การดำเนินคดี
หัวข้อ: ระบบบรรทัดฐานและมาตรฐานในการก่อสร้าง
วางแผน:
3. มาตรฐานการผลิตขั้นพื้นฐาน คุณลักษณะ และความสัมพันธ์
4. ชั่วโมงการทำงานของคนงาน
1. แนวคิดขององค์กรแรงงานและไม่องค์กรแรงงาน
– เป็นการนำกิจกรรมการทำงานของผู้คนเข้าสู่ระบบหนึ่งไม่
– องค์กรทางวิทยาศาสตร์ของแรงงานกำลังนำกิจกรรมการทำงานของผู้คนเข้าสู่ระบบบางอย่างด้วยแนวทางทางวิทยาศาสตร์ การจัดระบบแรงงานภายในกลุ่มงานคือ การจัดระบบการใช้งานแรงงานที่มีชีวิต ซึ่งมีให้
การทำงานของกำลังแรงงานเพื่อให้บรรลุผลประโยชน์ของกิจกรรมการทำงาน
งานใดๆ โดยไม่คำนึงถึงรูปแบบทางสังคม จำเป็นต้องมีองค์กรที่แน่นอนภายในสมาคมคนงานแต่ละแห่ง องค์กรดังกล่าวเสนอ การคัดเลือกและเป็นมืออาชีพการฝึกอบรมบุคลากร การพัฒนาวิธีการ
ด้วยความช่วยเหลือซึ่งสามารถทำงานประเภทนี้หรือประเภทนั้นได้: ก)การแยก
และความร่วมมือด้านแรงงานเป็นทีม ข)การจัดเตรียม
คนงานตามลักษณะของงานที่เผชิญอยู่ วี)การจัดสถานที่ทำงาน
เพื่อให้พนักงานแต่ละคนปฏิบัติหน้าที่ที่ได้รับมอบหมาย ช)การสร้างสภาพการทำงาน การให้โอกาสในการดำเนินกิจกรรมการทำงาน จัดตั้งขึ้นสำหรับพนักงานการวัดแรงงานที่แน่นอน ผ่านการปันส่วนซึ่งทำให้สามารถบรรลุสัดส่วนเชิงปริมาณที่จำเป็นระหว่างแรงงานประเภทต่าง ๆ ตามลักษณะและปริมาณของงาน จัดระเบียบค่าจ้าง สร้างวินัยแรงงาน
สร้างความมั่นใจในความเป็นระเบียบเรียบร้อยและความสม่ำเสมอในการทำงาน
บทบัญญัติหลักสำหรับองค์กรแรงงานได้รับการควบคุมโดย SNIP 03.01.01-85* “องค์กรการผลิตการก่อสร้าง”
1. การจัดองค์กรแรงงานของคนงานจะต้องรับประกันการเพิ่มผลิตภาพแรงงานคุณภาพของงานก่อสร้างและติดตั้งที่ดำเนินการและสภาพการทำงานที่ปลอดภัย
2. การจัดระบบแรงงานควรอยู่บนพื้นฐานของรูปแบบที่มีเหตุผลของการแบ่งงานและความร่วมมือด้านแรงงาน ความแตกต่างของกระบวนการแรงงาน และการใช้วิธีการและเทคนิคขั้นสูงของแรงงาน
3. รูปแบบหลักในการจัดระเบียบการทำงานของคนงานควรเป็นรูปแบบกองพลน้อยโดยแบ่งกองพลน้อยออกเป็นหน่วยคนงานเฉพาะทางหากจำเป็น
4. องค์กรแรงงานของคนงานต้องแน่ใจว่า:
การประยุกต์วิธีการและเทคนิคการทำงานที่มีประสิทธิภาพสูงตามแผนงาน แผนที่เทคโนโลยี และแผนที่กระบวนการแรงงาน
การจัดหาขอบเขตการทำงานให้กับแต่ละกองพลอย่างทันท่วงทีโดยจัดให้มีสถานที่ทำงานอย่างต่อเนื่องพร้อมทรัพยากรวัสดุและทางเทคนิคและจำนวนอุปกรณ์ทางเทคนิคที่จำเป็น
ขยายการใช้การทำสัญญาแบบทีม
การคุ้มครองแรงงานสำหรับคนงานจะต้องดำเนินการตามมาตรการเพื่อการคุ้มครองส่วนบุคคลและส่วนรวมของคนงาน
สภาพสุขอนามัยต้องเป็นไปตามมาตรฐานปัจจุบันและลักษณะของงาน
คนงานจะต้องได้รับสภาพการทำงาน อาหาร และการพักผ่อนที่จำเป็น
2. แนวคิดพื้นฐานของมาตรฐานแรงงาน
2.1. ประเภทของมาตรฐานการผลิตในการก่อสร้าง
ระบบมาตรฐานการผลิตในการก่อสร้างประกอบด้วยมาตรฐานแบบครบวงจร แผนก ท้องถิ่น และมาตรฐาน
มาตรฐานและราคาแบบครบวงจร(ENiR) ได้รับการพัฒนาสำหรับงานก่อสร้าง ติดตั้ง และซ่อมแซมที่ดำเนินการในสถานที่ก่อสร้างทุกแห่งในประเทศโดยใช้เทคโนโลยีเดียวกัน (หรือคล้ายกัน) ในสภาพการทำงานและการผลิตเดียวกัน (หรือคล้ายกัน) สำหรับงานก่อสร้างพิเศษ การติดตั้ง และการซ่อมแซมที่ไม่ครอบคลุมอยู่ในคอลเลกชันของ EniR ซึ่งดำเนินการที่สถานที่ก่อสร้างของแต่ละกระทรวงและแผนกต่างๆ แผนกบรรทัดฐานและราคา (VNiR)
สำหรับงานก่อสร้าง การติดตั้ง และการซ่อมแซมส่วนบุคคลที่ไม่ครอบคลุมโดย ENiR และ VNiR รวมถึงงานที่ดำเนินการโดยใช้เทคโนโลยีขั้นสูงมากกว่าที่ระบุไว้ในคอลเลกชันของ ENiR หรือ VNiR ที่เกี่ยวข้อง ท้องถิ่นบรรทัดฐานและราคา (MNiR)
ทั่วไปบรรทัดฐานและราคา (TNiR) ได้รับการพัฒนาสำหรับงานก่อสร้างการติดตั้งและซ่อมแซมใหม่ที่ไม่รวมอยู่ในแอสเซมบลี ENIR และ VNiR ที่มีอยู่ซึ่งดำเนินการโดยใช้เทคโนโลยีมาตรฐานและภายใต้เงื่อนไขมาตรฐาน
โต๊ะ
ประเภทของบรรทัดฐานและมาตรฐานที่พัฒนาขึ้นในการก่อสร้าง
|
ชื่อของบรรทัดฐานและมาตรฐาน |
มิติข้อมูลและการกำหนด |
|
|
เวลามาตรฐาน |
ชั่วโมงต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
|
|
อัตราต้นทุนค่าแรง |
ชั่วโมงการทำงานต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
|
|
อัตราการผลิต |
ในหน่วยทางกายภาพต่อพนักงาน (ลิงก์ ทีม) ต่อชั่วโมงหรือกะ (ม./ชม. ม./ซม. ฯลฯ) |
|
|
เวลามาตรฐานในการใช้เครื่องจักรก่อสร้าง |
ชั่วโมงเครื่องจักร ต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
|
|
มาตรฐานการปฏิบัติงานสำหรับเครื่องจักรก่อสร้าง |
เป็นหน่วยทางกายภาพต่อเครื่อง (ชุดเครื่องจักร) ต่อชั่วโมงหรือกะ |
2.2. การออกแบบมาตรฐานต้นทุนแรงงานให้กับคนงาน
การออกแบบมาตรฐานทางเทคนิคที่ดีเริ่มต้นด้วยการกำหนดมาตรฐานกระบวนการและการคำนวณองค์ประกอบต่างๆ ของค่าใช้จ่ายด้านเวลาที่เป็นมาตรฐาน: สำหรับการปฏิบัติงาน สำหรับงานเตรียมการและขั้นสุดท้าย สำหรับการพักงานที่มีการควบคุม เท่ากับมูลค่าเต็มของบรรทัดฐานต้นทุนแรงงาน เพื่อการออกแบบองค์ประกอบของหน่วย การออกแบบกระบวนการก่อสร้างตามปกติเกี่ยวข้องกับการเลือกค่าที่เหมาะสมของปัจจัยที่มีอิทธิพล มาตรฐานถูกจัดทำขึ้นในรูปแบบของแผนที่เทคโนโลยีซึ่งสะท้อนถึงเงื่อนไขขององค์กรและทางเทคนิคที่จำเป็นเพื่อให้บรรลุหรือเกินมาตรฐาน
การออกแบบมาตรฐานต้นทุนแรงงานสำหรับงานปฏิบัติการ (หลักและเสริม) ประกอบด้วยการกำหนดต้นทุนที่เหมาะสมสำหรับองค์ประกอบของงานหลักและงานเสริมตามข้อมูลการสังเกตด้านกฎระเบียบตามบรรทัดฐานที่กำหนดไว้ของกระบวนการก่อสร้าง บรรทัดฐานของต้นทุนค่าแรงสำหรับงานเตรียมการและขั้นสุดท้าย (PZR) ได้รับการออกแบบตามกฎบนพื้นฐานของมาตรฐานที่กำหนดไว้เป็นเปอร์เซ็นต์ของเวลาทำงานทั้งหมดที่ใช้ไป (กะหรืองาน)
การออกแบบมาตรฐานสำหรับเวลาที่ใช้ในการหยุดพักทางเทคโนโลยี (การหยุดพักตามการควบคุม) ประกอบด้วยการกำหนดค่าสัมบูรณ์ของต้นทุนสำหรับการหยุดพักทางเทคโนโลยีในการทำงาน พักผ่อน และความต้องการส่วนบุคคลของคนงาน ค่ามาตรฐานสำหรับเวลาที่ใช้ในการหยุดพักทางเทคโนโลยีที่เกี่ยวข้องกับคุณสมบัติของกระบวนการก่อสร้างที่ได้รับการควบคุมมักจะถูกสร้างขึ้นอันเป็นผลมาจากการวิเคราะห์ข้อสังเกตด้านกฎระเบียบของกระบวนการที่จัดอย่างเหมาะสม
การออกแบบบรรทัดฐานสำหรับการใช้เวลาพักผ่อนและความต้องการส่วนตัว แสดงถึงการบัญชีของเวลาส่วนเกินสำหรับความต้องการพักผ่อนตามธรรมชาติ จำนวนค่าใช้จ่ายในการพักผ่อนและความต้องการส่วนบุคคลของพนักงานนั้นเป็นไปตามมาตรฐานที่กำหนดขึ้นจากการสังเกตด้านกฎระเบียบหรือตามตารางมาตรฐาน มาตรฐานสำหรับการพักผ่อนและความต้องการส่วนบุคคลจะกำหนดเป็นเปอร์เซ็นต์ของค่าแรงมาตรฐานหรือเวลามาตรฐาน ขึ้นอยู่กับอาชีพของคนงานและประเภทของงาน
การออกแบบมูลค่าเต็มอัตราต้นทุนแรงงาน . มูลค่าเต็มของมาตรฐานต้นทุนค่าแรงรวมถึงต้นทุนต่อไปนี้: ผลรวมของต้นทุนสำหรับองค์ประกอบของงานปฏิบัติการสำหรับงานเตรียมการและขั้นสุดท้ายสำหรับการพักเทคโนโลยีและค่าใช้จ่ายสำหรับการพักผ่อนและความต้องการส่วนบุคคลที่ได้รับจากการประมวลผลและการวิเคราะห์เชิงบรรทัดฐาน การสังเกต
มูลค่าเต็มของบรรทัดฐานต้นทุนแรงงาน (Nzt) คำนวณโดยใช้สูตร:
NZT = ก็ไม่เช่นกัน* 100
* 60
ที่ไหนหรือ - ค่าแรงสำหรับงานดำเนินงาน คำนวณสำหรับมิเตอร์กระบวนการหลัก คน-นาที เอ็นพีเซอร์ - มาตรฐานต้นทุนค่าแรง ร้อยละของมาตรฐานต้นทุนค่าแรง แต่ - มูลค่าการออกแบบส่วนที่เหลือ เปอร์เซ็นต์ของบรรทัดฐานต้นทุนค่าแรง เอ็นทีพี - มูลค่าการออกแบบช่วงพักทางเทคโนโลยี เปอร์เซ็นต์ของบรรทัดฐานต้นทุนแรงงาน 60 - ปัจจัยการแปลง 1 คน - นาทีต่อ 1 คน - ชั่วโมง
การออกแบบแรงงาน จัดให้มีการกำหนดอาชีพ ประเภท และจำนวนคนงานที่ต้องดำเนินการก่อสร้าง เมื่อปันส่วนกระบวนการทำงานแต่ละรายการที่ดำเนินการโดยคนงานหนึ่งคน อาชีพและหมวดหมู่ของเขาจะถูกกำหนดตามลักษณะของงานที่กำหนดในสมุดอ้างอิงภาษีและคุณสมบัติแบบรวมปัจจุบัน (UTKS) เมื่อกระบวนการปันส่วนประกอบด้วยการปฏิบัติงานซึ่งการดำเนินการนั้นต้องใช้คุณสมบัติที่แตกต่างกันและบางครั้งอาชีพของคนงานที่แตกต่างกัน องค์ประกอบของหน่วยได้รับการออกแบบโดยระบุจำนวนคนงานสำหรับแต่ละอาชีพและอันดับของพวกเขา
วางแผน:
เวลามาตรฐาน NVR คือระยะเวลาที่พนักงานต้องใช้ในการปฏิบัติงานตามวิชาชีพที่เกี่ยวข้อง และมีคุณสมบัติของผลิตภัณฑ์คุณภาพดีภายใต้เงื่อนไขปกติขององค์กรและทางเทคนิค ความก้าวหน้าในการทำงานของพนักงานและความรู้ในการทำงานสำหรับกระบวนการที่เกี่ยวข้องนั้นเชื่อมโยงถึงกัน:
เอ็นวีอาร์ = นิวซีแลนด์, Nzt = Nvr * nsv
สำหรับ NVR คนงานหนึ่งคน สอดคล้องกับ NZT
ตัวอย่าง:การติดตั้งแผงเดียวใช้เวลา 0.75 ชั่วโมงโดยทีมงาน 4 คน อัตราค่าแรงจะเป็น: Nzt = Nvr * nzv = 0.75 * 4 = 3 (คน-ชั่วโมง)
อัตราต้นทุนค่าแรง (NZt) - ความเข้มข้นของแรงงานที่กำหนดไว้หรือจำนวนแรงงานที่ใช้ไป คน - ชั่วโมง
(หน่วยวัด.ผลิตภัณฑ์)
คนงานที่มีวิชาชีพและคุณสมบัติที่เหมาะสมในการผลิตหน่วยผลิตภัณฑ์คุณภาพดีภายใต้เงื่อนไขปกติขององค์กรและทางเทคนิค
อัตราการผลิต (เอ็นเวียร์) - จำนวนผลิตภัณฑ์คุณภาพดีที่ผู้ปฏิบัติงานในวิชาชีพและคุณสมบัติที่เกี่ยวข้องต้องผลิตภายใต้เงื่อนไขขององค์กรและทางเทคนิคปกติต่อหน่วยเวลา (ชั่วโมง วัน กะ)
มีความแตกต่างระหว่างอัตราการผลิตของพนักงานหนึ่งคนและอัตราการผลิตของทีมหรือหน่วย บรรทัดฐานทั้งหมดเชื่อมโยงถึงกัน
สำหรับคนงานคนหนึ่ง นเวียร์ =ทีซม.
จากสูตรคุณสามารถกำหนด:
Nvyr * Nvr = tcm, Nvr = ทีซม
เอ็นเวียร์
สำหรับหน่วย (กองพลน้อย) นเวียร์ = ทีซม. *nเสียง
นิวซีแลนด์
ที่ไหน เอ็นเวียร์- อัตราการผลิตต่อคนงาน ทีซีเอ็ม- ระยะเวลาของกะเป็นชั่วโมง
ตัวอย่าง:กำหนดอัตราการผลิต Nvyr สำหรับช่างก่อสร้างต่อกะในการก่ออิฐผนังภายนอกโดยมีรอยต่อที่ Nzt = 3.7 คน-ชม./ลบ.ม., t = 8 ชั่วโมง
นเวียร์ = ทีซม. *nเสียง, Nvyr เป็นซม. = 8 * 1 = 2.16 (ลบ.ม./ซม.)
ดอลลาร์นิวซีแลนด์ 3.7
Nvyr ใน h = 1 * 1 = 0.27 (ลบ.ม./ชม.)
โดยอาศัยความเชื่อมโยงระหว่าง นิวซีแลนด์และ เอ็นเวียร์คุณสามารถรับสูตรเพื่อกำหนดกำลังขยายได้ เอ็นเวียร์ (ญ1)เป็นเปอร์เซ็นต์เมื่อลดลง ดอลลาร์นิวซีแลนด์ (X1)เป็นเปอร์เซ็นต์
Y1 = 100X1
100 – X1,
ตัวอย่าง:กำหนดเปอร์เซ็นต์การเพิ่มขึ้นของ Nvir ด้วยการลดลง นิวซีแลนด์ 10% สารละลาย: Y1 = 100 * 10 = 11%.
การกำหนดเปอร์เซ็นต์ของการลด Nvir ด้วยการเพิ่ม Nzt
ย2= 100X2
100+X2
ที่ไหน X2- เปอร์เซ็นต์การเพิ่มขึ้นของอัตราค่าแรง ย2- เปอร์เซ็นต์การลดอัตราการผลิต:
X1 = (Kf - 100) ถ้า Kf>100
X2 = 100 - Kf ถ้า Kf<100 .
