Popis ocele 09G2S: Najčastejšie sa valcovaná oceľ z tejto triedy ocele používa na rôzne stavebné konštrukcie kvôli vysokej mechanickej pevnosti, ktorá umožňuje použitie viac tenké prvky ako pri použití iných ocelí. Stabilita vlastností v širokom rozsahu teplôt umožňuje použitie dielov z tejto triedy v rozsahu teplôt od -70 do +450 C. Taktiež ľahká zvárateľnosť umožňuje výrobu zložitých štruktúr z plechu tejto triedy pre chemické, olejové , stavebníctvo, stavba lodí a iné priemyselné odvetvia. Kalením a popúšťaním vyrábame vysoko kvalitné potrubné armatúry. Vysoká mechanická odolnosť voči nízkym teplotám umožňuje úspešne použiť aj rúry od 09G2S na severe krajiny.
Značka je tiež široko používaná pre zvárané konštrukcie. Zváranie je možné vykonávať ako bez ohrevu, tak aj s predohrevom na 100-120 C. Keďže v oceli je málo uhlíka, jej zváranie je celkom jednoduché a oceľ počas procesu zvárania netvrdne ani sa neprehrieva, vďaka čomu nedochádza k zníženie plastických vlastností alebo zvýšenie ich zrnitosti. Medzi výhody použitia tejto ocele patrí aj to, že nie je náchylná na popúšťaciu krehkosť a jej húževnatosť po popustení neklesá. Vyššie uvedené vlastnosti vysvetľujú jednoduchosť použitia 09G2S v porovnaní s inými oceľami s vysokým obsahom uhlíka alebo prísadami, ktoré sa horšie varia a menia vlastnosti po tepelnom spracovaní. Na zváranie 09G2S môžete použiť akékoľvek elektródy určené pre nízkolegované a nízkouhlíkové ocele, napríklad E42A a E50A. Ak sa zvárajú plechy s hrúbkou do 40 mm, zváranie sa vykonáva bez rezania okrajov. Pri použití viacvrstvového zvárania sa používa kaskádové zváranie s prúdom 40-50 A na 1 mm elektródy, aby sa zabránilo prehriatiu miesta zvárania. Po zváraní sa odporúča zahriať výrobok na 650 C, potom ho udržiavať na rovnakej teplote 1 hodinu na každých 25 mm hrúbky valcovaného výrobku, potom sa výrobok ochladí na vzduchu alebo v horúcu vodu- vďaka tomu sa zvyšuje tvrdosť švu vo zváranom produkte a eliminujú sa napínacie zóny.
Vlastnosti ocele 09G2S: s Tal 09G2 po ošetrení pre dvojfázovú štruktúru má zvýšený limit odolnosti; zároveň sa počet cyklov do zlyhania v oblasti nízkocyklovej únavy zvyšuje približne 3–3,5 krát.
Kalením DFMS (dvojfázové feriticko-martenzitické ocele) vznikajú oblasti martenzitu: každé 1 % martenzitickej zložky v štruktúre zvyšuje pevnosť v ťahu približne o 10 MPa, bez ohľadu na pevnosť a geometriu martenzitickej fázy. Izolácia malých oblastí martenzitu a vysoká plasticita feritu výrazne uľahčujú počiatočnú plastickú deformáciu. Charakteristický znak feriticko-martenzitické ocele - absencia oblasti klzu na ťahovom diagrame. S rovnakou hodnotou súčtu ( δ celkom) a uniforma ( δ p) DFMS nadstavce majú väčšiu pevnosť a nižší pomer σ 0,2 /σ v (0,4-0,6) ako bežné nízkolegované ocele. Zároveň odolnosť voči malým plastickým deformáciám ( σ 0,2) pre DFMS je nižšia ako pre ocele s feritovo-perlitovou štruktúrou.
Na všetkých úrovniach pevnosti sú všetky ukazovatele technologickej plasticity DFMS ( σ 0,2 /σ V, δ p, δ všeobecne Erichsenov kryt, priehyb, výška misky atď.), okrem rozloženia otvorov, prekračujú podobné ukazovatele ako bežné ocele.
Zvýšená technologická plasticita DFMS umožňuje ich použitie na plechové razenie diely majú pomerne zložitú konfiguráciu, čo je výhodou týchto ocelí oproti iným vysokopevnostným oceliam.
Korózna odolnosť DFMS je na úrovni koróznej odolnosti hlbokoťažných ocelí.
DFMS sú touto metódou uspokojivo zvarené bodové zváranie. Hranica výdrže pri striedavom ohýbaní je pre zvar a základné kovy ( σ v = 550 MPa), respektíve 317 a 350 MPa, t.j. 50 a 60 % ® v základnom kove.
