คุณภาพชิป
(การตรวจสอบขาเข้า 10–12% ของไมโครวงจร - 1990, Tomsk Association "Kontur")
คำถามเพื่อความปลอดภัย
1. ในกรณีใดบ้างที่ระบบอัตโนมัติไม่มีประสิทธิภาพในแง่เศรษฐกิจและสังคม?
3. เสนอส่วนหลักของแผนธุรกิจสำหรับการวางแผนการซื้อและใช้เครื่องกลึงด้วยระบบ CNC ในร้านขายงานโลหะ
4. ปัจจัยใดบ้างที่มีความสำคัญในการปรับปรุงคุณภาพและความน่าเชื่อถือของผลิตภัณฑ์?
2. ระบบอัตโนมัติในวิศวกรรมเครื่องกล
ระบบซีเอ็นซี
การจำแนกประเภทโดยย่อของระบบการผลิตมีดังนี้:
¨ ระบบการผลิต– นี่คือระบบหลายระดับที่ซับซ้อน (ลำดับชั้น) ที่เปลี่ยนผลิตภัณฑ์กึ่งสำเร็จรูปเบื้องต้น วัตถุดิบ วัสดุให้เป็นผลิตภัณฑ์ขั้นสุดท้ายที่เป็นไปตามคำสั่งสาธารณะ
¨ ในความหมายที่กว้างกว่า: การผลิต– คือการรวมกันของทรัพยากร (วัตถุดิบ ทุน แรงงาน และความสามารถของผู้ประกอบการ) ในการผลิตสินค้าและบริการ
¨ พื้นฐานของการผลิตใดๆ – กระบวนการทางเทคโนโลยี (TP)– ปฏิสัมพันธ์บางอย่างของเครื่องมือ การบริการ และระบบการขนส่ง
¨ กระบวนการทางเทคโนโลยีอย่างต่อเนื่อง: การผลิตและการแปรรูปทางเคมี น้ำมันและก๊าซ พลังงาน
¨ กระบวนการทางเทคโนโลยีที่ไม่ต่อเนื่อง: วิศวกรรมเครื่องกล การตัดวัสดุ
¨ TP แบบแยกต่อเนื่อง: โลหะวิทยา ซีเมนต์ วิศวกรรมเครื่องกล ฯลฯ
เราจะใช้วิศวกรรมเครื่องกลเป็นพื้นฐานสำหรับกระบวนการทางเทคโนโลยีและระบบอัตโนมัติที่เกี่ยวข้อง วิศวกรรมเครื่องกล (กระบวนการแปรรูปโลหะ) ควบคู่ไปกับอุตสาหกรรมทอผ้า ถือเป็นวิศวกรรมแรกๆ ที่ต้องใช้ระบบอัตโนมัติ วิศวกรรมเครื่องกลได้รับการพัฒนาอย่างกว้างขวางในภูมิภาคคามา ลองคำนึงถึงระบบอัตโนมัติในอุตสาหกรรมต่างๆ
ดำเนินการบนฐานเทคโนโลยีเดียวโดยใช้สิ่งเดียวกัน
หลักการ
การวิเคราะห์กระบวนการทางเทคโนโลยีในวิศวกรรมเครื่องกลแสดงให้เห็นว่าในวงจรทั่วไปของการจัดระเบียบการผลิตชิ้นส่วน เวลาของเครื่องจักรจะใช้เวลาโดยเฉลี่ยไม่เกิน 5% (ส่วนที่เหลือคือการเตรียมการผลิต การขนส่ง การเก็บรักษา ฯลฯ) ในร้อย
ในเวลากลางคืนเวลาในการประมวลผลเพียงประมาณ 30%
(เวลาที่เหลือคือการวางตำแหน่ง การบรรทุก การวัด เวลาว่าง ฯลฯ)
ความพยายามที่มุ่งเป้าไปที่การเพิ่มความเข้มข้นของกระบวนการทางกลส่งผลเพียงส่วนเล็กๆ ในความสมดุลโดยรวมของวงจรเพื่อให้ได้ผลิตภัณฑ์สำเร็จรูป การวิเคราะห์เดียวกันแสดงให้เห็นว่าการลดการสูญเสียเวลาที่ไม่ใช่การผลิตเป็นไปได้เฉพาะบนพื้นฐานของการรวมการผลิตเท่านั้น ซึ่งตามหลักการแล้ว ช่วยเพิ่มเวลาของเครื่องจักรในวงจรการผลิตโดยรวมเป็น 90% และเวลาของเครื่องจักรภายในวงจรของเครื่องจักรเป็น 90 ด้วย % นอกจากนี้ยังหมายถึงการบูรณาการการผลิต ซึ่งจะช่วยให้สามารถใช้งานอุปกรณ์แบบสามกะได้อย่างต่อเนื่อง รวมถึงกะกลางคืนที่ไม่พลุกพล่าน
ในรูป รูปที่ 2.1 แสดงความสมดุลของเวลาในการใช้อุปกรณ์การผลิตซึ่งตามมาว่าปริมาณสำรองที่ทรงพลังที่สุดในการเพิ่มอัตราการใช้อุปกรณ์คืองานสามกะ
การปฏิบัติได้แสดงให้เห็นว่าตามหลักการแล้ว แนวคิดที่ถูกต้องในการเชื่อมโยงการบูรณาการเข้ากับเทคโนโลยีไร้คนควบคุมนั้นค่อนข้างยากที่จะนำไปใช้ เนื่องจากต้องมีการแก้ปัญหาที่ซับซ้อนทั้งหมด ในบรรดาปัญหาเหล่านี้ ความน่าเชื่อถือของอุปกรณ์และระบบควบคุมที่ใช้ระบบ MP เพิ่มขึ้นอย่างมาก