ระดับการปฏิบัติตามมาตรฐานการผลิตที่แท้จริง (Kf)กำหนด:
เคฟ = นิวซีแลนด์ 100%
ที่ไหน นิวซีแลนด์และ ศรท- ค่าแรงมาตรฐานและตามจริง
3. มาตรฐานการผลิตขั้นพื้นฐาน คุณลักษณะ และความสัมพันธ์
4.1. แนวคิดเรื่องเวลาทำงานของคนงาน
ตามมาตรา. มาตรา 91 แห่งประมวลกฎหมายแรงงานของสหพันธรัฐรัสเซีย เวลาทำงานคือช่วงเวลาที่พนักงานต้องปฏิบัติหน้าที่ด้านแรงงานตามข้อบังคับด้านแรงงานขององค์กรและเงื่อนไขของสัญญาจ้างงาน ชั่วโมงการทำงานปกติต้องไม่เกิน 40 ชั่วโมงต่อสัปดาห์ เวลาพักกลางวันไม่รวมอยู่ในชั่วโมงทำงาน
4.2. การจำแนกเวลาทำงานของคนงาน
การจำแนกเวลาทำงานของพนักงาน (WWT) ดำเนินการเพื่อวัตถุประสงค์ต่างๆ เพื่อวัตถุประสงค์ในการวิจัยและศึกษาต้นทุนเวลาทำงาน จึงมีการใช้การจำแนกประเภททางเศรษฐศาสตร์ มีการใช้การจำแนกประเภทต่อไปนี้
โครงการจำแนกองค์ประกอบของต้นทุนเวลาทำงานเพื่อกำหนดมาตรฐาน
เพื่อระบุการสูญเสีย PBP จะใช้การจำแนกประเภทต่อไปนี้:

การจำแนกเวลาของพนักงานเพื่อระบุความสูญเสีย
5. มาตรฐานการสังเกตและการประมวลผล
5.1. แนวคิดและประเภทของข้อสังเกตเชิงบรรทัดฐาน
การสังเกตตามกฎระเบียบคือการศึกษากระบวนการก่อสร้างและติดตั้งเพียงครั้งเดียว (ยาวนานอย่างน้อยครึ่งกะ)
จากการสังเกตด้านกฎระเบียบจะได้รับตัวบ่งชี้ต้นทุนแรงงานต่อหน่วยการผลิตพร้อมกับลักษณะของเงื่อนไขการผลิตที่เกี่ยวข้องกับตัวบ่งชี้ที่เกี่ยวข้อง มีการใช้การสังเกตเชิงบรรทัดฐานหลายประเภท การบัญชีภาพถ่าย- ประเภทของการสังเกตตามกฎระเบียบที่ใช้สำหรับการวัดอย่างต่อเนื่อง (ณ เวลาปัจจุบัน) ของเวลาทุกประเภทที่ใช้ในระหว่างกระบวนการก่อสร้างและการติดตั้งเวลา- ประเภทของการสังเกตที่ใช้สำหรับการวัดเวลาแบบต่อเนื่องหรือแบบเลือกที่ใช้ในการศึกษากระบวนการระยะสั้นหรือแบบวนรอบ การกำหนดเวลาคือการศึกษาระยะเวลาขององค์ประกอบที่ซ้ำกันของงานพื้นฐานของคนงานและเครื่องจักร
การบัญชีทางเทคนิค- การสังเกตด้วยสายตาของการตั้งชื่อองค์ประกอบที่ขยายใหญ่ขึ้น (แบ่งต้นทุนทั้งหมดออกเป็นสองกลุ่ม - ต้นทุนมาตรฐานและไม่ได้มาตรฐาน) มีลักษณะเฉพาะด้วยการบันทึกเวลาและแรงงานกลุ่มด้วยความแม่นยำในการบันทึกเวลา 5 - 10 นาที กำลังถ่ายทำ- การสังเกตเชิงบรรทัดฐานประเภทหนึ่งที่ใช้ในการออกแบบบรรทัดฐานและมาตรฐานองค์ประกอบสำหรับต้นทุนค่าแรงและระบุวิธีการขั้นสูงสำหรับงานที่แพร่หลายที่สุด โดยเฉพาะอย่างยิ่งในระยะเวลาการดำเนินงานสั้น ออสซิลโลกราฟฟีพบการประยุกต์ใช้ในการศึกษาอิทธิพลของกระบวนการแรงงานต่อร่างกายมนุษย์ สภาพการทำงาน และระดับการรับน้ำหนักของชิ้นส่วนการทำงานของเครื่องจักรการสังเกตชั่วขณะ- ใช้เพื่อศึกษาระดับการใช้กองทุนกะของเวลาทำงาน ช่วยให้สามารถสังเกตวัตถุจำนวนมากที่กำลังศึกษาพร้อมกันและในเวลาอันสั้นเพื่อรับข้อมูลที่เชื่อถือได้เกี่ยวกับระดับปริมาณงานของเครื่องจักรและพนักงานในช่วงเวลาหนึ่ง
5.2. วิธีการทางเทคนิคสำหรับการดำเนินการสังเกตด้านกฎระเบียบและการวิเคราะห์ผลลัพธ์เพื่อการดำเนินการวิจัยด้านกฎระเบียบที่มีประสิทธิภาพและมีคุณภาพสูง การจัดหาเครื่องมือที่จำเป็นและวิธีการทางเทคนิคต่างๆ ให้กับกลุ่มวิจัยเป็นสิ่งสำคัญอย่างยิ่ง ซึ่งแบ่งออกเป็นกลุ่มต่างๆ ต่อไปนี้ขึ้นอยู่กับวัตถุประสงค์: 1) เครื่องมือและอุปกรณ์สำหรับ การวัดเวลาที่ใช้ในกระบวนการแรงงาน 2) อุปกรณ์สำหรับศึกษากระบวนการแรงงานโดยใช้ฟิล์มและภาพถ่าย ๓) เครื่องมือในการศึกษาการทำงานของเครื่องจักร กลไก และอุปกรณ์ ๔) เครื่องมือและอุปกรณ์ในการศึกษาปัจจัยที่มีอิทธิพล 5) เครื่องมือสำหรับวัดปริมาตรของผลิตภัณฑ์สำเร็จรูป 6) วิธีการขององค์กรและทางเทคนิค
5.3. การประมวลผลผลลัพธ์ของการสังเกตด้านกฎระเบียบ
การประมวลผลเบื้องต้นของผลลัพธ์ของการตรวจสอบตามกฎระเบียบของกระบวนการที่ไม่ใช่วงจรซึ่งดำเนินการโดยใช้การบัญชีภาพถ่ายแบบผสม กราฟิก หรือดิจิทัล ประกอบด้วยสองขั้นตอน:
1) การคำนวณเบื้องต้นของต้นทุนแรงงานหรือเวลาและผลิตภัณฑ์สำหรับแต่ละองค์ประกอบในช่วงระยะเวลาการสังเกตโดยรวม (ตามแบบฟอร์ม) 2) ถ่ายโอนการวัดค่าแรงหรือเวลา รวมถึงการวัดผลิตภัณฑ์สำหรับองค์ประกอบทั้งหมดที่บันทึกไว้ในระหว่างกระบวนการสังเกต ไปยังรูปแบบพิเศษ “การประมวลผลแบบไม่เป็นวงจร” (ON) และคำนวณจำนวนของผลิตภัณฑ์ที่ทำสำหรับองค์ประกอบกระบวนการใน 60 นาทีคน . การตรวจสอบความถูกต้องของการกรอกแบบฟอร์ม ON จะดำเนินการดังนี้: “ ต้นทุนรวม” ในบรรทัดสุดท้ายของแบบฟอร์มควรเท่ากับผลคูณของจำนวนงานที่สังเกตและระยะเวลาในการสังเกต ตัวอย่างเช่น หากสังเกตคนงานสองคนเป็นเวลา 7 ชั่วโมง ค่าใช้จ่ายจะเท่ากับ 840 นาทีคน จึงได้กรอกแบบฟอร์มให้ถูกต้อง เมื่อประมวลผลการสังเกตของกระบวนการแบบวนรอบ จะได้ชุดมาตรฐานซึ่งเป็นผลมาจากการสุ่มตัวอย่างแรงงานหรืออินพุตเวลาสำหรับแต่ละองค์ประกอบหรือรอบ จำนวนค่าในแถวสอดคล้องกับจำนวนรอบที่ดำเนินการระหว่างกระบวนการสังเกต 1. วิธีการกำหนดค่าเฉลี่ยถ่วงน้ำหนักคือเมื่อประมวลผลอนุกรมเชิงบรรทัดฐาน จะคำนึงถึงปริมาณงานที่ทำสำหรับการสังเกตที่ยอมรับแต่ละครั้ง การประมวลผลชุดเชิงบรรทัดฐานประกอบด้วยขั้นตอนต่อไปนี้: การจัดกลุ่มค่าที่ได้จากการสังเกตตามประเภทของกระบวนการ การสุ่มตัวอย่างสำหรับแต่ละองค์ประกอบของชุดค่าที่ได้รับ การวิเคราะห์และการทำความสะอาดอนุกรมขั้นพื้นฐานโดยไม่รวมค่าที่ไม่เกี่ยวข้องกับค่าปกติที่กำลังศึกษา ค่าที่เหลือของซีรีส์จะผันผวนภายในขีดจำกัดที่กำหนด ซีรีส์นี้ได้รับการตรวจสอบความน่าจะเป็นของค่าโดยใช้วิธีการประมาณค่าทางคณิตศาสตร์ ในการทำเช่นนี้คุณต้องมี: 2. จัดเรียงแถวเช่น จัดเรียงค่าทั้งหมดเป็นอนุกรมจากน้อยไปหามาก 3. คำนวณค่าสัมประสิทธิ์การแพร่กระจายของอนุกรม 4. ตัดสินใจว่าจำเป็นต้องตรวจสอบซีรีส์หรือไม่กำหนดค่าเฉลี่ยของการสังเกตจากอนุกรมที่ทำความสะอาด ด้วยการทำความสะอาดอนุกรมเพิ่มเติมจากค่าเบี่ยงเบนแบบสุ่ม ค่าสัมประสิทธิ์การกระเจิงของอนุกรม Kp จะถูกกำหนดโดยสูตร:
ที่ไหน Kr = เอแม็กซ์ / อามินกสูงสุด Kr = เอแม็กซ์ / อามิน, - ค่าสูงสุดของซีรีย์;นาที
, - ค่าต่ำสุดของอนุกรม ถ้า < 1,3 ค
, - ค่าต่ำสุดของอนุกรม 1,3< Кр < 2 - ซีรีส์นี้ต้องการการตรวจสอบเพิ่มเติมเกี่ยวกับความเป็นไปได้ที่จะมีการวัดแบบสุ่มอยู่ในนั้น การทดสอบดำเนินการโดยใช้วิธีค่าจำกัด
, - ค่าต่ำสุดของอนุกรม เคพี > 2- อนุกรมนี้จำเป็นต้องมีการตรวจสอบเพิ่มเติม โดยใช้วิธีการคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์ (RMSE) ของค่าเฉลี่ยของอนุกรม
การตรวจสอบอนุกรมโดยใช้วิธีค่าขีดจำกัดสาระสำคัญของวิธีการนี้คือการเปรียบเทียบค่าที่แตกต่างกันมากที่สุดในชุดข้อมูลที่กำลังศึกษากับค่าที่ยอมรับได้และเพื่อตัดสินใจเกี่ยวกับความเป็นไปได้ในการรักษาค่าที่ถูกทดสอบในชุดข้อมูล ค่าสูงสุดและต่ำสุดที่อนุญาตของซีรี่ส์ถูกกำหนดโดยใช้สูตรต่อไปนี้: ไออัน anmax = + Klim (อัน-1 – a1) n - 1 ไอ–เอ1 a1min = - คลิม (อัน – a2) n - 1ที่ไหน Kr = เอแม็กซ์ / อามินฉัน- ผลรวมของค่าทั้งหมดของอนุกรม n- จำนวนค่าในแถว; กn- ค่าที่ใหญ่ที่สุดของซีรี่ส์ที่สั่ง ก1- ค่าที่น้อยที่สุดของซีรี่ส์ที่สั่ง ถึงลิม- ค่าสัมประสิทธิ์ขึ้นอยู่กับจำนวนค่าในชุดที่กำหนดจากตาราง
โต๊ะ
|
จำนวนค่า ในแถว (n-1) |
จำนวนค่า ในแถว (n-1) |
||
Ef = nai2 – (ไอ) 2 / n – 1 * 100,
Ef = 2 / n(n – 1) * 100,
ที่ไหน 2 = (ไอ - อัสอาร์)2- ผลรวมของการเบี่ยงเบนกำลังสองของแต่ละค่าของอนุกรมจากค่าเฉลี่ย
ค่าของข้อผิดพลาดรูต - ค่าเฉลี่ย - กำลังสองที่อนุญาตของค่าเฉลี่ยเลขคณิตอย่างง่ายของอนุกรม ขึ้นอยู่กับจำนวนองค์ประกอบแบบวนรอบในการทำงานของกระบวนการผลิตถูกกำหนดจากตาราง
โต๊ะ
หากข้อผิดพลาดเป็นที่ยอมรับมากขึ้นจากนั้นจึงจำเป็นต้องแยกค่าสุดขั้วค่าใดค่าหนึ่งออกจากซีรีส์ เพื่อพิจารณาว่าอันไหนจะมีการคำนวณ K1และ ถึงยังไม่มีข้อความ:
ไอ–เอ1
ไออัน
ai2–a1ai
อาไน-ไอ2
กรณี: ถ้า K1<К nจากนั้นจึงยกเว้น ครั้งแรก (เล็กที่สุด)มูลค่าของอนุกรมที่สั่ง ( ก1);
ถ้า K1>เคnจากนั้นจึงยกเว้น สุดท้าย (ยิ่งใหญ่ที่สุด)) ค่าของอนุกรมที่สั่ง ( กn).
หลังจากทำความสะอาดและเสร็จสิ้นการตรวจสอบซีรีย์แล้ว ค่าเฉลี่ยจะถูกคำนวณจากค่าที่เหลือของซีรีส์ เพื่อให้การคำนวณง่ายขึ้น คุณสามารถใช้ตารางเสริมได้
โต๊ะ
7. การจัดมาตรฐานแรงงาน
ปัจจุบันอุตสาหกรรมใช้มาตรฐานแรงงานอย่างเป็นระบบซึ่งกำหนดขึ้นโดยใช้วิธีวิเคราะห์ซึ่งอยู่บนพื้นฐานของการศึกษาลักษณะและจำนวนต้นทุนเวลาทำงานซึ่งทำให้สามารถกำหนดต้นทุนจริงสำหรับการปฏิบัติงานเทคนิคการทำงานการปฏิบัติงานและกระบวนการทำงานของแต่ละบุคคลได้ วิธีการวิเคราะห์ของการกำหนดมาตรฐานช่วยให้เราระบุและกำจัดสาเหตุของการสูญเสียเวลาทำงาน เจาะลึกเทคโนโลยีของเทคนิคการทำงานเพื่อแนะนำสิ่งที่ดีที่สุด และค้นหารูปแบบการแบ่งงานที่เหมาะสมที่สุด
ระบบวิทยาศาสตร์สำหรับการศึกษาต้นทุนเวลา มีวัตถุประสงค์เพื่อออกแบบมาตรฐานต้นทุนแรงงาน (มาตรฐานการผลิต) และมาตรการปรับปรุงการใช้เวลาทำงาน จัดทำขึ้นในระเบียบวินัยพิเศษ - กฎระเบียบด้านแรงงานทางเทคนิค
มาตรฐานต้นทุนแร่ที่จัดตั้งขึ้นในเชิงวิเคราะห์นั้นอยู่บนพื้นฐานของเทคโนโลยีที่มีเหตุผลของกระบวนการผลิต การจัดระเบียบทางวิทยาศาสตร์ของแรงงานในสถานที่ทำงานที่กำหนด และจัดให้มีการใช้วิธีการผลิตและเวลาทำงานอย่างมีประสิทธิภาพสูงสุด
มาตรฐานดังกล่าวเรียกว่าความสมเหตุสมผลทางเทคนิค และเนื่องจากมาตรฐานเหล่านี้มุ่งเน้นไปที่ประสบการณ์การทำงานขั้นสูงและความสำเร็จล่าสุดของวิทยาศาสตร์และเทคโนโลยี จึงถูกเรียกว่ามาตรฐานก้าวหน้า
ในบรรดามาตรฐานเวลา (การผลิต) ที่เหมาะสมทางเทคนิคนั้น มีความแตกต่างระหว่างมาตรฐานหลักและมาตรฐานทั่วไป
มาตรฐานหลักคือมาตรฐานที่พัฒนาขึ้นครั้งแรกสำหรับกระบวนการที่กำหนดในสภาวะการผลิตขององค์กรหนึ่งๆ
บรรทัดฐานทั่วไปเป็นบรรทัดฐานที่พัฒนาขึ้นบนพื้นฐานของบรรทัดฐานหลักที่ได้รับการทดสอบในเงื่อนไขการผลิตขององค์กรจำนวนหนึ่งและได้รับการอนุมัติเป็นเอกสารกำกับดูแลเฉพาะ (เช่น ENiR, VNiR, MNiR, TNiR)
7.1 ประเภทของข้อสังเกตด้านกฎระเบียบ
วิธีการกำหนดมาตรฐานทางเทคนิคนั้นขึ้นอยู่กับการสังเกตเชิงบรรทัดฐานของผู้ปฏิบัติงาน หน่วยหรือทีมงานของผู้ปฏิบัติงานที่ดำเนินการในกระบวนการผลิต และการทำงานของเครื่องจักรและกลไก
การสังเกตกฎระเบียบเป็นการศึกษากระบวนการผลิตครั้งเดียว (ยาวนานอย่างน้อยครึ่งกะ) ซึ่งประกอบด้วยงานต่อไปนี้:
1) คำอธิบายของลักษณะกระบวนการ
2) การวัดเวลาทำงานของพนักงานหรือเวลาการใช้เครื่องจักร
3) การวัดผลิตภัณฑ์ที่ผลิตระหว่างการสังเกต
4) การประมวลผลเบื้องต้นของผลการสังเกต
มาตรฐานทางเทคนิคมีวิธีการดั้งเดิมในการศึกษาต้นทุนเวลาทำงาน แผนภาพโครงสร้างของการจำแนกประเภทหลักของการสังเกตด้านกฎระเบียบของกระบวนการแรงงานแสดงในรูปที่ 7.1 ซึ่งส่วนใหญ่รวมถึงการบัญชีภาพถ่าย เวลา และการบัญชีทางเทคนิค (การบัญชีทางเทคนิค)
รูปที่ 7.1 – การจำแนกประเภทหลัก
การสังเกตเชิงบรรทัดฐาน
การบัญชีภาพถ่ายเป็นการสังเกตตามกฎระเบียบประเภทหนึ่งที่ใช้สำหรับการวัดอย่างต่อเนื่อง (ณ เวลาปัจจุบัน) ของเวลาทุกประเภทที่ใช้ในระหว่างกระบวนการผลิต