V prípade použitia DFMS na diely s masívnymi profilmi, kedy je potrebné zabezpečiť dostatočnú prekaliteľnosť, je vhodné použiť kompozície s vysokým obsahom mangánu alebo s prídavkom chrómu, bóru a pod.
Ekonomická efektívnosť použitia DFMS, ktorá je drahšia ako nízkouhlíkové ocele, je určená úsporou hmotnosti dielov (20-25%). Použitie DFMS v niektorých prípadoch umožňuje eliminovať spevňujúce tepelné spracovanie dielov, napríklad vysokopevnostných spojovacích prvkov vyrobených česaním za studena.
Popis ocele 09G2S: Najčastejšie sa valcovaná oceľ z tejto triedy ocele používa na rôzne stavebné konštrukcie kvôli vysokej mechanickej pevnosti, ktorá umožňuje použitie tenších prvkov ako pri použití iných ocelí. Stabilita vlastností v širokom rozsahu teplôt umožňuje použitie dielov tejto značky v teplotnom rozsahu od -70 do +450 C. Taktiež ľahká zvárateľnosť umožňuje výrobu zložitých štruktúr z plechu tejto značky pre chemické, olejové , stavebníctvo, stavba lodí a iné priemyselné odvetvia. Kalením a temperovaním sa vyrábajú vysokokvalitné potrubné tvarovky. Vysoká mechanická odolnosť voči nízkym teplotám umožňuje úspešne použiť aj rúry od 09G2S na severe krajiny.
Značka je tiež široko používaná pre zvárané konštrukcie. Zváranie je možné vykonávať ako bez ohrevu, tak aj s predohrevom na 100-120 C. Keďže v oceli je málo uhlíka, jej zváranie je celkom jednoduché a oceľ počas procesu zvárania netvrdne ani sa neprehrieva, vďaka čomu nedochádza k zníženie plastických vlastností alebo zvýšenie ich zrnitosti. Medzi výhody použitia tejto ocele patrí aj to, že nie je náchylná na popúšťaciu krehkosť a jej húževnatosť po popustení neklesá. Vyššie uvedené vlastnosti vysvetľujú jednoduchosť použitia 09G2S v porovnaní s inými oceľami s vysokým obsahom uhlíka alebo prísadami, ktoré sa horšie varia a menia vlastnosti po tepelnom spracovaní. Na zváranie 09G2S môžete použiť akékoľvek elektródy určené pre nízkolegované a nízkouhlíkové ocele, napríklad E42A a E50A. Ak sa zvárajú plechy s hrúbkou do 40 mm, zváranie sa vykonáva bez rezania okrajov. Pri použití viacvrstvového zvárania sa používa kaskádové zváranie s prúdom 40-50 A na 1 mm elektródy, aby sa zabránilo prehriatiu miesta zvárania. Po zváraní sa odporúča zahriať výrobok na 650 C, potom ho udržiavať na rovnakej teplote 1 hodinu na každých 25 mm hrúbky valcovaného výrobku, potom sa výrobok ochladí na vzduchu alebo v horúcej vode - kvôli tomu, zvyšuje sa tvrdosť zvaru vo zváranom produkte a eliminujú sa oblasti napätia.
Vlastnosti ocele 09G2S: s Tal 09G2 po ošetrení pre dvojfázovú štruktúru má zvýšený limit odolnosti; zároveň sa počet cyklov do zlyhania v oblasti nízkocyklovej únavy zvyšuje približne 3–3,5 krát.
Kalením DFMS (dvojfázové feriticko-martenzitické ocele) vznikajú oblasti martenzitu: každé 1 % martenzitickej zložky v štruktúre zvyšuje pevnosť v ťahu približne o 10 MPa, bez ohľadu na pevnosť a geometriu martenzitickej fázy. Izolácia malých oblastí martenzitu a vysoká plasticita feritu výrazne uľahčujú počiatočnú plastickú deformáciu. Charakteristickým znakom feriticko-martenzitických ocelí je absencia oblasti klzu v ťahovom diagrame. S rovnakou hodnotou súčtu ( δ celkom) a uniforma ( δ p) DFMS nadstavce majú väčšiu pevnosť a nižší pomer σ 0,2 /σ v (0,4-0,6) ako bežné nízkolegované ocele. Zároveň odolnosť voči malým plastickým deformáciám ( σ 0,2) pre DFMS je nižšia ako pre ocele s feritovo-perlitovou štruktúrou.
Na všetkých úrovniach pevnosti sú všetky ukazovatele technologickej plasticity DFMS ( σ 0,2 /σ V, δ p, δ všeobecne Erichsenov kryt, priehyb, výška misky atď.), okrem rozloženia otvorov, prekračujú podobné ukazovatele ako bežné ocele.
