un sistem de îmbunătățiri continue (kaizen sau kaizen). Și ambele concepte sunt indisolubil legate de problemele de motivare a oamenilor. Apropo, la Toyota se obișnuiește să se vorbească despre oameni, și nu despre personal. Acest lucru reflectă respectul nostru pentru cei care lucrează pentru companie. În plus, principalii factori pentru eficacitatea unui sistem de producție sunt: inițiativa în mâinile angajaților obișnuiți, delegarea autorității, delegarea sarcinilor, acordarea lucrătorilor libertatea de a lua decizii în limite rezonabile și kaizen. Dintre acești cinci factori, nu există unul singur care ar putea fi luat în considerare izolat de motivația și implicarea personalului. Toți cei cinci factori principali pentru construirea unui sistem de producție depind în mod direct de cât de dispuși oamenii doresc să lucreze și de cât de aproape iau la inimă ceea ce se întâmplă în companie.” Textul integral al interviului este aici.
Dao Toyota
Cartea profesorului american Jeffrey Liker, „The Tao of Toyota: 14 principles of management for the world’s lider company”, este cunoscută pe scară largă. Autorul a dedicat 20 de ani studierii experienței Toyota și și-a formulat concluziile în această carte.
Recent, „spiritul Toyota de a face lucruri” este numit „Tao of Toyota”. Tao este o cale, dar nu în sensul de „drum”, ci într-un sens filozofic mai larg - o chestiune de viață. A fost adoptat nu numai în cadrul companiei japoneze și al industriei auto, ci și în activitățile de producție din întreaga lume și continuă să fie dezvoltat în întreaga lume.

Articolul folosește informații de pe site-ul web www.toyota-global.com
KANBAN
Sistemul de management al producției Toyota
Una dintre primele încercări de a implementa practic conceptul just-in-time a fost sistemul de micrologistică KANBAN (care înseamnă „card” în japoneză) dezvoltat de Toyota Motors Corporation.
Sistemul Kanban este un sistem pull pentru organizarea producției și a aprovizionării care vă permite să implementați principiul Just-In-Time.
Dezvoltat și implementat pentru prima dată în lume de Toyota. În 1959, această companie a început să experimenteze cu sistemul Kanban și în 1962 a început procesul de transformare a întregii producții la principiile Kanban. Kanban se bazează pe constructele teoretice ale lui F. Taylor (1856-1915); G. Ford (1863-1947), precum și unele prevederi ale filozofiei budismului zen și confucianismului.
Principiile de bază ale funcționării sistemului sunt livrarea la timp a produselor către client, controlul sporit asupra calității produsului în toate etapele producției, ajustarea atentă a echipamentelor pentru a exclude produsele defecte, reducerea numărului de furnizori de componente și aducerea întreprinderilor afiliate ca cât mai aproape de locația fabricii principale, de obicei de asamblare.
Sistemul Kanban implică o abordare specifică pentru selectarea și evaluarea furnizorilor, bazată pe lucrul cu o gamă restrânsă de furnizori selectați pentru capacitatea lor de a garanta livrarea la timp a componentelor de înaltă calitate. Totodată, numărul furnizorilor este redus de două sau mai multe ori, iar cu restul furnizorilor se stabilesc relații economice pe termen lung.
Societatea-mamă oferă diverse asistențe furnizorilor, care vizează în primul rând îmbunătățirea calității produselor pe care le furnizează. Implementarea sistemului Kanban presupune, de asemenea, utilizarea unui sistem cuprinzător de management al calității, control autonom al calității produselor, un sistem integrat pentru asigurarea funcționării echipamentelor de înaltă calitate și distribuirea cercurilor de calitate.
Aplicarea practică a sistemului Kanban oferă companiilor de inginerie japoneze un efect semnificativ.
Mulți experți ruși și occidentali consideră că competitivitatea ridicată a produselor industriale japoneze se datorează în primul rând utilizării ideilor și metodelor sistemului Kanban.
Sistemul este folosit de companii cunoscute precum General Motors (SUA), Renault (Franța) și multe altele reducerea stocurilor de producție cu 50%, a stocurilor de mărfuri - cu 8% cu o accelerare semnificativă a cifrei de afaceri a capitalului de lucru și o creștere a calității produselor.