การบันทึกภาพถ่ายเป็นวิธีการทั่วไปในการสังเกตเชิงบรรทัดฐาน ด้วยความช่วยเหลือนี้ การศึกษาต้นทุนเวลาทำงานด้วยความแม่นยำในการบันทึกตั้งแต่ 5 วินาทีถึง 1 นาที
ตามวิธีการสังเกตและบันทึกเวลาปัจจุบัน การบันทึกภาพถ่ายจะแบ่งออกเป็นแบบกราฟิก แบบผสมและแบบดิจิทัล และขึ้นอยู่กับลักษณะของการสังเกต ออกเป็นรายบุคคลและเป็นกลุ่ม
การบัญชีกราฟิกและภาพถ่ายผสมจะใช้สำหรับการสังเกตเมื่อความแม่นยำของการวัดเวลาสูงสุด 0.5 นาทีก็เพียงพอแล้ว เวลาที่ใช้จะถูกบันทึกในรูปแบบพิเศษโดยใช้ส่วนของเส้นตรงที่เกี่ยวข้องกับองค์ประกอบของกระบวนการที่เกี่ยวข้อง
การบัญชีภาพถ่ายกราฟิกช่วยให้คุณสามารถบันทึกข้อมูลการใช้เวลาสำหรับองค์ประกอบกระบวนการในลำดับทางเทคโนโลยีของการนำไปใช้สำหรับนักแสดงแต่ละคนแยกกัน ปริมาณของผลิตภัณฑ์ที่ผลิตสำหรับการปฏิบัติงานแต่ละครั้งและสำหรับกระบวนการสังเกตโดยรวมก็จะถูกบันทึกไว้อย่างสม่ำเสมอเช่นกัน นอกจากนี้ การบัญชีภาพถ่ายกราฟิกยังใช้ในการติดตามการใช้เวลาของเครื่องจักร ช่างเครื่อง หรือคนงานที่ทำงานเป็นรายบุคคล (ช่างเชื่อม ช่างกระจก ช่างประกอบ ฯลฯ) ลักษณะเฉพาะของการบัญชีภาพถ่ายกราฟิกคือเวลาที่นักแสดงแต่ละคนใช้จะถูกบันทึกด้วยเส้นแยกสีที่ต่างกัน การบันทึกจะทำในรูปแบบ FG ซึ่งมีตาราง 60 ส่วน แต่ละส่วนมีความยาวหนึ่งนาที
การบัญชีภาพถ่ายแบบผสมเป็นรูปแบบการบัญชีต้นทุนเวลาที่เป็นสากลที่สุด สาระสำคัญอยู่ที่ความจริงที่ว่าเวลาที่แต่ละองค์ประกอบของกระบวนการภายใต้การศึกษาถูกแสดงโดยส่วนของเส้นตรงเช่นเดียวกับในการบัญชีภาพถ่ายกราฟิกและจำนวนคนงานที่เกี่ยวข้องในการดำเนินการตามแต่ละองค์ประกอบจะถูกระบุโดย ตัวเลขที่วางอยู่เหนือส่วนที่จุดเริ่มต้น ปริมาณของผลิตภัณฑ์ที่เสร็จสมบูรณ์จะถูกบันทึกในลักษณะเดียวกับการบัญชีภาพถ่ายและกราฟิก วิธีการบันทึกภาพถ่ายนี้ใช้ในการสังเกตการทำงานของกลุ่มคนงานรวมถึงการทำงานของเครื่องจักรไปพร้อมๆ กัน เวลาจะถูกบันทึกไว้ในแบบฟอร์ม FS เมื่อพิจารณาว่ารูปแบบของแบบฟอร์ม FG และ FS มีความคล้ายคลึงกัน จึงอนุญาตให้ใช้แบบฟอร์ม FGS (การบัญชีภาพถ่ายกราฟิกและแบบผสม) สำหรับการทำบัญชีภาพถ่ายทั้งสองประเภทนี้
การบัญชีภาพถ่ายดิจิทัลใช้สำหรับการสร้างมาตรฐานของกระบวนการที่ต้องการความแม่นยำในการบันทึกเวลาสูงหรือแบ่งออกเป็นองค์ประกอบมากมาย จำนวนคนงานที่สังเกตได้ในกรณีนี้มักจะไม่เกินสองคน ความแม่นยำในการบันทึกเวลาคือ 5 วินาที บันทึกจะถูกเก็บไว้ในแบบฟอร์ม C
ด้วยการบันทึกภาพถ่ายส่วนบุคคล เวลาและการผลิตของพนักงานแต่ละคนจะถูกบันทึกแยกกันในระหว่างกระบวนการสังเกต ในการบัญชีภาพถ่ายกลุ่ม การสังเกตจะดำเนินการในการทำงานของหน่วยหรือทีม
การกำหนดเวลาคือการศึกษาระยะเวลาขององค์ประกอบของงานหลักของคนงานและเครื่องจักร นั่นคือกระบวนการแบบวัฏจักรและไม่ใช่วัฏจักรของเครื่องจักร โดยปกติแล้วระยะเวลาขององค์ประกอบกระบวนการจะวัดโดยใช้นาฬิกาจับเวลาโดยคำนึงถึงเวลาที่ใช้ด้วยความแม่นยำ 1 วินาทีและในกรณีที่จำเป็น - สูงถึง 0.2 วินาที
มีสองวิธีในการวัดเวลาในช่วงเวลา: ต่อเนื่อง (ต่อเนื่อง) และแบบเลือก วิธีที่พบบ่อยที่สุดคือวิธีการเลือก ซึ่งใช้เพื่อสร้างมาตรฐานให้กับกระบวนการวัฏจักรที่มีองค์ประกอบซ้ำๆ กัน
การกำหนดเวลาต่อเนื่องจะดำเนินการโดยการบันทึกเวลาการปฏิบัติงานในลำดับเทคโนโลยีในรูปแบบ C ด้วยความแม่นยำในการบันทึก 0.2 ถึง 1 วินาที เทคนิคการกรอกแบบฟอร์ม C เหมือนกับการลงทะเบียนภาพถ่ายดิจิทัล การกำหนดเวลาแบบต่อเนื่องใช้เพื่อศึกษากระบวนการที่ไม่เป็นวงจรที่ดำเนินการโดยเครื่องจักรหนึ่งเครื่องหรือคนงานหนึ่งหรือสองคน
การเลือกจังหวะเวลาจะขึ้นอยู่กับการศึกษาองค์ประกอบบางส่วนของกระบวนการที่ผู้สังเกตการณ์สนใจ ในกรณีนี้ผู้วิจัยไม่ได้บันทึกเวลาปัจจุบัน แต่บันทึกระยะเวลาของการดำเนินการแต่ละรายการตามลำดับที่สะดวกสำหรับเขา จังหวะเวลาของตัวอย่างมักใช้เพื่อศึกษากระบวนการวงจรแบบใช้เครื่องจักรบ่อยกว่า โดยปกติระยะเวลาในการสุ่มตัวอย่างหนึ่งครั้งจะไม่เกินสองถึงสามชั่วโมง วิธีนี้ง่ายและแม่นยำ เวลาจะถูกบันทึกในรูปแบบ XB ด้วยความแม่นยำ 0.2 ถึง 1 วินาที
การบัญชีทางเทคนิคเป็นการสังเกตด้วยภาพในช่วงขององค์ประกอบที่ขยายใหญ่ขึ้น (แบ่งต้นทุนเวลาทั้งหมดออกเป็นสองกลุ่ม - ต้นทุนมาตรฐานและไม่ได้มาตรฐาน) โดดเด่นด้วยการบันทึกกลุ่มเวลาและต้นทุนแรงงานด้วยความแม่นยำในการบันทึกเวลา 5-10 นาที . ในกรณีนี้ เวลาที่ใช้จะถูกบันทึกเป็นกราฟิก และจำนวนพนักงานจะถูกบันทึกเป็นตัวเลข ผลิตภัณฑ์จะถูกวัดบนมิเตอร์กระบวนการทำงานหลักเมื่อสิ้นสุดการสังเกต เมื่อพิจารณาทั้งหมดข้างต้นแล้ว การบัญชีทางเทคนิคควรใช้เพื่อตรวจสอบระดับการปฏิบัติตามมาตรฐานเท่านั้น
7.2 การจัดเตรียมการจัดงาน
ข้อสังเกตด้านกฎระเบียบ
งานขององค์กรและการเตรียมการก่อนดำเนินการสังเกตกฎระเบียบรวมถึงขั้นตอนต่อไปนี้:
1) การจัดกลุ่มวิจัย
2) การทำความคุ้นเคยกับกระบวนการที่กำลังศึกษาเบื้องต้น
3) การสร้างบรรทัดฐานกระบวนการ
4) การเลือกวัตถุสังเกตและแนะนำการชี้แจงที่จำเป็นในการจัดกระบวนการ
5) การเลือกประเภทของการสังเกตเชิงบรรทัดฐาน การกำหนดจำนวนและระยะเวลาของการสังเกต
6) แบ่งกระบวนการออกเป็นองค์ประกอบต่างๆ กำหนดจุดยึดและหน่วยวัดสำหรับการผลิตแต่ละองค์ประกอบและกระบวนการโดยรวม
แหล่งข้อมูลบังคับซึ่งอยู่ภายใต้การศึกษาเบื้องต้นโดยทีมวิจัย ได้แก่ GOSTs, SNiPs ที่เกี่ยวข้อง, เงื่อนไขทางเทคนิค (TU) สำหรับการผลิตและการยอมรับงาน, แคตตาล็อกของเครื่องจักรและอุปกรณ์, โครงการงาน (PPR) และแบบการทำงาน, แรงงาน กฎการคุ้มครอง แผนที่เทคโนโลยี มาตรฐานการผลิตและราคาสำหรับงานที่คล้ายกัน หนังสืออ้างอิงอัตราภาษีและคุณสมบัติ ฯลฯ
การได้รับข้อมูลเริ่มต้นคุณภาพสูงส่วนใหญ่ขึ้นอยู่กับการสร้างบรรทัดฐานของกระบวนการแรงงานที่ถูกต้องซึ่งเป็นส่วนหนึ่งของบรรทัดฐานและมาตรฐานสำหรับการเลือกวัตถุของการสังเกตเชิงบรรทัดฐาน
กระบวนการปกติคือชุดของปัจจัยและเงื่อนไขที่สำคัญที่สุดสำหรับกระบวนการผลิต จะต้องติดตั้งโดยคำนึงถึงข้อกำหนดต่อไปนี้:
1) การปฏิบัติตามองค์กรด้านแรงงานและการผลิตด้วยการพัฒนาอุปกรณ์และเทคโนโลยีที่ทันสมัย
2) การใช้เครื่องจักรและระบบอัตโนมัติอย่างเต็มที่และมีประสิทธิภาพซึ่งออกแบบมาเพื่อใช้กระบวนการควบคุม
3) การปฏิบัติตามวัสดุ ผลิตภัณฑ์ ชิ้นส่วนและโครงสร้างตามข้อกำหนดของ SNiP, GOST เงื่อนไขทางเทคนิคระดับท้องถิ่นและระดับภูมิภาค (TU) สำหรับการผลิตและการยอมรับงาน เทคโนโลยีของกระบวนการนี้
4) ปฏิบัติตามกฎระเบียบด้านอาชีวอนามัยและความปลอดภัยอย่างสมบูรณ์
5) ความคุ้มครองเต็มรูปแบบจากการสังเกตด้านกฎระเบียบของงานทั้งหมดที่รวมอยู่ในกระบวนการภายใต้การศึกษา
6) มั่นใจในการผลิตผลิตภัณฑ์คุณภาพสูง
7) การปฏิบัติตามคุณสมบัติของพนักงานที่ปฏิบัติตามกระบวนการภายใต้การศึกษากับระดับความซับซ้อนของการดำเนินงานที่เป็นส่วนประกอบ
กระบวนการที่เลือกเป็นวัตถุสังเกตจะต้องเป็นไปตามบรรทัดฐานที่ยอมรับและดำเนินการภายใต้เงื่อนไขการผลิตจริง ในกรณีที่มีการเบี่ยงเบนของเงื่อนไขที่แท้จริงของกระบวนการจากบรรทัดฐานที่ยอมรับ จะต้องมีการวางแผนและดำเนินการตามมาตรการขององค์กรและทางเทคนิคที่เหมาะสมเพื่อปรับวัตถุประสงค์ของการสังเกตให้เหมาะสม
ประเภทของการควบคุมดูแลด้านกฎระเบียบจะถูกเลือกตามลักษณะของเทคโนโลยีและองค์กรของกระบวนการที่ได้รับการควบคุม
กระบวนการที่ไม่ใช่วงจรทั้งหมด รวมถึงกระบวนการที่เป็นวงจรที่มีระยะเวลาตั้งแต่ 5 นาทีขึ้นไป มีความเหมาะสมมากกว่าในการศึกษาโดยใช้การบันทึกภาพถ่าย (กราฟิก ผสม หรือดิจิทัล)
แนะนำให้ตรวจสอบกระบวนการแบบวนรอบที่มีสัดส่วนเล็กน้อยขององค์ประกอบที่ไม่ใช่แบบวน (มากถึง 20% ของความเข้มแรงงานทั้งหมดของกระบวนการ) โดยใช้เวลา (ส่วนแบบวนรอบ) และการบัญชีภาพถ่าย (ส่วนที่ไม่เป็นแบบวน)
เมื่อดำเนินการสังเกตการณ์ด้านกฎระเบียบประเภทใดก็ตาม กระบวนการภายใต้การศึกษาจะต้องแบ่งออกเป็นองค์ประกอบองค์ประกอบในลำดับทางเทคโนโลยีของการนำไปปฏิบัติ
เมื่อแบ่งกระบวนการออกเป็นองค์ประกอบต่างๆ คุณจะต้องตรวจสอบให้แน่ใจว่าระบบการตั้งชื่อองค์ประกอบนั้นคำนึงถึงการดำเนินงานทั้งหมดที่วางแผนไว้สำหรับการศึกษาอย่างแน่นอน ซึ่งระบุไว้ในกระบวนการปกติ
จำเป็นต้องแบ่งกระบวนการออกเป็นองค์ประกอบต่างๆ เพื่อให้ได้องค์ประกอบต่างๆ ที่อำนวยความสะดวกสูงสุดในการวัดการผลิตขั้นต้น
เมื่อศึกษากระบวนการทางกล การสังเกตสามารถดำเนินการทั้งแยกกันเกี่ยวกับการทำงานของเครื่องจักรและการทำงานของพนักงาน และร่วมกัน แต่ในกรณีใด ๆ จะต้องรวบรวมระบบการตั้งชื่อแยกต่างหากขององค์ประกอบของการทำงานของเครื่องจักรและองค์ประกอบของการทำงานของผู้ดำเนินการกระบวนการที่ทำงานด้วยความช่วยเหลือของเครื่องนี้ เป็นไปไม่ได้ที่จะสร้างระบบการตั้งชื่อแบบผสมขององค์ประกอบของกระบวนการที่ใช้เครื่องจักร
ในขั้นตอนเดียวกันของการเตรียมการสังเกต จุดตรึงจะถูกกำหนดซึ่งระบุขอบเขตของแต่ละองค์ประกอบ (การทำงาน) ของกระบวนการแรงงานที่กำลังศึกษา สัญญาณสำหรับการกำหนดจุดตรึงสามารถกำหนดได้โดยการรับรู้ด้วยสายตาที่ชัดเจนถึงจุดเริ่มต้นและจุดสิ้นสุดขององค์ประกอบเฉพาะของกระบวนการ
ก่อนที่จะดำเนินการสังเกตการณ์ด้านกฎระเบียบใด ๆ จำเป็นต้องจัดทำคุณลักษณะของกระบวนการ - คำอธิบายที่ถูกต้องของเงื่อนไขขององค์กรและทางเทคนิคทั้งหมดที่กระบวนการแรงงานภายใต้การศึกษาดำเนินการ ลักษณะควรสั้น แต่สะท้อนเนื้อหาและคุณลักษณะทั้งหมดของการดำเนินการตามกระบวนการผลิตที่อยู่ระหว่างการศึกษาอย่างครอบคลุม
เพื่ออธิบายคุณลักษณะของกระบวนการ จึงมีจุดมุ่งหมายให้กรอกแบบฟอร์ม HP พิเศษสำหรับการสังเกตแต่ละรายการแยกกัน
หลังจากที่กิจกรรมขององค์กรและการเตรียมการทั้งหมดเสร็จสิ้นแล้ว การสังเกตด้านกฎระเบียบก็เริ่มต้นขึ้น
7.3 การประมวลผลเบื้องต้นของผลการกำกับดูแล
การสังเกต
7.3.1 กระบวนการที่ไม่เป็นวัฏจักร
การประมวลผลเบื้องต้นของผลลัพธ์ของการสังเกตตามกฎระเบียบของกระบวนการที่ไม่ใช่วงจรซึ่งดำเนินการโดยใช้การบัญชีภาพถ่ายกราฟิก ผสมหรือดิจิทัล ประกอบด้วยสองขั้นตอน:
1) การคำนวณเบื้องต้นของต้นทุนแรงงานหรือเวลาและผลิตภัณฑ์สำหรับแต่ละองค์ประกอบของกระบวนการและสำหรับระยะเวลาการสังเกตโดยรวม (ตามแบบฟอร์ม FGS หรือ C)
2) การถ่ายโอนผลลัพธ์ของการวัดแรงงานหรือเวลา รวมถึงผลลัพธ์ของการวัดผลิตภัณฑ์สำหรับองค์ประกอบของกระบวนการทั้งหมดที่บันทึกไว้ในระหว่างการสังเกตไปยังแบบฟอร์ม ON พิเศษ (การประมวลผลผลลัพธ์ของการสังเกตของกระบวนการที่ไม่ใช่วงจร) และการนับจำนวนของผลิตภัณฑ์ที่เสร็จสมบูรณ์สำหรับกระบวนการ องค์ประกอบต่างๆ ใน 60 นาที
ระยะเวลาของการสังเกตกระบวนการที่ไม่ใช่วงจรหนึ่งครั้งควรมีอย่างน้อยครึ่งหนึ่งของกะ ดังนั้น รายการรายชั่วโมงในแบบฟอร์ม FGS และแบบฟอร์ม C หลายรายการจำเป็นต้องมีการคำนวณระดับกลางเสมอเพื่อถ่ายโอนข้อมูลไปยังแบบฟอร์ม ON การคำนวณขั้นกลางหรือเบื้องต้นประกอบด้วยการสรุปต้นทุนค่าแรงทั้งหมดสำหรับแต่ละองค์ประกอบของกระบวนการ และเวลาหยุดพักที่มีการควบคุมตลอดระยะเวลาการสังเกตทั้งหมด
หลังจากการคำนวณเบื้องต้นแล้ว คุณสามารถกรอกแบบฟอร์ม OH ต่อไปได้