Zvýšená technologická ťažnosť DFMS umožňuje ich použitie na plechové lisovanie dielov pomerne zložitých konfigurácií, čo je výhodou týchto ocelí oproti iným vysokopevnostným oceliam.
Korózna odolnosť DFMS je na úrovni koróznej odolnosti hlbokoťažných ocelí.
DFMS sú uspokojivo zvarené bodovým zváraním. Limit odolnosti pre striedavé ohýbanie platí pre zvar a základný kov ( σ v = 550 MPa), respektíve 317 a 350 MPa, t.j. 50 a 60 % ® v základnom kove.
V prípade použitia DFMS na diely s masívnymi profilmi, kedy je potrebné zabezpečiť dostatočnú prekaliteľnosť, je vhodné použiť kompozície s vysokým obsahom mangánu alebo s prídavkom chrómu, bóru a pod.
Ekonomická efektívnosť použitia DFMS, ktorá je drahšia ako nízkouhlíkové ocele, je určená úsporou hmotnosti dielov (20-25%). Použitie DFMS v niektorých prípadoch umožňuje eliminovať spevňujúce tepelné spracovanie dielov, napríklad vysokopevnostných spojovacích prvkov vyrobených česaním za studena.
Označenia prijaté v tabuľke. 50*:
a) tvarovaná oceľ s hrúbkou do 11 mm a po dohode s výrobcom - do 20 mm; list – všetky hrúbky;
b) požiadavka obmedziť uhlíkový ekvivalent pre hrúbky nad 20 mm;
c) požiadavka obmedziť uhlíkový ekvivalent pre všetky hrúbky;
d) pre región II 4 pre nevykurované budovy a stavby prevádzkované pri vonkajších teplotách používať valcované výrobky s hrúbkou najviac 10 mm;
e) pri hrúbke valcovaného výrobku najviac 11 mm možno použiť oceľ kategórie 3;
f) okrem podpier nadzemných vedení, vonkajších rozvádzačov a KS;
g) valcované výrobky s hrúbkou do 10 mm as prihliadnutím na požiadavky ods. 10;
i) okrem regiónu II 4 pre nevykurované budovy a stavby prevádzkované pri vonkajšej teplote vzduchu.
Znamienko „+“ znamená, že by sa mala použiť táto oceľ; znamenie" – “ znamená, že táto oceľ by sa nemala používať v špecifikovanej klimatickej oblasti.
Poznámky: 1. Požiadavky tejto tabuľky sa nevzťahujú na oceľové konštrukcie špeciálnych konštrukcií: hlavné a procesné potrubia, tanky špeciálny účel, plášte vysokých pecí a ohrievačov vzduchu atď. Ocele pre tieto konštrukcie sú stanovené príslušnými SNiP alebo inými regulačnými dokumentmi.
2. Požiadavky tejto tabuľky platia pre plech s hrúbkou 2 mm a tvarovú oceľ s hrúbkou 4 mm, dlhé výrobky (okrúhle, štvorcové, pásové) podľa TU 14-1-3023 - 80, GOST 380 – 71** (od roku 1990 GOST 535 – 88) a GOST 19281 – 73*. Uvedené kategórie ocele sa vzťahujú na valcované výrobky s hrúbkou najmenej 5 mm. Pre hrúbky menšie ako 5 mm sa ocele uvedené v tabuľke používajú bez požiadaviek na rázovú húževnatosť.
Pre konštrukcie všetkých skupín, okrem skupiny 1 a podpier nadzemných vedení a vonkajších rozvádzačov, vo všetkých klimatických oblastiach, okrem I 1, je povolené používať valcované výrobky s hrúbkou menšou ako 5 mm z ocele C235.
3. Klimatické oblasti výstavby sú stanovené v súlade s „Klímou ZSSR a štatistickými parametrami klimatické faktory na technické účely." Vypočítané teploty uvedené v záhlaví tabuľky v zátvorkách zodpovedajú vonkajšej teplote vzduchu zodpovedajúcej oblasti, ktorá sa považuje za priemernú teplotu najchladnejšieho päťdňového obdobia v súlade s pokynmi SNiP pre stavebnú klimatológiu a geofyziku.
4. Konštrukcie, ktoré sú priamo vystavené dynamickému, vibračnému alebo pohyblivému zaťaženiu, zahŕňajú konštrukcie alebo ich prvky, ktoré podliehajú výpočtom únosnosti alebo sú vypočítané s prihliadnutím na dynamické koeficienty.
5. S príslušnou realizačnou štúdiou možno ocele S345, S375, S440, S590, S590K, 16G2AF objednať ako ocele so zvýšenou odolnosťou proti korózii (s meďou) – S345D, S375D, S440D, S590D, S590KD, 16G2AFD.