Cu toate acestea, implementarea Kanban în afara Japoniei se confruntă cu dificultăți serioase, variind de la o disciplină mai redusă a aprovizionării până la dezbinarea teritorială a furnizorilor și consumatorilor. (dacă în Japonia distanța medie de la o fabrică de asamblare de mașini la principalii săi furnizori este de zeci de kilometri, atunci în Europa de Vest și SUA este de sute de kilometri). Din aceste motive, majoritatea firmelor non-japoneze folosesc elemente individuale ale sistemului de control, adesea în combinație cu alte sisteme comune în Occident.
Cunoașterea mea cu sistemul de producție Toyota (denumit în continuare TPS) a început cu cartea „The Tao of Toyota”. Primul lucru care m-a frapat a fost momentul planificarii strategice a Toyota - 500 de ani. În plus, pe măsură ce am citit, am admirat din ce în ce mai mult tenacitatea companiei în atingerea obiectivelor sale. La urma urmei, ideologul TPS Taiichi Ono a avut dificultăți în anii 50-60 - din cauza tehnicilor aparent ineficiente și a productivității scăzute a fabricilor Toyota, sistemul a fost numit „sistemul dezgustător Ono”. Prin persistența sa, Toyota a demonstrat lumii că TPS (cunoscut și ca Just-In-Time sau Lean sau Lean Manufacturing), atunci când este aplicat în mod consecvent, poate obține rezultate fenomenale!
Și astfel, un nou director a venit în compania noastră, care a menționat în mod constant Teoria constrângerilor (TOC) și ne-a sfătuit să citim cărțile lui Goldratt „The Goal” și „Goal-2”. Autorul a arătat cum Teoria vă permite să obțineți rezultate excelente și mult mai rapid decât sugerează TPS. Dar nu mi-a fost deloc clar cât de consistent este TOC cu TPS? Sau, dimpotrivă, sunt aceste două căi care se exclud reciproc în managementul producției? La urma urmei, chiar și în Japonia, TPS este folosit de doar 20% dintre întreprinderi, în ciuda dorinței Toyota de a împărtăși cunoștințele, chiar și cu concurenții săi. În final, răspunsul a fost dat de creatorul TOC - TPS și TOC sunt construite pe același concept, dar pot funcționa complet în medii de producție diferite. În plus, este posibilă o combinație de succes a acestor abordări.
Cine va fi interesat de articol
Pentru managerii de proiect, analisti de afaceri si oricine este interesat de organizarea muncii de productie.
Exemple de management eficient al producției (foarte pe scurt)
| Concepte de producție eficientă | |
| Îmbunătățirea fluxului | |
| Mecanism de protecție la supraproducție | |
| Anulați indicatorii de performanță locali | |
| Mecanism eficient de echilibrare a fluxului | |
| Premise pentru soluții de aplicare | |
| TPS | TOC |
| Stabilitatea mediului de producție | Instabilitate producție mediu |
| Cerere stabilă pentru o gamă limitată | Sortiment cu cerere variabila |
| Încărcare stabilă a echipamentelor cu comenzi | Prelucrarea reprezintă 10% din timpul petrecut în producție |
Însuși conceptul de organizare a producției eficiente a fost dezvoltat Henry Ford la începutul secolului al XX-lea. Esența conceptului a fost organizarea unui flux continuu de producție și eliminarea restricțiilor de-a lungul întregii trasee de asamblare care ar afecta negativ timpul de creare a unei mașini. Ford a introdus un mecanism de echilibrare a fluxului - limitând zonele dintre zone pentru depozitarea lucrărilor în curs. Acest pas a permis observației să identifice rapid supraproducția de piese și problemele emergente în flux. Pentru a muta mașina de la începutul asamblarii până la ieșirea din fabrică, au folosit bandă transportoare (care, se pare, nu a fost inventată de Ford - ideea de a folosi un transportor în abatoare s-a oferit să adopte director de producție Ford). Cel mai interesant lucru este că inițial transportorul era mecanic, iar muncitorii mutau manual mașinile din secțiune în secțiune. De-a lungul timpului, transportorul a fost realizat mecanizat și conectat toate secțiunile. Prin împărțirea etapelor de asamblare în 84 de operații, a fost posibil să se reducă timpul de asamblare al unei mașini constând din 5 mii de piese de la 14 ore la 1,5 ore. Și mecanismul de control al fluxului a făcut posibilă atingerea unei viteze fantastice (încă nedepășite în producția de masă de mașini) - la 81 de ore după extragerea minereului, mașina era gata să fie trimisă cumpărătorului. Ca urmare a controlului eficient al fluxului și a costurilor de operare mai mici, prețul Ford T a scăzut în trei ani de la 950 USD la 360 USD.