การกรอกแบบฟอร์ม OH ทำได้ดังนี้ ในตอนแรกจะมีการป้อนชื่อขององค์ประกอบทั้งหมดของกระบวนการที่กำลังศึกษาอยู่ ตำแหน่งของพวกเขาในคอลัมน์ที่สอดคล้องกันของแบบฟอร์มจะดำเนินการในลำดับทางเทคโนโลยีที่แน่นอนซึ่งสอดคล้องกับกระบวนการที่กำหนดไว้ตามปกติ หลังจากนั้นกลุ่มขององค์ประกอบการทำงานจะถูกเน้นและผลลัพธ์ของการคำนวณเวลาที่ใช้ไปจะถูกระบุใต้บรรทัด
จากนั้น ให้แยกบรรทัดบันทึกเวลาที่ใช้ในการเตรียมการและงานขั้นสุดท้าย การหยุดพักทางเทคโนโลยีและการพักผ่อน (รวมถึงค่าใช้จ่ายสำหรับความต้องการส่วนบุคคล) กลุ่มขององค์ประกอบของรายจ่ายตามเวลาปกติจะถูกขีดเส้นใต้และจำนวนเงินทั้งหมดจะถูกเขียนไว้ใต้บรรทัด
ถัดไป เวลาที่ใช้ในงานที่ไม่จำเป็นและไม่คาดคิด เวลาหยุดทำงานเนื่องจากองค์กรทำงานไม่ดี และด้วยเหตุผลสุ่ม และการหยุดพักเนื่องจากการละเมิดวินัยแรงงาน จะถูกบันทึก กลุ่มขององค์ประกอบของรายจ่ายด้านเวลาที่ไม่ได้มาตรฐานจะถูกขีดเส้นใต้และจำนวนเงินทั้งหมดจะถูกเขียนไว้ใต้บรรทัด
ใต้ผลรวมย่อยนี้จะมีการลากเส้นอีกครั้งโดยบันทึกจำนวนเวลาทั้งหมดที่ใช้ในองค์ประกอบทั้งหมดของกระบวนการแรงงานภายใต้การศึกษา
7.3.2 กระบวนการแบบวนรอบ
เมื่อประมวลผลผลลัพธ์ของการสังเกตกระบวนการแบบวนรอบ ชุดมาตรฐานของค่าการใช้จ่ายด้านเวลาสำหรับแต่ละองค์ประกอบและรอบโดยรวมจะได้รับจากแบบฟอร์ม CV ที่กรอกเสร็จแล้ว จำนวนค่าในแถวสอดคล้องกับจำนวนรอบที่สังเกตได้
วัตถุประสงค์ของการประมวลผลเบื้องต้นของผลลัพธ์ของการสังเกตกระบวนการแบบวนรอบคือการได้รับค่าเฉลี่ยสำหรับซีรีย์ที่ทำความสะอาดและปรับปรุง
การประมวลผลชุดกฎเกณฑ์ประกอบด้วยขั้นตอนต่อไปนี้:
1) การจัดกลุ่มตามลำดับค่าการใช้จ่ายด้านเวลาที่ได้จากการสังเกตสำหรับแต่ละองค์ประกอบของกระบวนการที่กำลังศึกษา
2) การวิเคราะห์และการทำความสะอาดอนุกรมขั้นพื้นฐานโดยการกำจัดค่าที่ไม่เกี่ยวข้องกับค่าปกติที่กำหนด
3) การตรวจสอบแถวโดยใช้วิธีการทางคณิตศาสตร์ และการทำความสะอาดแถว หากจำเป็น
4) การหาค่าเฉลี่ยจากอนุกรมที่ล้างแล้ว
เมื่อตรวจสอบและล้างอนุกรมจากค่าเบี่ยงเบนแบบสุ่ม จะใช้วิธีการทางสถิติทางคณิตศาสตร์
ประการแรก จะกำหนดค่าสัมประสิทธิ์การกระเจิงของอนุกรมเคพี ตามสูตร:
ขนาดตัวอักษร:16.0pt">ที่ไหน ขึ้น- ค่าสูงสุดของซีรีย์;
ก1- ค่าต่ำสุดของซีรีย์
หากได้รับมูลค่า ถึง รไม่เกิน 1.3 หมายความว่าแถวไม่จำเป็นต้องทำความสะอาด ถ้า ถึง ร> 1.3 แต่ไม่เกิน 2.0 ต้องใช้วิธีค่าจำกัดเพื่อตรวจสอบอนุกรม ถ้า เค พี> 2.0 มีการตรวจสอบอนุกรมโดยใช้วิธีค่าคลาดเคลื่อนกำลังสองเฉลี่ย
การทดสอบอนุกรมโดยใช้วิธีการจำกัดค่าเกี่ยวข้องกับการเปรียบเทียบค่าสุดขีดของอนุกรมที่สั่งภายใต้การศึกษา ( ก1และ ขึ้น) ที่มีค่าสูงสุดที่อนุญาตและตัดสินใจเกี่ยวกับความเป็นไปได้ในการบันทึกค่าที่ทดสอบในชุดข้อมูล
ในการดำเนินการนี้ ขั้นแรกให้กำหนดค่าที่ใหญ่ที่สุดและน้อยที่สุดที่อนุญาตของชุดข้อมูลโดยใช้สูตรต่อไปนี้:
EN-US style="font-size:16.0pt"">font-size:16.0pt">โดยที่ ∑ ก ฉัน - ผลรวมของค่าทั้งหมดของอนุกรมที่กำลังตรวจสอบ
ขึ้น- มูลค่าสูงสุดของซีรีส์
n - จำนวนค่าในแถว;
ถึงลิม- ค่าสัมประสิทธิ์ขึ้นอยู่กับจำนวนค่าในชุดข้อมูลที่กำหนดจากข้อมูลอ้างอิง
ก1- ค่าที่น้อยที่สุดของอนุกรม;
ก2และ เอพี-1- ตามลำดับสมาชิกที่สองและสุดท้ายของซีรีส์ที่สั่ง
การตรวจสอบอนุกรมโดยใช้วิธีค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์ประกอบด้วยการกำหนดค่าของค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์จริง และการเปรียบเทียบค่าที่ได้รับกับค่าที่ยอมรับได้ วิธีนี้ใช้ในการประเมินอนุกรมมาตรฐานเมื่อใด ค > 2.
ค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพันธ์ตามจริง เอตน์(%) ของซีรีย์ที่กำลังตรวจสอบถูกกำหนดโดยสูตร:
font-size:16.0pt">ค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์ที่อนุญาตคือ 7% สำหรับกระบวนการแบบวนรอบที่มีการดำเนินการแบบวนซ้ำสูงสุด 5 ครั้ง และ 10% สำหรับกระบวนการแบบวนรอบที่มีการดำเนินการแบบวนซ้ำมากกว่า 5 ครั้ง
7.4 การออกแบบมาตรฐานต้นทุนแรงงานสำหรับคนงาน
การออกแบบมาตรฐานที่ดีทางเทคนิคประกอบด้วยการพัฒนามาตรฐานกระบวนการ การคำนวณองค์ประกอบต่างๆ ของต้นทุนค่าแรงที่ได้มาตรฐาน (สำหรับการปฏิบัติงานและการเตรียมการ-งานขั้นสุดท้าย) การกำหนดมาตรฐานสำหรับการพักงานที่มีการควบคุม ค่าแรงเต็มจำนวน และการออกแบบองค์ประกอบของ หน่วยคนงาน
การออกแบบกระบวนการผลิตให้เป็นปกติประกอบด้วยการเลือกค่าที่ดีที่สุดของปัจจัยที่มีอิทธิพล มาตรฐานจัดทำขึ้นในรูปแบบของแผนที่เทคโนโลยีซึ่งสะท้อนถึงเงื่อนไขพื้นฐานขององค์กรและทางเทคนิคที่จำเป็นเพื่อให้เป็นไปตามมาตรฐาน
การออกแบบมาตรฐานสำหรับต้นทุนค่าแรงสำหรับงานปฏิบัติการประกอบด้วยการกำหนดค่าของต้นทุนค่าแรงสำหรับองค์ประกอบของกระบวนการภายใต้การศึกษาบนพื้นฐานของข้อมูลจากการสังเกตเชิงบรรทัดฐานที่ผ่านการประมวลผลเบื้องต้น
จากผลของการประมวลผลข้อมูลการสังเกตเบื้องต้น จึงมีการกำหนดตัวบ่งชี้เฉลี่ยของปริมาณของการผลิตขั้นต้นที่เสร็จสมบูรณ์สำหรับองค์ประกอบทั้งหมดของกระบวนการภายใต้การศึกษา ต้นทุนแรงงานและปริมาณการผลิตขั้นต้นถูกกำหนดโดยใช้มิเตอร์แบบองค์ประกอบ
จำนวนต้นทุนค่าแรงสำหรับกระบวนการทำงานทั้งหมดโดยรวมถูกกำหนดโดยการนำต้นทุนค่าแรงจากมิเตอร์การผลิตองค์ประกอบมาสู่การวัดผลิตภัณฑ์ในกระบวนการทำงานหลัก และสรุปต้นทุนค่าแรงเหล่านี้
การนำต้นทุนค่าแรงมาสู่การวัดหลักของกระบวนการที่กำลังศึกษาเรียกว่าการสังเคราะห์มาตรฐาน
ตัวอย่างของการสังเคราะห์บรรทัดฐานที่ง่ายที่สุดคือกรณีที่มาตรวัดการผลิตขององค์ประกอบทั้งหมดสอดคล้องกับการวัดผลิตภัณฑ์หลักของกระบวนการ ในกรณีเช่นนี้ ต้นทุนค่าแรงสำหรับกระบวนการทำงานจะถูกกำหนดโดยการสรุปต้นทุนค่าแรงสำหรับองค์ประกอบของกระบวนการนี้
การสังเคราะห์บรรทัดฐานที่ยากกว่านั้นคือเมื่อการวัดผลิตภัณฑ์ขององค์ประกอบต่างกันและไม่สอดคล้องกับการวัดผลิตภัณฑ์ของกระบวนการโดยรวม ในกรณีเช่นนี้ การคำนวณต้นทุนค่าแรงสำหรับมิเตอร์กระบวนการทำงานหลักจะดำเนินการโดยการคูณต้นทุนค่าแรงในมิเตอร์องค์ประกอบด้วยค่าสัมประสิทธิ์การเปลี่ยนแปลง ตามด้วยการสรุปค่าผลลัพธ์
อัตราการแปลง ถึง n คือตัวเลขที่แสดงจำนวนหน่วยการผลิตในเครื่องวัดองค์ประกอบที่มีอยู่ในหน่วยการผลิตหนึ่งซึ่งแสดงอยู่ในเครื่องวัดหลักของกระบวนการทั้งหมด
ค่าสัมประสิทธิ์ ถึง nกำหนดโดยสูตร:
ขนาดตัวอักษร:16.0pt">ที่ไหน วีเอ่อ- ปริมาณการผลิตในเครื่องวัดองค์ประกอบ
วีn- ปริมาณผลิตภัณฑ์สำเร็จรูปของกระบวนการ
มูลค่ามาตรฐานต้นทุนแรงงานสำหรับงานปฏิบัติการ เอ็น โอ ร.กำหนดโดยการสรุปต้นทุนค่าแรงสำหรับแต่ละองค์ประกอบที ฉัน คูณด้วยสัมประสิทธิ์การเปลี่ยนแปลงที่สอดคล้องกัน ถึง n ฉัน :
font-size:16.0pt">อัตราเวลาที่ใช้ในการเตรียมงานและงานขั้นสุดท้ายที พีซอาร์ตามกฎแล้วได้รับการออกแบบตามมาตรฐานที่กำหนดโดยคิดเป็นเปอร์เซ็นต์ของเวลาทำงานทั้งหมดที่ใช้ไป (กะงาน) มาตรฐานที่แยกจากกันสำหรับเวลาที่ใช้ในการเตรียมการและงานขั้นสุดท้ายมีอยู่ในเอกสารอ้างอิงที่เกี่ยวข้อง
การออกแบบมาตรฐานสำหรับการหยุดพักที่มีการควบคุมประกอบด้วยการกำหนดระยะเวลาที่ใช้ในการหยุดพักทางเทคโนโลยีในการทำงาน การพักผ่อน และความต้องการส่วนบุคคลของคนงาน
ระยะเวลาที่ใช้ในการพักเทคโนโลยีที ทีพีที่เกี่ยวข้องกับคุณลักษณะของกระบวนการผลิตที่ได้รับการควบคุม มักจะถูกสร้างขึ้นอันเป็นผลมาจากการวิเคราะห์ข้อมูลจากการสังเกตด้านกฎระเบียบของกระบวนการที่จัดระเบียบอย่างเหมาะสม
สำหรับทีมที่ประกอบด้วยสองถึงห้าคน ค่ามาตรฐานของการพักเทคโนโลยีจะพิจารณาตามลำดับต่อไปนี้:
1) คำนวณค่าเฉลี่ยของการหยุดพักทางเทคโนโลยีตามข้อสังเกตด้านกฎระเบียบทีทีพี(พุธ).
2) ค่าผลลัพธ์ที่ได้ทีทีพี(พุธ)เปรียบเทียบกับค่าสูงสุดที่อนุญาตที่สอดคล้องกันซึ่งกำหนดไว้ในวัสดุอ้างอิง
การออกแบบบรรทัดฐานสำหรับการใช้เวลาพักผ่อนและความต้องการส่วนตัวที โอลแสดงถึงการบัญชีของเวลาส่วนเกินสำหรับความต้องการพักผ่อนตามธรรมชาติ ค่าของบรรทัดฐานสำหรับเวลาที่ใช้ในการพักผ่อนและความต้องการส่วนบุคคลของคนงานจะถูกนำมาพิจารณาโดยผลของการสังเกตด้านกฎระเบียบของกระบวนการที่จัดอย่างเหมาะสมโดยคำนึงถึงข้อมูลอ้างอิงของบัญชี
มูลค่าเต็มของบรรทัดฐานต้นทุนค่าแรง เอ็น ชม. ต.เพื่อดำเนินการกระบวนการผลิตเฉพาะซึ่งวัดเป็นชั่วโมงทำงาน รวมถึงจำนวนต้นทุนสำหรับองค์ประกอบของงานปฏิบัติการ สำหรับงานเตรียมการและขั้นสุดท้าย การหยุดทำงานทางเทคโนโลยี รวมถึงการพักผ่อนและความต้องการส่วนบุคคล:
ขนาดตัวอักษร:16.0pt">ที่ไหน เอ็น โอ ร.– ค่าแรงสำหรับงานดำเนินงาน คำนวณสำหรับมิเตอร์กระบวนการหลัก นาทีคน
ทีพีซอาร์– มาตรฐานสำหรับงานเตรียมการและงานขั้นสุดท้าย % ของต้นทุนค่าแรงมาตรฐาน
ทีโอล– มาตรฐานการพักผ่อนและความต้องการส่วนบุคคล % ของค่าแรงมาตรฐาน
ทีทีพี– ค่าการออกแบบของการหยุดพักทางเทคโนโลยี, % ของบรรทัดฐานของต้นทุนค่าแรง
60 คือปัจจัยการแปลงจากนาทีคนเป็นชั่วโมงทำงาน
การออกแบบองค์ประกอบของหน่วยผู้ปฏิบัติงานเกี่ยวข้องกับการกำหนดอาชีพ ประเภท และจำนวนผู้ปฏิบัติงานในกระบวนการผลิตที่กำหนด เมื่อปันส่วนกระบวนการทำงานของแต่ละบุคคล อาชีพและหมวดหมู่ของคนงานจะถูกกำหนดตามลักษณะของงานที่กำหนดในหนังสืออ้างอิงอัตราค่าไฟฟ้าและคุณสมบัติ (TKS) ปัจจุบัน เมื่อกระบวนการปันส่วนประกอบด้วยการดำเนินงาน การดำเนินการซึ่งต้องใช้คุณสมบัติของคนงานที่แตกต่างกัน และบางครั้งวิชาชีพที่แตกต่างกัน องค์ประกอบของหน่วยได้รับการออกแบบ โดยมีจำนวนคนงานที่แน่นอนสำหรับแต่ละอาชีพและหมวดหมู่แยกกัน
องค์ประกอบที่ออกแบบอย่างถูกต้องของหน่วยผู้ปฏิบัติงานต้องเป็นไปตามข้อกำหนดพื้นฐานสองประการ:
1) การกระจายภาระงานอย่างสม่ำเสมอตลอดทั้งกะ
2) ปฏิบัติงานตามวิชาชีพและคุณสมบัติ
7.5 การออกแบบมาตรฐานเวลาคอมพิวเตอร์
การออกแบบมาตรฐานเวลาของเครื่องจักรประกอบด้วยขั้นตอนต่อไปนี้:
1) ดำเนินการออกแบบตามปกติ
2) การกำหนดประสิทธิภาพการผลิตที่คำนวณได้ของเครื่องเป็นเวลา 1 ชั่วโมงของการทำงานต่อเนื่อง
3) การกำหนดจำนวนการหยุดพักที่ได้รับการควบคุมในการทำงานของเครื่อง
4) การคำนวณมูลค่าเต็มของบรรทัดฐานเวลาของเครื่อง
5) การคำนวณองค์ประกอบของพนักงานที่ให้บริการเครื่องจักร
มาตรฐานเวลาเครื่องจักรคำนึงถึงต้นทุนประเภทต่อไปนี้: งานภายใต้ภาระงานเต็ม งานภายใต้ภาระงานที่ลดลง (ไม่สมบูรณ์) พอสมควร งานที่ไม่ได้ใช้งานที่หลีกเลี่ยงไม่ได้ และการหยุดพักที่มีการควบคุม
เวลาที่ใช้ในการทำงานของเครื่องจักรและผู้ปฏิบัติงานในการบำรุงรักษาสามารถแบ่งออกเป็นส่วนต่างๆ ได้ดังต่อไปนี้:
1) การทำงานเป็นทีมของคนงานและเครื่องจักร
2) การทำงานของเครื่องจักรโดยไม่ต้องมีพนักงานมีส่วนร่วม
3) งานอิสระของคนงาน
4) การหยุดชะงักทางเทคโนโลยีในการทำงานของคนงาน
5) การหยุดชะงักทางเทคโนโลยีในการทำงานของเครื่องจักร 18
สาระสำคัญของวิธีการนี้คือวิธีการวิเคราะห์ในการศึกษากระบวนการทางเทคโนโลยีและแรงงานโดยแบ่งออกเป็นองค์ประกอบมาตรฐานและการวัดต้นทุนค่าแรงโดยการถ่ายภาพเวลาทำงาน การจับเวลา จังหวะการถ่ายภาพ การสังเกตชั่วขณะ หรือการทดลอง