6. Použitie tepelne spevnených tvarových tyčí z ocele S345T a S375T, dodávané ako oceľ S345 a S375, tepelne spevnené zahrievaním valcovaním, nie je povolené v konštrukciách, ktoré pri výrobe podliehajú pokovovaniu alebo plastickej deformácii pri teplotách nad 700 °C
7. Bezšvíkové rúry deformované za tepla podľa GOST 8731 – 87 možno použiť len pre prvky špeciálnych podpier veľkých prechodov elektrických vedení s výškou nad 60 m, pre anténne komunikačné konštrukcie a iné špeciálne konštrukcie a mali by sa použiť tieto triedy ocele:
vo všetkých klimatických oblastiach, okrem I 1, I 2, II 2 a II 3, stupeň 20 podľa GOST 8731 – 87, ale s dodatočná požiadavka rázovou húževnatosťou pri teplote mínus 20 ° C nie menej ako 30 J/cm2 (3 kgf x m/cm2);
v klimatických oblastiach I 2, II 2 a II 3 – trieda 09G2S podľa GOST 8731 – 87, ale s dodatočnou požiadavkou na rázovú húževnatosť pri teplote mínus 40 ° C nie menej ako 40 J/cm2 (4 kgf × m/cm 2) s hrúbkou steny do 9 mm a 35 J/cm 2 (3,5 kgf × m/cm 2) s hrúbkou steny 10 mm alebo viac.
Nie je dovolené používať bezšvíkové rúry deformované za tepla vyrobené z ingotov označených písmenom „L“, ktoré neboli testované nedeštruktívnymi metódami.
8. Pre dlhé výrobky (okrúhle, štvorcové, pásové) podľa TU 14-1-3023 - 80, GOST 380 – 71* (od roku 1990 GOST 535 – 88) a GOST 19281 – 73* sú kladené rovnaké požiadavky ako na tvarované valcované výrobky rovnakej hrúbky podľa . Zhoda tried ocele podľa TU 14-1-3023 - 80, GOST 380 – 71*, GOST 19281 – Ocele 73* a * by sa mali určiť podľa tabuľky. 51, b.
| Charakteristický názov mechanické vlastnosti oceľ 09g2s. σ0,2 | ODDIEL mm | podmienená medza klzu ocele 09g2s sa rovná N/mm2 |
- | - | - | - |
GOST 5520-79. |
až 5 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
od 5 do 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
od 10 do 20 | 325 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
nad 20 až 32 | 305 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
nad 32 až 60 | 285 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
nad 60 až 80 | 275 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
nad 80 až 160 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla alebo tepelne spracovanom stave. GOST 5520-79. |
od 4 do 160 | Nie | - | - | - | - |
| podmienená medza klzu ocele 09g2s. GOST 19281-89. |
do 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Plechy, ploché a široké valcované výrobky v stave valcovanom za tepla alebo tepelne spracované. GOST 19281-89. |
nad 10 až 20 | 325 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Plechy, ploché a široké valcované výrobky v stave valcovanom za tepla alebo tepelne spracované. GOST 19281-89. |
nad 20 až 32 | 295 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Plechy, ploché a široké valcované výrobky v stave valcovanom za tepla alebo tepelne spracované. GOST 19281-89. |
od 32 do 160 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. GOST 19281-89. |
nad 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Dlhý a tvarovaný kov valcovaný za tepla alebo tepelne spracovaný. GOST 19281-89. |
nad 10 až 20 | 325 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Dlhý a tvarovaný kov valcovaný za tepla alebo tepelne spracovaný. GOST 19281-89. |
nad 20 až 32 | 295 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Dlhý a tvarovaný kov valcovaný za tepla alebo tepelne spracovaný. GOST 19281-89. |
od 32 do 160 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. GOST 19281-89. |
nad 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Ohýbané kovové profily valcované za tepla alebo tepelne spracované. GOST 19281-89. |
nad 10 až 20 | 325 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Ohýbané kovové profily valcované za tepla alebo tepelne spracované. GOST 19281-89. |
nad 20 až 32 | 295 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Ohýbané kovové profily valcované za tepla alebo tepelne spracované. GOST 19281-89. |
od 32 do 160 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. GOST 19281-89. |