Toyota a început să producă mașini la mijlocul secolului al XX-lea. Taiichi Ono a studiat cu atenție experiența de succes a lui Henry Ford. După ce Ono a auzit despre ideea de a opera supermarketuri în America, a luat o decizie cu privire la modul în care ar trebui să fie organizată producția de mașini la Toyota. Diferența dintre mediul de producție al Ford și cel al Toyota a fost că Ford a produs în masă un model de mașină, în timp ce Toyota a produs mai multe modele simultan în cantități mici.Pentru a controla fluxul, ideea lui Ford de a limita spațiul dintre secțiuni a trebuit să fie abandonată și trecută la ideea de a limita numărul de piese dintre secțiuni. Ca urmare, între cele două zone de producție au fost amplasate containere cu piese pentru fiecare model de mașină. Un mecanism practic de limitare a cantității produse a fost Kanban (în japoneză Kanban se traduce prin Card). Când piesele din container s-au terminat, kanban-ul cu recipientul gol a fost transferat în secțiunea anterioară, ceea ce a însemnat necesitatea producerii unui alt lot de piese. Și la fel ca Ford, Taiichi Ohno a introdus o linie de asamblare, care în acele zile era pur și simplu de neconceput pentru producția de loturi mici. Peste 50 de ani de funcționare, TPS s-a transformat într-un avantaj competitiv fantastic pentru Toyota. Costul scăzut al mașinilor, nivelul ridicat de profitabilitate al Toyota, împreună cu calitatea excelentă, nu au permis altor producători auto să trăiască în pace timp de 30 de ani.
Teoria constrângerilor (T heory Of Constraints - TOC sau încă un nume BBK - Drum-Buffer-Rope) a fost dezvoltat Eliyahu Goldratt pentru producții cu timp de procesare nesemnificativ (mai puțin de 10%) față de timpul curent al ciclului de producție. TOC funcționează excelent și în producție, cu orice număr de produse. De ce mulți producători nu au reușit să implementeze sistemul de producție Toyota? Trebuie bine înțeles că Taiichi Ohno a dezvoltat un mecanism practic de organizare a producției special pentru Toyota, bazat pe conceptele Ford de producție eficientă. Toyota se caracterizează prin producția unui mic sortiment de mașini, gama de modele se modifică nu mai mult de o dată pe an, iar primirea comenzilor de la clienți este echilibrată în așa fel încât să nu rateze termenele stabilite pentru executarea acestora. Cu toate acestea, majoritatea întreprinderilor operează într-un mediu de producție diferit: o gamă largă care se schimbă mai des de o dată pe an și este însoțită de o aprovizionare instabilă de comenzi de la clienți. Ca urmare, utilizarea mecanismului Toyota Kanban pentru a limita supraproducția devine imposibilă. La urma urmei, având în vedere producția unei game largi de produse, nu va fi posibil să păstrați containere cu piese pentru fiecare tip de produs între două zone. Pe baza naturii indicate a mediului de producție, Goldratt își propune să se îndepărteze de limitarea supraproducției în zonă, cum ar fi Ford, și în cantitate, precum Toyota, și să utilizeze un mecanism de limitare a timpului de lansare în producție. Managementul fluxului ar trebui să fie organizat pe prioritate, de exemplu, evidențiind părțile care sunt sub 30% în producție în verde, peste 70% în galben și restul în roșu. Și aranjați ordinea pieselor de prelucrare strict în funcție de culorile roșu-galben-verde.
Concluzie
De fapt, asta-i tot. Scopul a fost introducerea unei astfel de descoperiri neașteptate. Deși conceptele de producție eficientă sunt aceleași, soluțiile practice se bazează pe condițiile unui mediu de producție specific. Prin urmare, înainte de a începe să aplicați abordări practice în producția dvs., trebuie să înțelegeți clar pentru ce mediu de producție a fost dezvoltată o soluție specifică.
Toate detaliile pe această temă pot fi găsite în sursele de informații enumerate la sfârșitul articolului.