ขอแนะนำให้ใช้วิธีการวิเคราะห์และการวิจัยเพื่อศึกษาต้นทุนของเวลาทำงานพร้อมกับการออกแบบค่าที่เหมาะสมที่สุดในงานจัดระเบียบและปันส่วนแรงงานในเงื่อนไขของการเพิ่มบทบาทของปัจจัยทางเศรษฐกิจในกระบวนการผลิตวัสดุ สินค้าการทำกำไรและการกระจายสินค้า
ต้นทุนเวลาทำงานจำแนกได้:
- * เกี่ยวกับพนักงาน;
- * เกี่ยวข้องกับกระบวนการผลิตเพื่อกำหนดเนื้อหาและลักษณะของเวลาทำงานที่ใช้ในการปฏิบัติงานที่กำหนด
- * เกี่ยวกับวิธีการ;
สำหรับพนักงานนั้น เวลาทำงานจะแบ่งออกเป็นช่วงเวลาการจ้างงานตามงานที่กำหนด และเวลาพักจากงาน เวลาที่ใช้ในการปฏิบัติงานแบ่งออกเป็น เวลาเตรียมการและครั้งสุดท้าย เวลาปฏิบัติงาน เวลาบริการขององค์กรและทางเทคนิค เวลาเปลี่ยนระหว่างการบำรุงรักษาเครื่องจักรหลายเครื่อง เวลาสังเกตความคืบหน้าของกระบวนการผลิต และการทำงานของอุปกรณ์ จำเป็นต้องบันทึกเวลาที่ใช้ในการปฏิบัติงานที่ระบุและงานสุ่มที่ไม่ได้จัดเตรียมไว้ในงานการผลิต
เวลาพักงานแบ่งออกเป็นช่วงพักที่มีการควบคุมเพื่อการพักผ่อนและความต้องการส่วนบุคคล ด้วยเหตุผลขององค์กรและทางเทคนิค และตามกฎแล้วไม่ได้รับการควบคุม ซึ่งเกิดจากการหยุดชะงักของกระบวนการผลิตปกติหรือการละเมิดวินัยแรงงาน
การจำแนกประเภทของต้นทุนเวลาทำงานที่เกี่ยวข้องกับกระบวนการผลิตจะใช้เมื่อวิเคราะห์ไม่ใช่ประเภทของต้นทุนค่าแรงของพนักงานในระหว่างกะงาน แต่เป็นประเภทของงานที่ผู้ปฏิบัติงานด้านการผลิตใช้เวลาทำงาน
เวลาในการใช้อุปกรณ์ประกอบด้วยระยะเวลาของการดำเนินงานและการหยุดทำงานที่เกิดจากสาเหตุต่าง ๆ ของลักษณะองค์กรและทางเทคนิคตลอดจนสาเหตุที่เกี่ยวข้องกับการละเมิดวินัยแรงงานของคนงาน
การจำแนกต้นทุนค่าแรงที่เกี่ยวข้องกับอุปกรณ์ช่วยให้เราสามารถระบุสาเหตุของการหยุดทำงานหรือการใช้งานที่ไม่มีประสิทธิภาพในแง่ของประสิทธิภาพการผลิต
ดัชนี (การกำหนดตัวอักษร) ของกลุ่มและหมวดหมู่ของเวลาทำงานที่ใช้ไปซึ่งนำมาใช้ในข้อกำหนดระเบียบวิธีหลักสำหรับการกำหนดมาตรฐานแรงงานมีดังต่อไปนี้
|
ชื่อกลุ่มและประเภทของต้นทุนเวลาทำงาน |
สัญลักษณ์ (ดัชนี) |
|
เวลาทำงานเพื่อดำเนินงานการผลิตให้เสร็จสิ้น การเตรียมการและครั้งสุดท้าย เวลาทำการ เวลาหลัก เวลาเสริม เวลาให้บริการสถานที่ทำงาน เวลาให้บริการขององค์กร เวลาบำรุงรักษา เวลาที่ไม่มีประสิทธิผล เวลาพักจากการทำงาน เวลาพักตามระเบียบเพื่อการพักผ่อนและความต้องการส่วนตัว เวลาพักที่กำหนดโดยเทคโนโลยีและการจัดระเบียบของกระบวนการผลิต เวลาของการหยุดชะงักที่เกิดจากการหยุดชะงักของกระบวนการผลิตตามปกติ เวลาพักเกิดจากการฝ่าฝืนวินัยแรงงาน การเฝ้าระวังที่ใช้งานอยู่ การสังเกตแบบพาสซีฟ |
วิธีการวิจัยหลักคือการถ่ายภาพการใช้เวลาทำงาน และความหลากหลายของเวลาทำงาน (รายบุคคล กลุ่ม ทีม งานที่มีเครื่องจักรหลายเครื่อง ระยะเวลาในการทำงานและการหยุดทำงานของอุปกรณ์ กระบวนการผลิตในช่วงเวลาหนึ่ง) จังหวะเวลา และจังหวะการถ่ายภาพ แต่ละวิธีจะสอดคล้องกับรูปแบบของเอกสาร การบันทึกองค์ประกอบที่วิเคราะห์ ฯลฯ
ตามกฎแล้วการสังเกตจะดำเนินการด้วยวิธีใดวิธีหนึ่งจากสองวิธี ได้แก่ โดยการวัดระยะเวลาของแต่ละองค์ประกอบของงานหรือการพักงานโดยตรง (นาที, วินาที) บันทึกจำนวนกรณีการทำซ้ำของค่าใช้จ่ายเวลาทำงานบางประเภทในช่วงเวลาหนึ่ง (กำหนดไว้ล่วงหน้า) หรือโดยวิธีการสังเกตชั่วขณะในช่วงเวลาสุ่ม
การวัดเวลาโดยตรงช่วยให้สามารถศึกษากระบวนการทำงานและการใช้อุปกรณ์ได้ครบถ้วนที่สุด ในขณะเดียวกัน วิธีการนี้ต้องใช้แรงงานมากและไม่อนุญาตให้นักวิจัยคนใดคนหนึ่งติดตามกลุ่มคนงานหรืออุปกรณ์ไปพร้อมๆ กัน
วิธีการสังเกตชั่วขณะทำให้สามารถลงทะเบียนและคำนึงถึงค่าใช้จ่ายด้านเวลาทำงานเดียวกันของกลุ่มนักแสดงหรือเวลาทำงานและการหยุดทำงานของอุปกรณ์จำนวนที่แตกต่างกันในช่วงเวลาการสังเกตและบนพื้นฐานนี้ กำหนด น้ำหนักเฉพาะและค่าสัมบูรณ์ของค่าใช้จ่ายด้านเวลา วิธีการนี้โดดเด่นด้วยความเข้มของแรงงานต่ำและง่ายต่อการสังเกตและประมวลผลผลลัพธ์ที่ได้รับ ความเร็วของการวิจัย การครอบคลุมวัตถุต่าง ๆ อย่างกว้างขวางโดยการสังเกต รวมถึงการมีส่วนร่วมของบุคลากรด้านวิศวกรรมและเทคนิคในการวิจัยในขณะเดียวกันก็ปฏิบัติงานหลักไปพร้อม ๆ กัน ฯลฯ ข้อเสียของวิธีนี้ ได้แก่ การได้รับเพียงค่าเฉลี่ยต้นทุนของเวลาทำงานและเวลาที่ใช้อุปกรณ์ ขาดข้อมูลเกี่ยวกับลำดับการดำเนินการของกระบวนการที่กำลังศึกษาตลอดจนการเปลี่ยนแปลงที่เป็นไปได้ ฯลฯ
สำหรับวิธีการสังเกตทั้งหมด ขั้นตอนหลักคือ:
- 1. เตรียมความพร้อม;
- 2. การสังเกตโดยตรง
- 3. การประมวลผลผลการสังเกต
- 4. การวิเคราะห์เอกสารการวิจัย
- 5. การจัดทำข้อสรุป ข้อเสนอแนะ ผลเฉพาะ ฯลฯ ตามวัตถุประสงค์การวิจัย
วัตถุประสงค์ของการสังเกตขึ้นอยู่กับ: การเลือกนักแสดง; ระดับการแบ่งส่วนของกระบวนการที่กำลังศึกษา การกำหนดวิธีการและเทคนิคในการทำวิจัย ปริมาณการสังเกต (จำเป็นและเพียงพอ) การประมวลผลวัสดุที่ได้รับและระดับรายละเอียด การนำเสนอผลลัพธ์
ในช่วงเตรียมการสังเกต กระบวนการที่กำลังศึกษาจะแบ่งออกเป็นองค์ประกอบที่เป็นส่วนประกอบของการดำเนินงาน ชุดเทคนิค เทคนิค การกระทำ การเคลื่อนไหว ตามนี้ จุดยึดจะถูกกำหนด - ในระหว่างการสังเกตชั่วขณะ
จุดแก้ไขคือช่วงเวลาที่แสดงอย่างชัดเจนของจุดเริ่มต้นหรือจุดสิ้นสุดของการดำเนินการของแต่ละองค์ประกอบของการดำเนินงานหรือประเภทของต้นทุนแรงงานเมื่อถึงเวลาที่มีการบันทึกไว้ (คงที่) ในระหว่างกระบวนการสังเกต จุดแก้ไข - วางบนเส้นทางของผู้สังเกตการณ์เมื่อไปถึงซึ่งเขาจะต้องบันทึกว่าคนงานกำลังทำอะไรอยู่หรือกำลังทำอะไรกับอุปกรณ์
วิธีการทางเทคนิคจะถูกเลือกขึ้นอยู่กับวัตถุประสงค์ของการศึกษา โดยคำนึงถึงความพร้อมใช้งานและความเป็นไปได้ในการใช้งานเฉพาะ
เพื่อให้มั่นใจถึงความน่าเชื่อถือของผลการสังเกต ควรกำหนดปริมาตรที่เพียงพอและจำเป็นให้เหมาะสม
ข้อสังเกตประการหนึ่งคือการศึกษาต้นทุนค่าแรงของนักแสดงคนหนึ่งเมื่อปฏิบัติงานภายใต้เงื่อนไขขององค์กร เทคนิค สุขอนามัย และสุขอนามัย และค่าหนึ่งของปัจจัยแปรผันในช่วงเวลาหนึ่งที่เพียงพอในการดำเนินการวัดตามจำนวนที่ต้องการ การวัดหนึ่งครั้งคือการบันทึกเวลาดำเนินการขององค์ประกอบของกระบวนการที่กำลังศึกษาเพียงครั้งเดียว
ในขั้นตอนการเตรียมการจะมีการกรอกด้านหน้าของแผ่นสังเกตโดยจะมีการบันทึกข้อมูลที่มีลักษณะเฉพาะของนักแสดง (ชื่อเต็ม, หมายเลขบุคลากร, ความพิเศษ, ประสบการณ์การทำงานในสาขาพิเศษ, ระยะเวลาการให้บริการในงานนี้, ประเภทภาษี, คะแนนการผลิต ), งานที่ทำ (ชื่อของการดำเนินงาน, ชิ้นส่วน, ผลิตภัณฑ์, ลักษณะของวัสดุ, เครื่องมือ, ประเภทของงาน), อุปกรณ์ (ชื่อ, รุ่น, ข้อมูลหนังสือเดินทาง ฯลฯ ), การจัดระเบียบของสถานที่ทำงาน (เค้าโครง อุปกรณ์ การบำรุงรักษา ขั้นตอน) เป็นต้น ในขั้นตอนที่สอง การสังเกตโดยตรงจะดำเนินการตามวิธีการศึกษาที่เลือกและบันทึกเวลาที่ใช้ในการปฏิบัติงาน (หน้าที่) ในระหว่างกระบวนการสังเกตจะมีการกรอกแผ่นสังเกตการณ์ซึ่งบันทึกสิ่งที่สังเกตได้เช่น ต้นทุนเวลาแรงงานที่กำลังศึกษา เวลาปัจจุบันหรือระยะเวลาของต้นทุน การจัดทำดัชนี และบันทึกของผู้สังเกตการณ์พิเศษ รูปแบบการบันทึกอาจเป็น: ดิจิตอล (บันทึกเวลาการสังเกตปัจจุบันเป็นชั่วโมง นาที วินาที); ดัชนี; กราฟิก; ผสม
ขั้นตอนที่สามคือการประมวลผลข้อมูลที่ได้รับซึ่งประกอบด้วยการคำนวณค่าเฉลี่ยและการสร้างผลลัพธ์สุดท้ายสำหรับตัวชี้วัดที่ศึกษาทั้งหมด การรวบรวมบทสรุปของต้นทุนเวลาทำงานเดียวกันและการคำนวณ
ขั้นตอนที่สี่เกี่ยวข้องกับการวิเคราะห์และการออกแบบกระบวนการที่มีประสิทธิภาพมากขึ้น (แรงงาน เทคโนโลยี การผลิต) และต้นทุนเวลาทำงาน
ในขั้นตอนที่ห้าซึ่งดำเนินการบนพื้นฐานของวัสดุที่ได้รับในระหว่างกระบวนการสังเกตจะมีการกำหนดมูลค่าของบรรทัดฐานต้นทุนแรงงานที่กำหนดไว้
ในการถ่ายภาพเวลาทำงานผู้สังเกตการณ์จะต้องมาถึงสถานที่ทำงานล่วงหน้า 15-20 นาที ก่อนเริ่มกะ การสังเกตจะเริ่มตั้งแต่วินาทีที่นักแสดงทำงาน หากเขามาสาย จะมีการบันทึกข้อความที่เกี่ยวข้องไว้ในแผ่นสังเกต หากนักแสดงยังคงทำงานต่อหลังจากสิ้นสุดกะ จะต้องสังเกตจนกว่าจะสิ้นสุดกะ ในระหว่างกระบวนการสังเกต ไม่แนะนำให้นักแสดงให้คำแนะนำใด ๆ และหันเหความสนใจไปที่คำถามเกี่ยวกับสาเหตุของการหยุดทำงานและการเปลี่ยนแปลงที่เกิดขึ้นระหว่างการทำงาน การเปลี่ยนแปลงทั้งหมดจะต้องบันทึกไว้ในแผ่นสังเกตและนำไปใช้ในการวิเคราะห์เอกสารการวิจัย
การวิเคราะห์ผลการสังเกตเริ่มต้นด้วยการกำหนดความต้องการและระดับของเหตุผลในการปฏิบัติงานแต่ละองค์ประกอบของงาน กระบวนการแรงงาน ฯลฯ ในกระบวนการศึกษาข้อมูลที่ได้รับ ตัวเลือกที่สมเหตุสมผลสำหรับการดำเนินการตามกระบวนการและเวลาที่จำเป็นสำหรับการดำเนินการควรเป็น ออกแบบ ผลการวิเคราะห์ใช้เพื่อสร้างมาตรฐานในการเตรียมการและครั้งสุดท้าย เวลาสำหรับสถานที่ให้บริการ เวลาพักผ่อนและความต้องการส่วนบุคคล การนำไปปฏิบัติ ตลอดจนแก้ไขปัญหาอื่น ๆ ขององค์กรและมาตรฐานการทำงาน
การกำหนดเวลาเป็นรูปแบบหนึ่งของการสังเกตในระหว่างที่มีการศึกษาองค์ประกอบของการปฏิบัติงาน องค์ประกอบของการปฏิบัติงาน การเตรียมการขั้นสุดท้าย และการบำรุงรักษาสถานที่ทำงานแบบวนซ้ำ
การสังเกตเวลามีลักษณะเป็นขั้นตอนหลัก คุณสมบัติบางประการของการดำเนินการ การประมวลผล และการวิเคราะห์ผลลัพธ์ของจังหวะเวลามีการกล่าวถึงด้านล่าง
การเตรียมการสังเกตส่วนใหญ่ขึ้นอยู่กับเป้าหมายและงานเฉพาะด้านเวลา นี่หมายถึงระดับของการแบ่งกระบวนการที่กำลังศึกษา การจัดระเบียบงานในที่ทำงาน และการเลือกพนักงาน
จำนวนการวัดที่จำเป็น (การสังเกต) ถูกกำหนดโดยคำนึงถึงลักษณะของงาน, ประเภทของการผลิต, ระยะเวลาขององค์ประกอบของงานที่กำลังศึกษาตามข้อกำหนดเพื่อความถูกต้องของผลการวัด
ตารางที่ 1
|
ประเภทการผลิต ระยะเวลาขององค์ประกอบของงานที่กำลังศึกษา วินาที |
ลักษณะของงานและการมีส่วนร่วมของคนงาน |
|||
|
งานเครื่องจักร |
งานมือกล |
การตรวจสอบการทำงานของอุปกรณ์ |
ทำด้วยมือ |
|
|
จำนวนการวัดในช่วงเวลา (ค่าสัมประสิทธิ์มาตรฐานของความเสถียรของอนุกรมเวลา) |
||||
|
จำนวนมากถึง 10 |
||||
|
ชุดใหญ่มากถึง 10 |
||||
|
ชุดกลาง มากถึง 10 |
||||
|
ขนาดเล็กและครั้งเดียว |
ความแม่นยำของการวัดขึ้นอยู่กับระยะเวลาของการปฏิบัติงานที่กำลังศึกษา กระบวนการแรงงาน และองค์ประกอบต่างๆ เมื่อระยะเวลาขององค์ประกอบกระบวนการนานถึง 10 วินาที การวัดจะดำเนินการด้วยความแม่นยำ 0.1 วินาที ด้วยระยะเวลาสูงสุด 1 นาที - สูงสุด 0.2 วินาที; ด้วยระยะเวลาที่นานกว่าขององค์ประกอบที่ศึกษา (สูงสุด 3 นาทีขึ้นไป) ข้อผิดพลาดในการบันทึกเวลาที่ใช้จะได้รับอนุญาตภายในขอบเขตสูงสุด 5% ของระยะเวลา แต่ไม่เกิน 1 นาที
ควรสังเกตหลังจาก 40-60 นาที หลังจากเริ่มงานและ 1.5-2 ชั่วโมงก่อนสิ้นสุดวันทำงานให้เสร็จไม่เกิน 30 นาที จนกระทั่งสิ้นสุดการทำงาน การสังเกตการณ์ควรดำเนินการไม่เพียงแต่ในระหว่างวันเท่านั้น แต่ยังรวมถึงระหว่างกะงานอื่นๆ ด้วย