nad 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Kovový pás, valcovaný pás vo valcovanom alebo tepelne spracovanom stave. GOST 19281-89. |
nad 10 až 20 | 325 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Kovový pás, valcovaný pás vo valcovanom alebo tepelne spracovanom stave. GOST 19281-89. |
nad 20 až 32 | 295 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Kovový pás, valcovaný pás vo valcovanom alebo tepelne spracovanom stave. GOST 19281-89. |
od 32 do 160 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Tepelné spracovanie s valcovacím ohrevom. TU 302.02.009-89. |
10 - 40 | 340 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Normalizácia. TU 14-3-1128-82. |
priemer 57 - 325, hrúbka steny 4 - 10 | 265 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. Normalizácia. TU 14-3-1128-82. |
priemer 57 - 325, hrúbka steny viac ako 10 | Nie | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla. TU 14-1-5035-91. |
do 10 | 345 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla. TU 14-1-5035-91. |
nad 10 až 20 | 326 | - | - | - | - |
| podmienená medza klzu ocele 09g2s. V stave valcovanom za tepla. TU 14-1-5035-91. |
nad 20 až 32 | 295 | - | - | - | - |
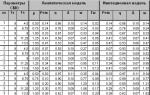
Kov, oceľ ST09g2s je odolná a tvrdý materiál, schopný odolať rôznym zaťaženiam bez toho, aby sa zrútil a zachoval si svoj tvar. To je dôvod, prečo je cenený, a preto sa používa v rôznych dizajnoch, častiach a nástrojoch. Toto je všeobecná, úplne zrozumiteľná „téza“. Kov ST09g2s môže teoreticky „reagovať“ na zaťaženie dvoma „spôsobmi“. Vezmite si ho na seba a nemeňte jeho tvar ani sa mierne nedeformujte, ale po odstránení záťaže sa vráťte do predchádzajúceho stavu. V extrémnych prípadoch, bez odstránenia zaťaženia, musí zmenený tvar dielu zostať konštantný a samotný oceľový diel bude v „napätom“ stave. To znamená, že kov je „v zóne“ elastickej deformácie. Presne takto by sa veci mali diať bežné situácie, čo platí pre každý správne vypočítaný návrh.
V praxi však existuje určitý „prah“ pre oceľ ST 09g2s. Vždy môže nastať situácia, keď je aplikované zaťaženie už také veľké, že diely alebo konštrukčné prvky vyrobené zo zliatiny - kovového stupňa ST09g2s - začnú pod jeho vplyvom meniť svoj tvar. To, čo sa nazýva výskyt plastických deformácií v kove, nahrádzajúcich elastické, s ktorými sa diel dokonale vyrovnal s nižším zaťažením. (Pozor! Nezamieňajte si medzu klzu s medzou pružnosti ocele - ide o rôzne hodnoty, aj keď v absolútnej hodnote blízke). Začiatok výskytu plastických deformácií v kove je teda „začiatkom konca“. Havarijný stav, pri ktorom oceľová konštrukcia resp kovová časť už „nie je pripravený“. Z „každodenného“ hľadiska zostáva vzorka ocele ST09g2s stále dosť odolná, ale z technologickej stránky už nemôže spĺňať požiadavky a nemôže byť použitá na určený účel. Jeho pevnosť je ohrozená, pretože sa zmenil tvar vzorky. Preto sa pri akýchkoľvek výpočtoch, ktoré zohľadňujú pevnosť kovu, ukazuje, že znalosť „prahu“ je viac ako dôležitá. Zaťaženie, pri ktorom kovový diel „opúšťa zónu“ elastických deformácií a „vstupuje do zóny“ plastických deformácií, začína nevratne meniť svoj tvar a tok – to je technologická medza klzu ocele ST09g2s. Fyzická medza klzu kovu je podobná, ale mierne odlišná charakteristika. Vo fyzike zvyčajne pracujú s veľkosťou zaťaženia umiestnenou „na druhom konci“ krivky. Nie ten, pri ktorom sa začína plastická deformácia, ale ten, pri ktorom dôjde k úplnému zničeniu vzorky kovu – prasknutie. Tu vznikajú „rozpory“, ktorých význam sa scvrkáva na skutočnosť, že rovnaká trieda zliatiny ST 09g2s sa vyznačuje dvoma medzami prieťažnosti - objektívnou fyzikálnou a podmienenou technologickou. Prirodzene, ako každý náklad, mechanické namáhanie alebo sila, medza klzu ocele ST09g2s, ako aj pevnosť v ťahu, sa meria rovnakým spôsobom, v rovnakých jednotkách. Pamätáme si - fyzikálne jednotky merania zaťaženia sú kg/mm2 alebo - N/m2. Pre GOST a technické špecifikácie sa používa možnosť merania zaťaženia v MPa, často nájdete mechanické napätie uvedené v hodnotách ako KGS/mm2. Žiadna „exotika“ tu neexistuje.
Treba povedať, že medza klzu ocele ST 09g2s je dosť „nepohodlná“ fyzická charakteristika zliatina Napríklad hmotnosť alebo špecifická hmotnosť kovu je tiež fyzikálna charakteristika, ktorá na ničom nezávisí. Ani z technológie výroby ocele tejto triedy, ani zo spôsobov ovplyvňovania kovu. Vzorku môžeme zahriať, vytvrdiť, opracovať, dať jej ľubovoľný tvar, hmota zostane konštantnou charakteristikou. S medzou klzu ocele ST09g2s je všetko komplikovanejšie. Toto je fyzikálna charakteristika daného druhu kovu, ktorá veľmi závisí od „množstva okolností“. Napríklad hrúbka, ako aj tvar vzorky (v menšej miere) ovplyvňujú hodnotu medze klzu. Tepelné spracovanie, rovnaké kalenie alebo zváranie, dokonca aj režim popúšťania po zahriatí výrazne mení hodnotu medze klzu dielu vyrobeného z ocele ST 09g2s. Prítomnosť nečistôt v zliatine, prísad, prísad, to znamená mierna zmena chemického zloženia, okamžite ovplyvní hodnotu medze klzu. Navyše technológia výroby ocele ST 09g2s pri jej výrobe určuje mikroštruktúru kovu, typ kryštálovej mriežky, pričom súčasne mení hodnotu medze klzu vzorky. Táto fyzikálna charakteristika kovu závisí predovšetkým od teploty. Čím vyššia je teplota ohrevu vzorky, tým ľahšie a ľahšie oceľ tečie - „vstupuje do zóny“ plastickej deformácie.
To je dôvod, prečo medza klzu ocele ST 09g2s nie je definovaná ako všeobecná fyzikálna konštantná charakteristika tohto druhu kovu vo všeobecnosti, ale v každom konkrétnom prípade ako špecifická. Je ich niekoľko, hoci oceľ je len jedna. Zvyčajne je medza klzu ocele ST09g2s indikovaná pre varianty dlhých valcovaných kovových výrobkov, ktorých výroba si vyžaduje prísne normy GOST (jednotné normy), vrátane veľkosti, tvaru a technológie výroby. A ako základná informácia, medza klzu ocele ST 09g2s v tabuľke je uvedená pre: stálu teplotu - zvyčajne 20 stupňov Celzia. Ak sa zmení teplota ohrevu kovu, okamžite sa zmenia hodnoty medze klzu ocele ST 09g2s.
„Najnepríjemnejšie“ je, že veľkú úlohu zohráva aj typ zaťaženia alebo smer aplikovaného tlaku. Zaťaženie vzorky vyrobenej z ocele 09g2s môže byť rôzne: ohyb, ťah, krútenie, stlačenie atď. Pre každý konkrétny typ zaťaženia sú určené jeho vlastné hodnoty medze klzu ocele 09g2s. Napríklad: medza klzu v krútení, medza klzu v ohybe, medza klzu v tlaku, pevnosť v šmyku, pevnosť v šmyku, pevnosť v ťahu atď. Pomerne často sa technologická medza klzu určuje podmienene, pretože fyzicky nemusí vôbec existovať. Pri určitých pomeroch zaťaženia a teploty ohrevu kovu, tu hovoríme hlavne o nízkych teplotách, sa vzorka ocele rozbije (zničí) skôr, ako dôjde k plastickej deformácii. V tomto prípade sa však technologická dôkazná pevnosť ocele ST09g2s pri tejto teplote uvádza ako teoretická hodnota a používa sa vo výpočtoch. Hoci v skutočnosti prakticky neexistuje, pretože zóna plastickej deformácie je príliš krátka, pevnosť v ťahu ocele ST 09g2s sa okamžite „uplatní“.
Mimochodom, plastická deformácia kovu sa nevyskytuje okamžite, ale postupne sa zvyšuje so zvyšujúcim sa zaťažením. Preto vo všeobecnom prípade hovoriť o prahu klzu ocele ako o jasnom „bode zlomu“ nie je z fyzikálneho hľadiska úplne správne. Toto je „rozmazaný“, aj keď pomerne krátky segment krivky na grafe. Otázkou, ktorá si vyžaduje objasnenie, je, aké množstvo plastickej deformácie, ktorá sa vyskytuje v kove, by sa malo považovať za kritické a neprijateľné pre prevádzku produktu vo výrobe. Pre takéto technologické situácie je to všeobecne akceptované podmienený limit Za medzu klzu ocele ST 09g2s sa považuje zaťaženie, pri ktorom vzorka zmení tvar o 0,2 %. Je uvedený vo všetkých tabuľkách, kde sú uvedené mechanické vlastnosti tejto kovovej zliatiny. V našom príklade uvažujeme také možnosti, ako napr VEĽKOSŤ A TVAR VALCOVANÝ KOV z ocele triedy 09g2s: GOST 19281-73, GOST 2590-2006, GOST 2591-2006, GOST 8239-89, GOST 8240-97, GOST 19281-89. KALIBROVANÁ TYČ vyrobená z ocele triedy 09g2s: GOST 7417-75, GOST 8560-78, GOST 10702-78. VÝKOVKY A KOVANÉ PREDLOHY z ocele triedy 09g2s: GOST 1133-71. KOVOVÝ PLECH vyrobený z ocele triedy 09g2s: GOST 5520-79, GOST 19281-89, TU 14-1-5034-91, TU 302.02.009-89. Hrubý KOVOVÝ PLECH vyrobený z ocele triedy 09g2s: 19282-73, GOST 5520-79, GOST 5521-93, GOST 19903-74. Tenký KOVOVÝ PLECH vyrobený z ocele triedy 09g2s: GOST 17066-94, GOST 19904-90. KOVOVÝ PÁS vyrobený z ocele triedy 09g2s: GOST 103-2006, GOST 82-70. KOVOVÝ DRÔT vyrobený z ocele triedy 09g2s: GOST 17305-91, GOST 5663-79. KOVOVÉ RÚRY vyrobené z ocele triedy 09g2s: TU 14-3-1128-82. KOVOVÉ OHÝBANÉ PROFILY z ocele triedy 09g2s: GOST 19281, TU 14-1-5035-91.