เมื่อทำการสังเกตตามเวลา จุดสำคัญคือการประเมินจังหวะของการทำงาน เนื่องจากวัตถุประสงค์ของการศึกษากำลังเพิ่มมากขึ้นเรื่อย ๆ การศึกษาต้นทุนเวลาทำงานไม่มากเท่ากับการออกแบบค่าขั้นต่ำโดยคำนึงถึงการประเมิน ระดับความเข้มของแรงงาน ผู้สังเกตการณ์ซึ่งวัดเวลาเสร็จสิ้นองค์ประกอบของกระบวนการแรงงานจะต้องประเมินจังหวะการทำงานของนักแสดงไปพร้อม ๆ กันโดยเปรียบเทียบงานจริงกับงานที่กำหนดไว้ล่วงหน้าซึ่งเรียกว่างานปกติ ระดับความเข้มของแรงงานในระดับปกติ (ผ่านการประเมินจังหวะการทำงาน) ควรทำให้ต้นทุนการผลิตน้อยที่สุดเพื่อให้ได้ผลกำไรสูงสุด และในขณะเดียวกันก็จัดให้มีบรรทัดฐานทางสรีรวิทยาที่เป็นประโยชน์ต่อสุขภาพของนักแสดง ตามปกติ ขอแนะนำให้ใช้จังหวะการทำงานที่เพียงพอกับความเร็วของการแสดงองค์ประกอบย่อยพื้นฐาน “ยืดมือของคุณด้วยการควบคุมระดับต่ำในระยะ 40 ซม.” เท่ากับ 93 ซม./วินาที อัตราก้าวนี้รวมอยู่ในระบบมาตรฐานองค์ประกอบจุลภาค (BSM) ขั้นพื้นฐานภายในประเทศ การประมวลผลผลการสังเกตเกี่ยวข้องกับการวิเคราะห์ลำดับเหตุการณ์ผ่านการประเมินเปรียบเทียบค่าสัมประสิทธิ์ความเสถียรที่แท้จริงของซีรีส์ด้วยค่ามาตรฐาน (แสดงในตาราง) หากค่าสัมประสิทธิ์ที่แท้จริงน้อยกว่าหรือเท่ากับค่ามาตรฐาน ลำดับเหตุการณ์จะถือว่ามีเสถียรภาพ และการสังเกตจะถือว่าดำเนินการในเชิงคุณภาพ มิฉะนั้น หลังจากที่ไม่รวมการวัดแบบสุ่มจากอนุกรมเวลาแล้ว การสังเกตจะถูกทำซ้ำ
การประมวลผลผลการสังเกตเพิ่มเติมประกอบด้วยการกำหนดระยะเวลาเฉลี่ยในการดำเนินการของแต่ละองค์ประกอบของกระบวนการวิเคราะห์และบรรทัดฐานของเวลา
จังหวะการถ่ายภาพเป็นการสังเกตการณ์ประเภทหนึ่ง โดยจะจับเวลาในช่วงเวลาหนึ่งของกะพร้อมกับรูปถ่ายเวลาทำงานระหว่างกะด้วย ขอแนะนำให้ใช้เมื่อศึกษาเวลาที่ใช้ในแต่ละองค์ประกอบของงานที่ไม่ได้ทำซ้ำเป็นวัฏจักรในระหว่างวันทำงาน
การสังเกตและการวัดจะดำเนินการโดยใช้วิธีการที่เป็นที่ยอมรับในการประมวลผลผลการสังเกต การวิเคราะห์ข้อมูลที่ได้รับ และการออกแบบกระบวนการแรงงานที่มีเหตุผลในระหว่างการกำหนดเวลาการถ่ายภาพจะดำเนินการแยกกันตามข้อมูลของการสังเกตเวลาและภาพถ่ายในลักษณะที่กำหนด
การศึกษาต้นทุนของเวลาทำงานมีความสำคัญอย่างยิ่งเพราะ... จากข้อมูลที่ได้รับ ปัญหาส่วนใหญ่ที่เกี่ยวข้องกับการจัดองค์กรแรงงานและกฎระเบียบได้รับการแก้ไขแล้ว
การวิจัยดำเนินการเพื่อกำหนดโครงสร้างการดำเนินงานต้นทุนของเวลาทำงานการหาเหตุผลเข้าข้างตนเองของเทคนิคและวิธีการทำงานระบุสาเหตุของการไม่ปฏิบัติตามมาตรฐานต้นทุนที่ไม่สมเหตุสมผลและการสูญเสียเวลาทำงานการรับข้อมูลเกี่ยวกับปัจจัยที่มีอิทธิพลต่อ เวลาเสร็จสิ้นองค์ประกอบของการดำเนินงาน การพัฒนาเอกสารกำกับดูแล การประเมินคุณภาพมาตรฐานและมาตรฐานตลอดจนการแก้ไขปัญหาอื่น ๆ
การศึกษากระบวนการแรงงานเกี่ยวข้องกับการวิเคราะห์ลักษณะทั้งหมดที่ส่งผลต่อแรงงานและประสิทธิภาพการใช้ทรัพยากรการผลิต ศึกษาพารามิเตอร์ทางเทคโนโลยีของอุปกรณ์ ความสอดคล้องกับข้อกำหนดตามหลักสรีรศาสตร์ สภาพการทำงาน เทคโนโลยีที่ใช้ การจัดระเบียบและการบำรุงรักษา รวมถึงคุณสมบัติทางวิชาชีพ จิตสรีรวิทยา ลักษณะทางสังคมของคนงาน และปัจจัยอื่น ๆ วิธีการรับและประมวลผลข้อมูลได้รับการคัดเลือกตามวัตถุประสงค์ของการศึกษา ต้นทุนที่เหมาะสมที่สุดคือต้นทุนรวมขั้นต่ำที่เกี่ยวข้องกับการได้รับข้อมูลที่จำเป็นและการใช้งานในภายหลัง
การแก้ปัญหาสองปัญหาที่เกี่ยวข้องกับการศึกษากระบวนการแรงงานมีความสำคัญมากที่สุด ประการแรกเกี่ยวข้องกับการกำหนดเวลาจริงที่ใช้ในการดำเนินการองค์ประกอบของการดำเนินงาน ประการที่สองคือการกำหนดโครงสร้างของเวลาที่ใช้ระหว่างกะงานหรือบางส่วน
การกำหนดระยะเวลาขององค์ประกอบของการปฏิบัติงานเป็นสิ่งจำเป็นสำหรับการพัฒนามาตรฐานเวลา การเลือกวิธีการทำงานที่มีเหตุผลมากที่สุด และการวิเคราะห์บรรทัดฐานและมาตรฐาน โครงสร้างต้นทุนเวลาทำงานใช้ในการพัฒนามาตรฐานการเตรียมการและเวลาสุดท้าย เวลาในการให้บริการสถานที่ทำงาน การประเมินประสิทธิภาพการใช้เวลาทำงาน และการวิเคราะห์องค์กรแรงงานที่มีอยู่
เนื่องจากต้นทุนด้านเวลาทำงานมีความหลากหลาย จึงจัดประเภทไว้เพื่อวัตถุประสงค์ในการศึกษาและวิเคราะห์ การจำแนกประเภทเป็นพื้นฐานสำหรับการศึกษาค่าใช้จ่ายจริงของเวลาทำงาน การเปรียบเทียบและการวิเคราะห์ผลการสังเกตเพื่อระบุปริมาณสำรองการเติบโต กำหนดเวลาค่าใช้จ่ายที่จำเป็นสำหรับองค์ประกอบของกระบวนการแรงงานและสร้างมาตรฐาน
เวลาทำงานหมายถึงระยะเวลาของวันทำงาน สัปดาห์ทำงานที่กฎหมายกำหนด ตลอดจนเวลาที่คนงานอยู่ที่สถานประกอบการที่เกี่ยวข้องกับงานที่เขาทำ
เวลาทำงานจะแบ่งออกเป็นเวลาทำงานและเวลาพักขึ้นอยู่กับวัตถุประสงค์
เวลาทำงาน หมายถึง ส่วนของวันทำงานในระหว่างที่มีการทำงาน
เวลาพัก หมายถึง ส่วนของวันทำงานในระหว่างที่ไม่ได้ดำเนินการตามกระบวนการแรงงานด้วยเหตุผลหลายประการ
ในทางกลับกัน เวลาทำงานแบ่งออกเป็นสองประเภทของต้นทุน: เวลาในการทำงานการผลิตให้เสร็จสิ้น (Tpz) และเวลาที่ใช้ในการปฏิบัติงานที่ไม่ปกติสำหรับพนักงานที่กำหนดซึ่งสามารถตัดออกได้ (Tnz)
เวลาที่ต้องใช้ในการทำงานด้านการผลิตให้เสร็จสมบูรณ์ รวมถึงเวลาเตรียมความพร้อม-ขั้นสุดท้าย การปฏิบัติงาน และการบำรุงรักษาสถานที่ทำงาน
เวลาเตรียมการและครั้งสุดท้าย (TPT) คือเวลาที่ใช้ในการเตรียมตัวและสถานที่ทำงานของตนให้เสร็จสิ้นงานการผลิต ตลอดจนการดำเนินการทั้งหมดเมื่อเสร็จสิ้น
เวลาปฏิบัติงาน (บนสุด) คือเวลาที่ผู้ปฏิบัติงานทำงานให้เสร็จสิ้น (เปลี่ยนคุณสมบัติของวัตถุของแรงงาน)
แบ่งออกเป็นหลัก (เทคโนโลยี) และเสริม
เวลาพื้นฐาน (Tos) หรือเวลาทางเทคโนโลยีคือเวลาที่ใช้ในการเปลี่ยนแปลงเรื่องแรงงานโดยตรง
ในช่วงเวลาเสริม (ทีวี) จะดำเนินการที่จำเป็นเพื่อดำเนินงานหลัก
เวลาที่ใช้ในการดูแลสถานที่ทำงานและการบำรุงรักษาอุปกรณ์ เครื่องมือ และอุปกรณ์ให้อยู่ในสภาพการทำงานระหว่างกะ ถือเป็นเวลาให้บริการในสถานที่ทำงาน (เบรค) ในเครื่องจักรและกระบวนการอัตโนมัติ จะรวมเวลาทางเทคนิค (Tto) และเวลาบำรุงรักษาองค์กร (เกินไป) ของสถานที่ทำงาน เวลาบำรุงรักษาสถานที่ทำงานรวมถึงเวลาที่ใช้ในการให้บริการสถานที่ทำงานที่เกี่ยวข้องกับประสิทธิภาพของการปฏิบัติงานที่กำหนดหรืองานเฉพาะเจาะจง (การเปลี่ยนเครื่องมือที่ทื่อ ฯลฯ) การบำรุงรักษาองค์กรรวมถึงการบำรุงรักษาสถานที่ทำงานระหว่างกะ ตลอดจนการทำความสะอาดสถานที่ทำงานเมื่อสิ้นสุดกะ
ในบางอุตสาหกรรม (ถ่านหิน โลหะ อาหาร ฯลฯ) ไม่ได้จัดสรรเวลาที่ใช้ในการให้บริการสถานที่ทำงาน แต่หมายถึงเวลาเตรียมการและครั้งสุดท้าย
เวลาพักแบ่งออกเป็น: การพักเพื่อการพักผ่อนและความต้องการส่วนบุคคล (Totl), การพักในลักษณะองค์กรและทางเทคนิค (Tpot), การพักเนื่องจากการละเมิด (Tntd)
การพักผ่อนและการพักส่วนตัวคือเวลาที่คนงานใช้ในการพักผ่อนเพื่อป้องกันความเหนื่อยล้าและเพื่อสุขอนามัยส่วนบุคคล
การหยุดชะงักของลักษณะองค์กรและทางเทคนิคคือเวลาที่เกิดจากเทคโนโลยีและองค์กรการผลิต (Tpt) รวมถึงการหยุดชะงักในการไหลของกระบวนการผลิต (Tpnt)
การหยุดพักที่เกี่ยวข้องกับการละเมิดวินัยแรงงาน ได้แก่ การมาสาย การขาดงานโดยไม่ได้รับอนุญาต การออกจากงานก่อนเวลาอันควร เช่น การหยุดทำงานเนื่องจากความผิดของคนงาน
การจำแนกวิธีการและวิธีการศึกษาต้นทุนเวลาทำงาน
กระบวนการแรงงานสามารถจำแนกได้ตามลักษณะหลายประการ: วัตถุประสงค์ของการศึกษา จำนวนวัตถุที่สังเกต วิธีการดำเนินการสังเกต รูปแบบการบันทึกข้อมูล เป็นต้น
ศึกษาเวลาทำงานโดยวิธีการวัดโดยตรงและวิธีการสังเกตชั่วขณะ
วิธีการวัดโดยตรงช่วยให้สามารถศึกษากระบวนการแรงงานได้อย่างเต็มที่รับข้อมูลที่เชื่อถือได้เกี่ยวกับระยะเวลาในรูปแบบสัมบูรณ์ข้อมูลเกี่ยวกับลำดับการปฏิบัติงานของแต่ละองค์ประกอบงานตลอดจนค่าใช้จ่ายจริงของเวลาทำงานสำหรับการสังเกตทั้งหมด ระยะเวลา.
การวัดเวลาทำงานโดยตรงจะดำเนินการโดยการวัดแบบต่อเนื่อง (ต่อเนื่อง) แบบเลือก และแบบเป็นรอบ
การวัดอย่างต่อเนื่องเป็นเรื่องปกติมากที่สุดในการผลิตทุกประเภทเพราะว่า ให้ข้อมูลโดยละเอียดเกี่ยวกับต้นทุนที่แท้จริงของเวลาทำงาน ความสูญเสีย ขนาด และสาเหตุของการเกิดขึ้น
เพื่อศึกษาองค์ประกอบแต่ละส่วนของการปฏิบัติงาน จะใช้การวัดแบบเลือกสรร โดยเฉพาะอย่างยิ่งใช้เพื่อกำหนดเวลาสำหรับการดำเนินการเสริมและเทคนิคในงานที่มีเครื่องจักรหลายเครื่อง ฯลฯ
การสังเกตตัวอย่างประเภทหนึ่งคือการวัดแบบวนซึ่งใช้ในการศึกษาและวัดการกระทำในระยะเวลาอันสั้น เมื่อไม่สามารถกำหนดเวลาในการดำเนินการได้โดยตรง
อย่างไรก็ตาม ข้อเสียเปรียบหลักของวิธีการวัดโดยตรงคือระยะเวลาที่ยาวนานและความเข้มข้นของแรงงานในการสังเกตและประมวลผลข้อมูลที่ได้รับ ตลอดจนข้อเท็จจริงที่ว่าผู้สังเกตการณ์หนึ่งคนสามารถศึกษาค่าใช้จ่ายด้านเวลาของคนงานเพียงกลุ่มเล็กๆ ไปพร้อมๆ กันได้
สาระสำคัญของวิธีการสังเกตชั่วขณะคือการลงทะเบียนและคำนึงถึงจำนวนค่าใช้จ่ายที่มีชื่อเดียวกันในช่วงเวลาที่เลือกแบบสุ่ม ข้อดีที่สำคัญของวิธีนี้คือสังเกตได้ง่าย ใช้ความเข้มข้นของแรงงานต่ำ และได้ข้อมูลที่ต้องการในระยะเวลาอันสั้น ผู้สังเกตการณ์เพียงคนเดียวสามารถศึกษาค่าใช้จ่ายด้านเวลาของคนงานจำนวนมากได้ การสังเกตชั่วขณะสามารถดำเนินการได้ไม่เพียงแต่โดยผู้สังเกตการณ์พิเศษเท่านั้น แต่ยังรวมถึงผู้ปฏิบัติงานด้านวิศวกรรมและด้านเทคนิคทุกคนด้วย
ข้อเสียของวิธีการสังเกตชั่วขณะคือการรับเฉพาะค่าเฉลี่ยของต้นทุนเวลาทำงาน ข้อมูลที่ไม่สมบูรณ์เกี่ยวกับสาเหตุของการสูญเสียเวลาทำงาน รวมถึงการเปิดเผยโครงสร้างของต้นทุนเวลาทำงานไม่เพียงพอ
เนื่องจากทั้งสองวิธีต้องทนทุกข์ทรมานจากความเป็นอัตวิสัย นักวิจัยจึงต้องเผชิญกับงานในการรวมวิธีการเหล่านี้อย่างเชี่ยวชาญเพื่อลดความเข้มข้นของแรงงานและเพิ่มความน่าเชื่อถือของการศึกษาต้นทุนเวลาทำงาน
ขึ้นอยู่กับวัตถุประสงค์ วัตถุประสงค์ และเนื้อหาของต้นทุนที่กำลังศึกษา ข้อสังเกตแบ่งออกเป็น: ภาพถ่ายเวลาทำงาน จังหวะเวลา และจังหวะการถ่ายภาพ ซึ่งมีการเปิดเผยสาระสำคัญในบทต่อไปนี้
ขึ้นอยู่กับวิธีการสังเกตและบันทึกผลลัพธ์จะแยกแยะวิธีการด้วยภาพอัตโนมัติและระยะไกล
ด้วยวิธีการมองเห็น ผู้สังเกตการณ์จะบันทึกผลลัพธ์ด้วยตนเองตามการอ่านเครื่องมือวัดเวลา (นาฬิกา นาฬิกาจับเวลา ฯลฯ) เช่นเดียวกับการนับจำนวนครั้งที่ใช้ไป ข้อเสียเปรียบหลักของวิธีนี้คือ: ความเป็นส่วนตัวของการบันทึกความเบี่ยงเบนในกระบวนการแรงงานและการประเมินจังหวะการทำงาน, ข้อผิดพลาดในการอ่านเครื่องมือวัดเวลา, ความจำเป็นในการให้ผู้สังเกตการณ์อยู่ใกล้วัตถุสังเกต, ความยากลำบากของ ศึกษากระบวนการที่เกิดขึ้นอย่างรวดเร็วความสนใจของผู้สังเกตการณ์อย่างมากเนื่องจากเขาต้องติดตามคนงานประเมินลักษณะของงานไปพร้อม ๆ กันกำหนดช่วงเวลาในการอ่านเครื่องมือและเก็บบันทึก การสังเกตด้วยสายตาจะสะดวกยิ่งขึ้นหากใช้เครื่องมือที่วัดระยะเวลาขององค์ประกอบกระบวนการแบบกึ่งอัตโนมัติ
ลักษณะเฉพาะของวิธีการอัตโนมัติคือผลลัพธ์ของการสังเกตจะถูกบันทึกโดยไม่ต้องมีส่วนร่วมของผู้สังเกตการณ์ด้วยอุปกรณ์พิเศษบนแผ่นฟิล์ม ฟิล์มถ่ายภาพ วิดีโอ ฯลฯ ซึ่งทำให้สามารถบันทึกได้ไม่เพียงแต่เวลาเท่านั้น แต่ยังรวมถึงกระบวนการด้วย ซึ่งช่วยให้คุณสามารถวิเคราะห์เหตุผลของการเคลื่อนไหวและการกระทำ เปรียบเทียบประสิทธิภาพของเทคนิคเดียวกันโดยพนักงานที่แตกต่างกัน และสร้างสื่อการฝึกอบรมสำหรับฝึกอบรมพนักงานคนอื่นๆ
อย่างไรก็ตาม การปรากฏตัวของผู้สังเกตการณ์โดยตรงในสถานที่ทำงานอาจส่งผลเสียต่อจิตใจของผู้ปฏิบัติงาน ซึ่งเป็นผลมาจากความกังวลใจที่เพิ่มขึ้นของเขาสามารถนำไปสู่การบิดเบือนตัวบ่งชี้การผลิตจริง
เพื่อไม่ให้นักแสดงเสียสมาธิจากการทำงาน มีการเฝ้าระวังระยะไกลซึ่งดำเนินการโดยใช้กล้องที่ซ่อนอยู่ การสังเกตบนจอภาพจะไม่รบกวนพนักงาน และความไม่แน่นอนทั้งหมด (สาเหตุของการขาดงาน ความล้มเหลวในการทำงาน ฯลฯ) สามารถชี้แจงได้เมื่อสิ้นสุดกะจากตัวพนักงานเองหรือจากคนรอบข้าง
บรรยายครั้งที่ 21.doc
การบรรยายครั้งที่ 21
การดำเนินคดีหัวข้อ: ระบบบรรทัดฐานและมาตรฐานในการก่อสร้าง
แนวคิดขององค์กรแรงงานและไม่
แนวคิดพื้นฐานของมาตรฐานแรงงาน
มาตรฐานการผลิตขั้นพื้นฐาน คุณลักษณะ และความสัมพันธ์
ชั่วโมงการทำงานของคนงาน
มาตรฐานการสังเกตและการประมวลผล
4. ชั่วโมงการทำงานของคนงาน
1. แนวคิดขององค์กรแรงงานและไม่– เป็นการนำกิจกรรมการทำงานของผู้คนเข้าสู่ระบบหนึ่ง
– เป็นการนำกิจกรรมการทำงานของผู้คนเข้าสู่ระบบหนึ่งไม่
– องค์กรทางวิทยาศาสตร์ของแรงงานกำลังนำกิจกรรมการทำงานของผู้คนเข้าสู่ระบบบางอย่างด้วยแนวทางทางวิทยาศาสตร์ การจัดระบบแรงงานภายในกลุ่มงานคือ การจัดระบบการใช้งานแรงงานที่มีชีวิต ซึ่งมีให้
การทำงานของกำลังแรงงานเพื่อให้บรรลุผลประโยชน์ของกิจกรรมการทำงาน
งานใดๆ โดยไม่คำนึงถึงรูปแบบทางสังคม จำเป็นต้องมีองค์กรที่แน่นอนภายในสมาคมคนงานแต่ละแห่ง องค์กรดังกล่าวเสนอ การคัดเลือกและเป็นมืออาชีพการฝึกอบรมบุคลากร การพัฒนาวิธีการ
ด้วยความช่วยเหลือซึ่งสามารถทำงานประเภทนี้หรือประเภทนั้นได้: ก)การแยก
และความร่วมมือด้านแรงงานเป็นทีม ข)การจัดเตรียม
คนงานตามลักษณะของงานที่เผชิญอยู่ วี)การจัดสถานที่ทำงาน
เพื่อให้พนักงานแต่ละคนปฏิบัติหน้าที่ที่ได้รับมอบหมาย ช)การสร้างสภาพการทำงาน การให้โอกาสในการดำเนินกิจกรรมการทำงาน จัดตั้งขึ้นสำหรับพนักงานการวัดแรงงานที่แน่นอน ผ่านการปันส่วนซึ่งทำให้สามารถบรรลุสัดส่วนเชิงปริมาณที่จำเป็นระหว่างแรงงานประเภทต่าง ๆ ตามลักษณะและปริมาณของงาน จัดระเบียบค่าจ้าง สร้างวินัยแรงงาน
^ สร้างความมั่นใจในความเป็นระเบียบเรียบร้อยและความสม่ำเสมอในการทำงาน
บทบัญญัติหลักสำหรับองค์กรแรงงานได้รับการควบคุมโดย SNIP 03.01.01-85* “องค์กรการผลิตการก่อสร้าง”
1. การจัดองค์กรแรงงานของคนงานจะต้องรับประกันการเพิ่มผลิตภาพแรงงานคุณภาพของงานก่อสร้างและติดตั้งที่ดำเนินการและสภาพการทำงานที่ปลอดภัย
2. การจัดระบบแรงงานควรอยู่บนพื้นฐานของรูปแบบที่มีเหตุผลของการแบ่งงานและความร่วมมือด้านแรงงาน ความแตกต่างของกระบวนการแรงงาน และการใช้วิธีการและเทคนิคขั้นสูงของแรงงาน
3. รูปแบบหลักในการจัดระเบียบการทำงานของคนงานควรเป็นรูปแบบกองพลน้อยโดยแบ่งกองพลน้อยออกเป็นหน่วยคนงานเฉพาะทางหากจำเป็น
4. องค์กรแรงงานของคนงานต้องแน่ใจว่า:
การประยุกต์วิธีการและเทคนิคการทำงานที่มีประสิทธิภาพสูงตามแผนงาน แผนที่เทคโนโลยี และแผนที่กระบวนการแรงงาน
การจัดหาขอบเขตการทำงานให้กับแต่ละกองพลอย่างทันท่วงทีโดยจัดให้มีสถานที่ทำงานอย่างต่อเนื่องพร้อมทรัพยากรวัสดุและทางเทคนิคและจำนวนอุปกรณ์ทางเทคนิคที่จำเป็น
ขยายการใช้การทำสัญญาแบบทีม
การคุ้มครองแรงงานสำหรับคนงานจะต้องดำเนินการตามมาตรการเพื่อการคุ้มครองส่วนบุคคลและส่วนรวมของคนงาน
สภาพสุขอนามัยต้องเป็นไปตามมาตรฐานปัจจุบันและลักษณะของงาน
คนงานจะต้องได้รับสภาพการทำงาน อาหาร และการพักผ่อนที่จำเป็น
^
2. แนวคิดพื้นฐานของมาตรฐานแรงงาน
2.1. ประเภทของมาตรฐานการผลิตในการก่อสร้าง
ระบบมาตรฐานการผลิตในการก่อสร้างประกอบด้วยมาตรฐานแบบครบวงจร แผนก ท้องถิ่น และมาตรฐาน
มาตรฐานและราคาแบบครบวงจร(ENiR) ได้รับการพัฒนาสำหรับงานก่อสร้าง ติดตั้ง และซ่อมแซมที่ดำเนินการในสถานที่ก่อสร้างทุกแห่งในประเทศโดยใช้เทคโนโลยีเดียวกัน (หรือคล้ายกัน) ในสภาพการทำงานและการผลิตเดียวกัน (หรือคล้ายกัน) สำหรับงานก่อสร้างพิเศษ การติดตั้ง และการซ่อมแซมที่ไม่ครอบคลุมอยู่ในคอลเลกชันของ EniR ซึ่งดำเนินการที่สถานที่ก่อสร้างของแต่ละกระทรวงและแผนกต่างๆ แผนกบรรทัดฐานและราคา (VNiR)
สำหรับงานก่อสร้าง การติดตั้ง และการซ่อมแซมส่วนบุคคลที่ไม่ครอบคลุมโดย ENiR และ VNiR รวมถึงงานที่ดำเนินการโดยใช้เทคโนโลยีขั้นสูงมากกว่าที่ระบุไว้ในคอลเลกชันของ ENiR หรือ VNiR ที่เกี่ยวข้อง ท้องถิ่นบรรทัดฐานและราคา (MNiR)
ทั่วไปบรรทัดฐานและราคา (TNiR) ได้รับการพัฒนาสำหรับงานก่อสร้างการติดตั้งและซ่อมแซมใหม่ที่ไม่รวมอยู่ในแอสเซมบลี ENIR และ VNiR ที่มีอยู่ซึ่งดำเนินการโดยใช้เทคโนโลยีมาตรฐานและภายใต้เงื่อนไขมาตรฐาน
โต๊ะ
^
ประเภทของบรรทัดฐานและมาตรฐานที่พัฒนาขึ้นในการก่อสร้าง
| ชื่อของบรรทัดฐานและมาตรฐาน | เครื่องหมาย | มิติข้อมูลและการกำหนด |
| เวลามาตรฐาน | Nvr | ชั่วโมงต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
| อัตราต้นทุนค่าแรง | นิวซีแลนด์ | ชั่วโมงการทำงานต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
| อัตราการผลิต | เอ็นเวียร์ | ในหน่วยทางกายภาพต่อพนักงาน (ลิงก์ ทีม) ต่อชั่วโมงหรือกะ (ม./ชม. ม./ซม. ฯลฯ) |
| เวลามาตรฐานในการใช้เครื่องจักรก่อสร้าง | ชั่วโมงเครื่องจักร ต่อหน่วยของผลิตภัณฑ์สำเร็จรูป (ขั้นสุดท้าย) |
|
| มาตรฐานการปฏิบัติงานสำหรับเครื่องจักรก่อสร้าง | เอ็นพีอาร์ | เป็นหน่วยทางกายภาพต่อเครื่อง (ชุดเครื่องจักร) ต่อชั่วโมงหรือกะ |
^ 2.2. การออกแบบมาตรฐานต้นทุนแรงงานให้กับคนงาน
การออกแบบมาตรฐานทางเทคนิคที่ดีเริ่มต้นด้วยการกำหนดมาตรฐานกระบวนการและการคำนวณองค์ประกอบต่างๆ ของค่าใช้จ่ายด้านเวลาที่เป็นมาตรฐาน: สำหรับการปฏิบัติงาน สำหรับงานเตรียมการและขั้นสุดท้าย สำหรับการพักงานที่มีการควบคุม เท่ากับมูลค่าเต็มของบรรทัดฐานต้นทุนแรงงาน เพื่อการออกแบบองค์ประกอบของหน่วย การออกแบบกระบวนการก่อสร้างตามปกติเกี่ยวข้องกับการเลือกค่าที่เหมาะสมของปัจจัยที่มีอิทธิพล มาตรฐานถูกจัดทำขึ้นในรูปแบบของแผนที่เทคโนโลยีซึ่งสะท้อนถึงเงื่อนไขขององค์กรและทางเทคนิคที่จำเป็นเพื่อให้บรรลุหรือเกินมาตรฐาน
การออกแบบมาตรฐานต้นทุนแรงงานสำหรับงานปฏิบัติการ (หลักและเสริม) ประกอบด้วยการกำหนดต้นทุนที่เหมาะสมสำหรับองค์ประกอบของงานหลักและงานเสริมตามข้อมูลการสังเกตด้านกฎระเบียบตามบรรทัดฐานที่กำหนดไว้ของกระบวนการก่อสร้าง บรรทัดฐานของต้นทุนค่าแรงสำหรับงานเตรียมการและขั้นสุดท้าย (PZR) ได้รับการออกแบบตามกฎบนพื้นฐานของมาตรฐานที่กำหนดไว้เป็นเปอร์เซ็นต์ของเวลาทำงานทั้งหมดที่ใช้ไป (กะหรืองาน)
การออกแบบมาตรฐานสำหรับเวลาที่ใช้ในการหยุดพักทางเทคโนโลยี (การหยุดพักตามการควบคุม) ประกอบด้วยการกำหนดค่าสัมบูรณ์ของต้นทุนสำหรับการหยุดพักทางเทคโนโลยีในการทำงาน พักผ่อน และความต้องการส่วนบุคคลของคนงาน ค่ามาตรฐานสำหรับเวลาที่ใช้ในการหยุดพักทางเทคโนโลยีที่เกี่ยวข้องกับคุณสมบัติของกระบวนการก่อสร้างที่ได้รับการควบคุมมักจะถูกสร้างขึ้นอันเป็นผลมาจากการวิเคราะห์ข้อสังเกตด้านกฎระเบียบของกระบวนการที่จัดอย่างเหมาะสม
การออกแบบบรรทัดฐานสำหรับการใช้เวลาพักผ่อนและความต้องการส่วนตัว แสดงถึงการบัญชีของเวลาส่วนเกินสำหรับความต้องการพักผ่อนตามธรรมชาติ จำนวนค่าใช้จ่ายในการพักผ่อนและความต้องการส่วนบุคคลของพนักงานนั้นเป็นไปตามมาตรฐานที่กำหนดขึ้นจากการสังเกตด้านกฎระเบียบหรือตามตารางมาตรฐาน มาตรฐานสำหรับการพักผ่อนและความต้องการส่วนบุคคลจะกำหนดเป็นเปอร์เซ็นต์ของค่าแรงมาตรฐานหรือเวลามาตรฐาน ขึ้นอยู่กับอาชีพของคนงานและประเภทของงาน
การออกแบบมูลค่าเต็มอัตราต้นทุนแรงงาน . มูลค่าเต็มของมาตรฐานต้นทุนค่าแรงรวมถึงต้นทุนต่อไปนี้: ผลรวมของต้นทุนสำหรับองค์ประกอบของงานปฏิบัติการสำหรับงานเตรียมการและขั้นสุดท้ายสำหรับการพักเทคโนโลยีและค่าใช้จ่ายสำหรับการพักผ่อนและความต้องการส่วนบุคคลที่ได้รับจากการประมวลผลและการวิเคราะห์เชิงบรรทัดฐาน การสังเกต
มูลค่าเต็มของบรรทัดฐานต้นทุนแรงงาน (Nzt) คำนวณโดยใช้สูตร:
NZT =ก็ไม่เช่นกัน* 100
* 60
ที่ไหนหรือ -
ค่าแรงสำหรับงานดำเนินงาน คำนวณสำหรับมิเตอร์กระบวนการหลัก คน-นาที เอ็นพีเซอร์ -
มาตรฐานต้นทุนค่าแรง ร้อยละของมาตรฐานต้นทุนค่าแรง แต่ -
มูลค่าการออกแบบส่วนที่เหลือ เปอร์เซ็นต์ของบรรทัดฐานต้นทุนค่าแรง เอ็นทีพี -
มูลค่าการออกแบบช่วงพักทางเทคโนโลยี เปอร์เซ็นต์ของบรรทัดฐานต้นทุนแรงงาน 60 - ปัจจัยการแปลง 1 คน - นาทีต่อ 1 คน - ชั่วโมง
การออกแบบแรงงาน จัดให้มีการกำหนดอาชีพ ประเภท และจำนวนคนงานที่ต้องดำเนินการก่อสร้าง เมื่อปันส่วนกระบวนการทำงานแต่ละรายการที่ดำเนินการโดยคนงานหนึ่งคน อาชีพและหมวดหมู่ของเขาจะถูกกำหนดตามลักษณะของงานที่กำหนดในสมุดอ้างอิงภาษีและคุณสมบัติแบบรวมปัจจุบัน (UTKS) เมื่อกระบวนการปันส่วนประกอบด้วยการปฏิบัติงานซึ่งการดำเนินการนั้นต้องใช้คุณสมบัติที่แตกต่างกันและบางครั้งอาชีพของคนงานที่แตกต่างกัน องค์ประกอบของหน่วยได้รับการออกแบบโดยระบุจำนวนคนงานสำหรับแต่ละอาชีพและอันดับของพวกเขา
^
วางแผน:
เวลามาตรฐาน NVR คือระยะเวลาที่พนักงานต้องใช้ในการปฏิบัติงานตามวิชาชีพที่เกี่ยวข้อง และมีคุณสมบัติของผลิตภัณฑ์คุณภาพดีภายใต้เงื่อนไขปกติขององค์กรและทางเทคนิค ความก้าวหน้าในการทำงานของพนักงานและความรู้ในการทำงานสำหรับกระบวนการที่เกี่ยวข้องนั้นเชื่อมโยงถึงกัน:
เอ็นวีอาร์ =นิวซีแลนด์ , Nzt = Nvr * nsv
NSV
สำหรับ NVR คนงานหนึ่งคน
สอดคล้องกับ NZT
ตัวอย่าง:การติดตั้งแผงเดียวใช้เวลา 0.75 ชั่วโมงโดยทีมงาน 4 คน อัตราค่าแรงจะเป็น: Nzt = Nvr * nzv = 0.75 * 4 = 3 (คน-ชั่วโมง)
^ อัตราต้นทุนค่าแรง (NZt) - ความเข้มข้นของแรงงานที่กำหนดไว้หรือจำนวนแรงงานที่ใช้ไป คน - ชั่วโมง
(หน่วยวัด.ผลิตภัณฑ์)
ผู้ปฏิบัติงานที่มีวิชาชีพและคุณสมบัติที่เหมาะสมในการดำเนินการหน่วยผลิตภัณฑ์คุณภาพดีภายใต้เงื่อนไขปกติขององค์กรและทางเทคนิค
^ อัตราการผลิต (เอ็นเวียร์) - จำนวนผลิตภัณฑ์คุณภาพดีที่ผู้ปฏิบัติงานในวิชาชีพและคุณสมบัติที่เกี่ยวข้องต้องผลิตภายใต้เงื่อนไขขององค์กรและทางเทคนิคปกติต่อหน่วยเวลา (ชั่วโมง วัน กะ)
มีความแตกต่างระหว่างอัตราการผลิตของพนักงานหนึ่งคนและอัตราการผลิตของทีมหรือหน่วย บรรทัดฐานทั้งหมดเชื่อมโยงถึงกัน
สำหรับคนงานคนหนึ่ง นเวียร์ =ที ซม.
Nvr
จากสูตรคุณสามารถกำหนด:
Nvyr * Nvr = tcm, Nvr =ที
ซม
เอ็นเวียร์
สำหรับหน่วย (กองพลน้อย) นเวียร์ =ที
ซม. *
n
เสียง
นิวซีแลนด์
ที่ไหน เอ็นเวียร์- อัตราการผลิตต่อคนงาน ทีซีเอ็ม- ระยะเวลาของกะเป็นชั่วโมง
ตัวอย่าง:กำหนดอัตราการผลิต Nvyr สำหรับช่างก่อสร้างต่อกะในการวางผนังอิฐภายนอกโดยมีรอยต่อที่ Nzt = 3.7 คน-ชั่วโมง/เมตร 3, t = 8 ชั่วโมง
นเวียร์ =ที ซม. * n เสียง, Nvyr เป็นซม. =8 * 1 = 2.16 (ม 3 /ซม.)
ดอลลาร์นิวซีแลนด์ 3.7
Nvyr ใน h =1 * 1 = 0.27 (ม 3 /ชม).