Výrobky z nízkolegovanej konštrukčnej ocele 09G2S sú žiadané v mnohých odvetviach, čo podporuje široká škála produktov tejto značky. Vďaka vášmu fyzikálne vlastnosti, oceľ 09G2S zaslúžene zaujala svoju pozíciu na trhoch modernej ponuky a dopytu. Charakteristiky ocele 09G2S umožňujú jej použitie ako hlavného materiálu pri výrobe dielov, ktoré sú určené na prevádzku v teplotnom rozsahu pracovného prostredia od -70 ºС do + 425 ºС, čo priťahuje pozornosť ešte viacerých dizajnérov. pri navrhovaní produktov.
Predtým, ako prejdete k podrobnému zváženiu chemického zloženia, musíte pochopiť, čo znamená dekódovanie ocele 09G2S. Písmená „C“ a „G“ označujú, že zliatina obsahuje mangán a kremík. Ale v akom množstve? Poďme na to.
Prvá číslica na začiatku názvu značky udáva množstvo uhlíka obsiahnutého v zliatine a zobrazuje sa v stotinách. V súlade s tým je percento uhlíka v zliatine 09G2S približne 0,09. Nasledujúce obrázky ukazujú obsah legujúcich prvkov: táto zliatina obsahuje asi 2 % mangánu a menej ako 1 % kremíka.
Okrem hlavných legujúcich prvkov, chemické zloženie oceľ 09G2S obsahuje nasledujúce zložky periodickej tabuľky:
| Chemický prvok | Obsah ocele, % |
| C | Menej ako 0,12 |
| Si | 0,5…0,8 |
| Mn | 1,3…1,7 |
| Ni | Menej ako 0,3 |
| S | Menej ako 0,035 |
| P | Menej ako 0,03 |
| Cr | Menej ako 0,3 |
| V | Menej ako 0,12 |
| N | Menej ako 0,008 |
| Cu | Menej ako 0,3 |
| Ako | Menej ako 0,08 |
Celkové množstvo legujúcich zložiek v nízkolegovaných zliatinách nepresahuje 2,5 %. Špecifická hmotnosť ocele 09G2S sa rovná 7850 kg/m 3, ale treba poznamenať, že hustota ocele nie je konštantná a môže mať mierny rozptyl hodnôt, ktoré sú priamo závislé od množstva legujúcich prvkov. Ale v každom prípade relatívne nízka hmotnosť hotový výrobok, v ktorej sa pri výrobe dielov použilo použitie ocele tejto triedy, má oproti iným ťažším zliatinám veľkú výhodu.
Fyzikálne vlastnosti
Konštrukčná oceľ 09G2S má vysoká schopnosť zachováva svoje vlastnosti pri práci pod tlakom v širokom rozsahu teplôt, je trvanlivý, odolný voči zaťaženiu s premenlivým vektorom sily a tiež podlieha tepelnému spracovaniu, ktoré má významný vplyv na mechanické vlastnosti.
Lineárny koeficient rozťažnosti (LEC), ktorý opisuje schopnosť zliatin udržať si svoj objem so zvyšujúcou sa teplotou pri konštantnom tlaku, sa mení iba o 2,4 × 10-6 jednotiek, keď sa teplota zmení zo 100 °С na 500 °С (1,14 × 10- 5 pri 100 ºС oproti 1,38 × 10-5 pri 500 ºС). Vizuálny popis charakteristík lineárnej expanzie je uvedený nižšie:
Napriek tomu, že oceľ 09G2S je nízkolegovaná, nevykazuje takú vlastnosť, ako je citlivosť na vločky. Nízka prítomnosť uhlíka v zliatine poskytuje uspokojivý indikátor zvariteľnosti dielov vyrobených z ocele tejto triedy. Je potrebné poznamenať, že vysoký obsah uhlíka v zliatinách pri vyhorení vedie k vzniku ďalších mikropórov, ako aj k vytvoreniu vytvrdzovacej štruktúry, ktorá negatívne ovplyvňuje kvalitu zvaru, čo sa však v 09G2S nepozoruje. oceľ.