3,7
โดยอาศัยความเชื่อมโยงระหว่าง นิวซีแลนด์และ เอ็นเวียร์คุณสามารถรับสูตรเพื่อกำหนดกำลังขยายได้ เอ็นเวียร์ (Y 1
)
เป็นเปอร์เซ็นต์เมื่อลดลง NZT (X 1
)
เป็นเปอร์เซ็นต์
ย 1 = 100X 1
100 – เอ็กซ์ 1,
ตัวอย่าง:กำหนดเปอร์เซ็นต์การเพิ่มขึ้นของ Nvir ด้วยการลดลง นิวซีแลนด์ 10% สารละลาย: ย 1
= 100 * 10
= 11%.
100 - 10
^
การกำหนดเปอร์เซ็นต์ของการลด Nvir ด้วยการเพิ่ม Nzt
ย 2 = 100X 2
100+เอ็กซ์ 2
ที่ไหน เอ็กซ์ 2
- เปอร์เซ็นต์การเพิ่มขึ้นของอัตราค่าแรง ย 2
- เปอร์เซ็นต์การลดอัตราการผลิต:
เอ็กซ์ 1 = (Kf - 100) ถ้า Kf>100
เอ็กซ์ 2
= 100 - Kf ถ้า Kf<100 .
ระดับการปฏิบัติตามมาตรฐานการผลิตที่แท้จริง (Kf)กำหนด:
เคฟ =นิวซีแลนด์ 100%
ที่ไหน นิวซีแลนด์และ ศรท- ค่าแรงมาตรฐานและตามจริง
^
3. มาตรฐานการผลิตขั้นพื้นฐาน คุณลักษณะ และความสัมพันธ์
4.1. แนวคิดเรื่องเวลาทำงานของคนงาน
ตามมาตรา. มาตรา 91 แห่งประมวลกฎหมายแรงงานของสหพันธรัฐรัสเซีย เวลาทำงานคือช่วงเวลาที่พนักงานต้องปฏิบัติหน้าที่ด้านแรงงานตามข้อบังคับด้านแรงงานขององค์กรและเงื่อนไขของสัญญาจ้างงาน ชั่วโมงการทำงานปกติต้องไม่เกิน 40 ชั่วโมงต่อสัปดาห์ เวลาพักกลางวันไม่รวมอยู่ในชั่วโมงทำงาน
^ 4.2. การจำแนกเวลาทำงานของคนงาน
การจำแนกเวลาทำงานของพนักงาน (WWT) ดำเนินการเพื่อวัตถุประสงค์ต่างๆ เพื่อวัตถุประสงค์ในการวิจัยและศึกษาต้นทุนเวลาทำงาน จึงมีการใช้การจำแนกประเภททางเศรษฐศาสตร์ มีการใช้การจำแนกประเภทต่อไปนี้
กับ 
แผนการจำแนกองค์ประกอบของต้นทุนเวลาทำงานเพื่อสร้างมาตรฐาน
เพื่อระบุการสูญเสีย PBP จะใช้การจำแนกประเภทต่อไปนี้: 
^
การจำแนกเวลาของพนักงานเพื่อระบุความสูญเสีย
5. มาตรฐานการสังเกตและการประมวลผล
5.1. แนวคิดและประเภทของข้อสังเกตเชิงบรรทัดฐาน
^
การสังเกตตามกฎระเบียบคือการศึกษากระบวนการก่อสร้างและติดตั้งเพียงครั้งเดียว (ยาวนานอย่างน้อยครึ่งกะ)
จากการสังเกตด้านกฎระเบียบจะได้รับตัวบ่งชี้ต้นทุนแรงงานต่อหน่วยการผลิตพร้อมกับลักษณะของเงื่อนไขการผลิตที่เกี่ยวข้องกับตัวบ่งชี้ที่เกี่ยวข้อง มีการใช้การสังเกตเชิงบรรทัดฐานหลายประเภท
การบัญชีภาพถ่าย- ประเภทของการสังเกตตามกฎระเบียบที่ใช้สำหรับการวัดอย่างต่อเนื่อง (ณ เวลาปัจจุบัน) ของเวลาทุกประเภทที่ใช้ในระหว่างกระบวนการก่อสร้างและการติดตั้ง
เวลา- ประเภทของการสังเกตที่ใช้สำหรับการวัดเวลาแบบต่อเนื่องหรือแบบเลือกที่ใช้ในการศึกษากระบวนการระยะสั้นหรือแบบวนรอบ การกำหนดเวลาคือการศึกษาระยะเวลาขององค์ประกอบที่ซ้ำกันของงานพื้นฐานของคนงานและเครื่องจักร
การบัญชีทางเทคนิค- การสังเกตด้วยสายตาของการตั้งชื่อองค์ประกอบที่ขยายใหญ่ขึ้น (แบ่งต้นทุนทั้งหมดออกเป็นสองกลุ่ม - ต้นทุนมาตรฐานและไม่ได้มาตรฐาน) มีลักษณะเฉพาะด้วยการบันทึกเวลาและแรงงานกลุ่มด้วยความแม่นยำในการบันทึกเวลา 5 - 10 นาที
กำลังถ่ายทำ- การสังเกตเชิงบรรทัดฐานประเภทหนึ่งที่ใช้ในการออกแบบบรรทัดฐานและมาตรฐานองค์ประกอบสำหรับต้นทุนค่าแรงและระบุวิธีการขั้นสูงสำหรับงานที่แพร่หลายที่สุด โดยเฉพาะอย่างยิ่งในระยะเวลาการดำเนินงานสั้น
ออสซิลโลกราฟฟีพบการประยุกต์ใช้ในการศึกษาอิทธิพลของกระบวนการแรงงานต่อร่างกายมนุษย์ สภาพการทำงาน และระดับการรับน้ำหนักของชิ้นส่วนการทำงานของเครื่องจักร
^ การสังเกตชั่วขณะ - ใช้เพื่อศึกษาระดับการใช้กองทุนกะของเวลาทำงาน ช่วยให้สามารถสังเกตวัตถุจำนวนมากที่กำลังศึกษาพร้อมกันและในเวลาอันสั้นเพื่อรับข้อมูลที่เชื่อถือได้เกี่ยวกับระดับปริมาณงานของเครื่องจักรและพนักงานในช่วงเวลาหนึ่ง
^ 5.2. วิธีการทางเทคนิคสำหรับการดำเนินการสังเกตด้านกฎระเบียบและการวิเคราะห์ผลลัพธ์
เพื่อการดำเนินการวิจัยด้านกฎระเบียบที่มีประสิทธิภาพและมีคุณภาพสูง การจัดหาเครื่องมือที่จำเป็นและวิธีการทางเทคนิคต่างๆ ให้กับกลุ่มวิจัยเป็นสิ่งสำคัญอย่างยิ่ง ซึ่งแบ่งออกเป็นกลุ่มต่างๆ ต่อไปนี้ขึ้นอยู่กับวัตถุประสงค์: 1) เครื่องมือและอุปกรณ์สำหรับ การวัดเวลาที่ใช้ในกระบวนการแรงงาน 2) อุปกรณ์สำหรับศึกษากระบวนการแรงงานโดยใช้ฟิล์มและภาพถ่าย ๓) เครื่องมือในการศึกษาการทำงานของเครื่องจักร กลไก และอุปกรณ์ ๔) เครื่องมือและอุปกรณ์ในการศึกษาปัจจัยที่มีอิทธิพล 5) เครื่องมือสำหรับวัดปริมาตรของผลิตภัณฑ์สำเร็จรูป 6) วิธีการขององค์กรและทางเทคนิค
^
5.3. การประมวลผลผลลัพธ์ของการสังเกตด้านกฎระเบียบ
การประมวลผลเบื้องต้นของผลลัพธ์ของการตรวจสอบตามกฎระเบียบของกระบวนการที่ไม่ใช่วงจรซึ่งดำเนินการโดยใช้การบัญชีภาพถ่ายแบบผสม กราฟิก หรือดิจิทัล ประกอบด้วยสองขั้นตอน:
^ 1) การคำนวณเบื้องต้นของต้นทุนแรงงานหรือเวลาและผลิตภัณฑ์สำหรับแต่ละองค์ประกอบในช่วงระยะเวลาการสังเกตโดยรวม (ตามแบบฟอร์ม)2) ถ่ายโอนการวัดค่าแรงหรือเวลา รวมถึงการวัดผลิตภัณฑ์สำหรับองค์ประกอบทั้งหมดที่บันทึกไว้ในระหว่างกระบวนการสังเกต ไปยังรูปแบบพิเศษ “การประมวลผลแบบไม่เป็นวงจร” (ON) และคำนวณจำนวนของผลิตภัณฑ์ที่ทำสำหรับองค์ประกอบกระบวนการใน 60 นาทีคน .
การตรวจสอบความถูกต้องของการกรอกแบบฟอร์ม ON จะดำเนินการดังนี้: “ ต้นทุนรวม” ในบรรทัดสุดท้ายของแบบฟอร์มควรเท่ากับผลคูณของจำนวนงานที่สังเกตและระยะเวลาในการสังเกต ตัวอย่างเช่น หากสังเกตคนงานสองคนเป็นเวลา 7 ชั่วโมง ค่าใช้จ่ายจะเท่ากับ 840 นาทีคน จึงได้กรอกแบบฟอร์มให้ถูกต้อง
เมื่อประมวลผลการสังเกตของกระบวนการแบบวนรอบ จะได้ชุดมาตรฐานซึ่งเป็นผลมาจากการสุ่มตัวอย่างแรงงานหรืออินพุตเวลาสำหรับแต่ละองค์ประกอบหรือรอบ จำนวนค่าในแถวสอดคล้องกับจำนวนรอบที่ดำเนินการระหว่างกระบวนการสังเกต
วิธีการกำหนดค่าเฉลี่ยถ่วงน้ำหนักคือเมื่อประมวลผลอนุกรมเชิงบรรทัดฐาน จะคำนึงถึงปริมาณงานที่ทำสำหรับการสังเกตที่ยอมรับแต่ละครั้ง
การประมวลผลชุดเชิงบรรทัดฐานประกอบด้วยขั้นตอนต่อไปนี้: การจัดกลุ่มค่าที่ได้จากการสังเกตตามประเภทของกระบวนการ การสุ่มตัวอย่างสำหรับแต่ละองค์ประกอบของชุดค่าที่ได้รับ การวิเคราะห์และการทำความสะอาดอนุกรมขั้นพื้นฐานโดยไม่รวมค่าที่ไม่เกี่ยวข้องกับค่าปกติที่กำลังศึกษา ค่าที่เหลือของซีรีส์จะผันผวนภายในขีดจำกัดที่กำหนด ซีรีส์นี้ได้รับการตรวจสอบความน่าจะเป็นของค่าโดยใช้วิธีการประมาณค่าทางคณิตศาสตร์ ในการทำเช่นนี้คุณต้องมี:
1. จัดเรียงแถวเช่น จัดเรียงค่าทั้งหมดเป็นอนุกรมจากน้อยไปหามาก
3. ตัดสินใจว่าจำเป็นต้องตรวจสอบซีรีส์หรือไม่
4. กำหนดค่าเฉลี่ยของการสังเกตจากอนุกรมที่ทำความสะอาด
ด้วยการทำความสะอาดอนุกรมเพิ่มเติมจากค่าเบี่ยงเบนแบบสุ่ม ค่าสัมประสิทธิ์การกระเจิงของอนุกรม Kp จะถูกกำหนดโดยสูตร:
ถึง ร =ก ก /ก , - ค่าสูงสุดของซีรีย์; ,
ที่ไหน Kr = เอแม็กซ์ / อามิน ก, - ค่าสูงสุดของซีรีย์; Kr = เอแม็กซ์ / อามิน , - ค่าสูงสุดของซีรีย์;, - ค่าต่ำสุดของอนุกรม
, - ค่าต่ำสุดของอนุกรม ถึง ร < 1,3 ดังนั้นจึงไม่ควรทำความสะอาดแถว ในกรณีนี้ค่าทั้งหมดของอนุกรมมีความน่าจะเป็นเท่ากันและเหมาะสำหรับการคำนวณค่าเฉลี่ย (ระยะเวลา) ขององค์ประกอบที่กำหนดของกระบวนการทำงาน โดยไม่ต้องตรวจสอบเพิ่มเติม ค่าเฉลี่ยเลขคณิตของอนุกรมจะถูกคำนวณ
, - ค่าต่ำสุดของอนุกรม 1,3< К ร < 2 - ซีรีส์นี้ต้องการการตรวจสอบเพิ่มเติมเกี่ยวกับความเป็นไปได้ที่จะมีการวัดแบบสุ่มอยู่ในนั้น การทดสอบดำเนินการโดยใช้วิธีค่าจำกัด
, - ค่าต่ำสุดของอนุกรม ถึง ร > 2 - อนุกรมนี้จำเป็นต้องมีการตรวจสอบเพิ่มเติม โดยใช้วิธีการคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์ (RMSE) ของค่าเฉลี่ยของอนุกรม
^ การตรวจสอบอนุกรมโดยใช้วิธีค่าขีดจำกัด สาระสำคัญของวิธีการนี้คือการเปรียบเทียบค่าที่แตกต่างกันมากที่สุดในชุดข้อมูลที่กำลังศึกษากับค่าที่ยอมรับได้และเพื่อตัดสินใจเกี่ยวกับความเป็นไปได้ในการรักษาค่าที่ถูกทดสอบในชุดข้อมูล
ค่าสูงสุดและต่ำสุดที่อนุญาตของซีรี่ส์ถูกกำหนดโดยใช้สูตรต่อไปนี้:
 Kr = เอแม็กซ์ / อามิน ฉัน - ก n
Kr = เอแม็กซ์ / อามิน ฉัน - ก n
Kr = เอแม็กซ์ / อามินn ก = +เค ลิม (ก n-1 -ก 1 ),
Kr = เอแม็กซ์ / อามิน ฉัน -ก 1
Kr = เอแม็กซ์ / อามิน1 , - ค่าสูงสุดของซีรีย์; = - เค ลิม (ก n -ก 2 ),
n - 1
ที่ไหน ก ฉัน- ผลรวมของค่าทั้งหมดของอนุกรม n- จำนวนค่าในแถว; ก n- ค่าที่ใหญ่ที่สุดของซีรี่ส์ที่สั่ง Kr = เอแม็กซ์ / อามิน 1
- ค่าที่น้อยที่สุดของซีรี่ส์ที่สั่ง ถึง ลิม- ค่าสัมประสิทธิ์ขึ้นอยู่กับจำนวนค่าในชุดที่กำหนดจากตาราง
โต๊ะ
การตรวจสอบอนุกรมโดยใช้วิธี Relative Mean Square Error (RMSE) ประกอบด้วยการกำหนดค่าของค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพัทธ์ที่แท้จริงของอนุกรมแล้วเปรียบเทียบกับค่าคลาดเคลื่อนที่ยอมรับได้ วิธีนี้ใช้ในการประเมินอนุกรมมาตรฐานเมื่อใด ถึง ร > 2.
ค่าคลาดเคลื่อนกำลังสองเฉลี่ยสัมพันธ์ตามจริง อี ฉอนุกรมที่กำลังทดสอบถูกกำหนดโดยสูตร:
1อี ฉ = 
 นา ฉัน 2
– (ก ฉัน )
2
/n – 1 * 100,
นา ฉัน 2
– (ก ฉัน )
2
/n – 1 * 100,
Kr = เอแม็กซ์ / อามิน ฉัน
หรือ
อี ฉ =
 2
/ น(น – 1) * 100,
2
/ น(น – 1) * 100,
Kr = เอแม็กซ์ / อามิน พ
ที่ไหน 2 = (ก ฉัน - ก พ ) 2 - ผลรวมของการเบี่ยงเบนกำลังสองของแต่ละค่าของอนุกรมจากค่าเฉลี่ย
ค่าของข้อผิดพลาดรูต - ค่าเฉลี่ย - กำลังสองที่อนุญาตของค่าเฉลี่ยเลขคณิตอย่างง่ายของอนุกรม ขึ้นอยู่กับจำนวนองค์ประกอบแบบวนรอบในการทำงานของกระบวนการผลิตถูกกำหนดจากตาราง
โต๊ะ
^ หากข้อผิดพลาดเป็นที่ยอมรับมากขึ้น จากนั้นจึงจำเป็นต้องแยกค่าสุดขั้วค่าใดค่าหนึ่งออกจากซีรีส์ เพื่อพิจารณาว่าอันไหนจะมีการคำนวณ ถึง 1 และ ถึง n :Kr = เอแม็กซ์ / อามิน ฉัน -ก 1
เค1 = ,
Kr = เอแม็กซ์ / อามิน ฉัน -ก n
Kr = เอแม็กซ์ / อามิน ฉัน 2 -ก 1 Kr = เอแม็กซ์ / อามิน ฉัน
เคn = ,
Kr = เอแม็กซ์ / อามิน n Kr = เอแม็กซ์ / อามิน ฉัน -ก ฉัน 2
กรณี: ถ้า ถึง 1 <К nจากนั้นจึงยกเว้น ครั้งแรก (เล็กที่สุด)มูลค่าของอนุกรมที่สั่ง ( ก 1 );
, - ค่าต่ำสุดของอนุกรม ถึง 1 >เค nจากนั้นจึงยกเว้น สุดท้าย (ยิ่งใหญ่ที่สุด)) ค่าของอนุกรมที่สั่ง ( ก n).
หลังจากทำความสะอาดและเสร็จสิ้นการตรวจสอบซีรีย์แล้ว ค่าเฉลี่ยจะถูกคำนวณจากค่าที่เหลือของซีรีส์
เพื่อให้การคำนวณง่ายขึ้น คุณสามารถใช้ตารางเสริมได้
โต๊ะ
| № | 1 | 2 | 3 | 4 | … | … | 10 | n-1 | n | |
| ฉัน | 1 | … | … | … | … | … | … | … | … | ฉัน |
| ฉัน 2 | เอ 1 2 | … | … | … | … | … | … | … | … | ฉัน 2 |
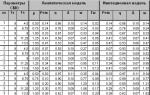
ตัวอย่าง:ตรวจสอบแถวต่อไปนี้: 18, 23, 27, 16, 23, 13, 25, 22, 32, 21 โดยมีองค์ประกอบวงจรเจ็ดองค์ประกอบขององค์ประกอบงาน E เพิ่มเติม = 10%, K p = 32/13 = 2.46
การคำนวณเพิ่มเติมแสดงอยู่ในตาราง
โต๊ะ
| ป | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | รวม- | การกำหนด การอ่าน |
| ฉัน เอ ไอ 2 | 13 | 16 | 18 | 21 | 22 | 23 | 23 | 25 | 27 | 32 | 220 | 1
|
 เอ 1 2
เอ 1 2 อี ฉ = 
 =
=

 8% .
8% .
ตั้งแต่ 8%< 10 %, то ряд очистки не требует.