Zváranie ocele 09G2S je nenáročné na typ elektród a je možné ho vykonávať metódami zvárania ako je ručný oblúk, elektrotroska, automatické zváranie pod tavivom a s ochranou proti plynu. Zliatina 09G2S nemá žiadne obmedzenia na zvariteľnosť materiálu a valcované plechové diely s prierezom do 40 mm je možné zvárať bez predbežného orezania hrán. Diely pripravené na zváranie nevyžadujú dodatočné chemické alebo tepelné spracovanie. Migrácia legujúcich prvkov po celom priereze zvaru zabezpečuje jeho vysoké pevnostné charakteristiky a zároveň dobré technické ukazovatele rázovej húževnatosti.
Aby sa znížili známky tvrdnutia štruktúry, ktoré sa nevyhnutne tvoria počas zvárania, zváraný výrobok by mal byť podrobený vysokoteplotnému temperovaniu s teplotou ohrevu 600 až 660 °С. Chladenie produktu by malo byť pomalé v rúre, čo pomôže vyhnúť sa deformácii jeho jednotlivých častí. Je dovolené nevykonávať tepelné spracovanie častí, ktoré prešli zváraním a majú hrúbku prierezu do 36 mm.
Mechanické vlastnosti
Popísané sú mechanické vlastnosti ocele 09G2S nasledujúce charakteristiky pre dlhú a tvarovanú oceľ s prierezom do 10 mm:
| Zobraziť mechanické vlastnosti | Skúšobná teplota, ºС | Význam | ||
| Dočasný odpor | Ϭ 0,2, MPa | +20 (izba) | 345 | |
| Pevnosť v ťahu | Ϭ V, MPa | 490 | ||
| Predĺženie | δ5,% | 21 | ||
| Nárazová sila | KSU | 64 | ||
| KSU -40 | -40 | 39 | ||
| KCU-60 | -60 | 34 | ||
Ak chcete určiť triedu pevnosti (ST) skúšobnej vzorky, mali by ste sa riadiť normou GOST 19281-2014, ktorá podrobne ukazuje všetky kľúčové charakteristiky, na ktoré by sa malo spoliehať pri vykonávaní testov alebo hodnotení hotového protokolu pre kategóriu pevnosti.
Je potrebné pripomenúť, že tento mechanický indikátor priamo závisí od chemického súboru zodpovedajúcich komponentov a prítomnosť vyššieho percenta akéhokoľvek prvku môže hrať kľúčovú úlohu pri tvorbe indikátorov pevnosti pri spracovaní tejto ocele.
V závislosti od triedy pevnosti sa mení aj taký ukazovateľ mechanických vlastností, ako je tvrdosť. Vzťah medzi týmito dvoma ukazovateľmi je priamy: čím vyššia je kategória pevnosti materiálu, tým vyššia je hodnota tvrdosti. Typicky sa tvrdosť nízkolegovaných zliatin meria metódou Brinell a indikátor tvrdosti sa uvádza v jednotkách HBW, ale v závislosti od požiadaviek na výrobok a miesta kontroly (základný materiál alebo materiál zvárania) sa meranie tvrdosti metóda sa môže zmeniť. V tomto prípade môže byť tvrdosť materiálu vyjadrená v jednotkách na stupnici Rockwell, Vickers atď.
Režim tepelného spracovania ocele je priradený podľa kritických bodov:
V závislosti od požadovaných mechanických vlastností je priradený režim tepelného spracovania. Normalizácia a kalenie ocele 09G2S prebieha pri vysokoteplotnom ohreve od 930 do 950 ºС. Závislosť mechanických vlastností na teplote popúšťania je uvedená nižšie:
| Teplota, °C | Medza klzu | Pevnosť v ťahu, | predĺženie, | Relatívne zúženie |
| 20 | 295 × 106 | 405 × 106 | 30 | 66 |
| 100 | 270 × 106 | 415 × 106 | 29 | 68 |
| 200 | 265 × 106 | 430 × 106 | — | — |
| 300 | 220 × 106 | 435 × 106 | — | — |
| 400 | 205 × 106 | 410 × 106 | 27 | 63 |
| 500 | 185 × 106 | 315 × 106 | — | 63 |
Ako vyplýva z tabuľky, tým vyššie teplotný režim sprievodným temperovaním, tým nižšia je pevnosť zliatiny v ťahu.
Tepelné spracovanie podporuje tvorbu zliatiny s dvojfázovou štruktúrou, ktorej disperzia zŕn určuje hlavné ukazovatele mechanických vlastností materiálu.
Stiahnite si GOST 19281-2014