วัตถุอัตโนมัติในวิศวกรรมเครื่องกล:
เครื่องจักร ¨: การกลึง การกัด การเจาะและคว้าน การเจียร อเนกประสงค์ (ศูนย์เครื่องจักรกล) การตัดเฟือง การกัดเซาะทางไฟฟ้า ฯลฯ
¨ อุปกรณ์รอบนอกของเครื่องมือกล: หุ่นยนต์ หน่วยจัดเก็บพาเลท หน่วยนิตยสารเครื่องมือ ฯลฯ
¨ ระบบการขนส่ง: รถหุ่นยนต์, สายพานลำเลียง ฯลฯ
¨ ระบบจัดเก็บ: คลังสินค้าอัตโนมัติพร้อมเครนเรียงซ้อน สถานีหยิบสินค้า ฯลฯ
¨ ระบบเสริม: ระบบควบคุมและเครื่องวัด สถานีล้างและอบแห้ง ฯลฯ

ข้าว. 2.1. ยอดคงเหลือของการใช้เวลาในการผลิต
อุปกรณ์
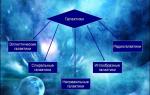
ระบบอัตโนมัติของไมโครโปรเซสเซอร์หลายระบบต้องรวมกันเป็นเครือข่ายคอมพิวเตอร์ภายในเครื่องเดียว จากมุมมองของความสามารถในการผลิตและความยืดหยุ่น ระบบอัตโนมัติในวิศวกรรมเครื่องกลสามารถจำแนกได้ตามระดับของความยืดหยุ่นและความสามารถในการผลิต (รูปที่ 2.2)

ข้าว. 2.2. การจำแนกประเภทของระบบอัตโนมัติในวิศวกรรมเครื่องกล:
x– การตั้งชื่อชิ้นส่วนที่กำหนดให้กับอุปกรณ์ (จำนวนชุด)
ย- จำนวนชิ้นส่วนในชุด; 1
– เครื่องอเนกประสงค์พร้อมคู่มือ
การจัดการ; 2
– เครื่องจักรซีเอ็นซี; 3
– เครื่องจักรอเนกประสงค์
4
– โมดูลการผลิตแบบยืดหยุ่น (FPM) 5
– พื้นที่การผลิตที่ยืดหยุ่น (GPU) 6
– สายงานที่ยืดหยุ่น, เวิร์คช็อป; 7
– เส้นอัตโนมัติ
ตารางที่ 2.1
การผลิตเครื่องมือกลในประเทศผู้ผลิตหลัก
| ประเทศต้นกำเนิด | เครื่องมือกล | เครื่องจักร CNC/% ต้นทุนของเครื่องจักรทั้งหมด | หุ่นยนต์ | |||||
| คัมคอน | – | – | – | |||||
| สหภาพโซเวียต | 1,6/5,2 % | 8,9/24 % | 21,0/47 % | |||||
| จีน | – | – | – | |||||
| สหรัฐอเมริกา | 1,9/19 % | 8,9/34 % | 5,0/44 % | 27,1 | 9,4 | |||
| ญี่ปุ่น | 1,5/7,8 % | 22,1/50 % | 35,3/70 % | 116,0 | 46,8 | |||
| เยอรมนี | 0,8/8,3 % | 4,7/28 % | 14/65 % | 12,4 | 4,8 |
ต้องคำนึงว่าจำนวนเครื่องมือเครื่องจักรในวิศวกรรมเครื่องกลนั้นมากกว่าจำนวนผู้ควบคุมเครื่องจักรถึง 1.5 เท่า อย่างไรก็ตาม ความต้องการเครื่องจักร CNC ไม่เป็นที่พอใจในปี 1990 (ตาราง 2.1)
การใช้เครื่องจักรและระบบอัตโนมัติของกระบวนการผลิตเป็นหนึ่งในทิศทางหลักของความก้าวหน้าทางเทคนิค วัตถุประสงค์ของการใช้เครื่องจักรและระบบอัตโนมัติคือการอำนวยความสะดวกให้กับแรงงานมนุษย์ โดยปล่อยให้บุคคลมีหน้าที่บำรุงรักษาและควบคุม เพื่อเพิ่มผลิตภาพแรงงานและปรับปรุงคุณภาพของผลิตภัณฑ์ที่ผลิต
ข้าว. 3.2. หุ่นยนต์บังคับรุ่น ASH-NYU-1 ใช้สำหรับกลไกในการบรรทุกรวมถึงการบรรทุกอุปกรณ์
การใช้เครื่องจักร- ทิศทางการพัฒนาการผลิตโดยมีลักษณะการใช้เครื่องจักรและกลไกที่เข้ามาแทนที่การใช้กล้ามเนื้อของคนงาน (รูปที่ 3.2)
ตามระดับความสมบูรณ์แบบทางเทคนิค การใช้เครื่องจักรแบ่งออกเป็นประเภทต่างๆ ดังต่อไปนี้:
เครื่องจักรกลบางส่วนและขนาดเล็กโดดเด่นด้วยการใช้กลไกง่าย ๆ ซึ่งส่วนใหญ่มักจะเคลื่อนที่
การใช้เครื่องจักรขนาดเล็กสามารถครอบคลุมบางส่วนของการเคลื่อนไหว ทำให้งาน การปฏิบัติงาน และกระบวนการหลายประเภทไม่ต้องใช้เครื่องจักร
กลไกการใช้เครื่องจักรขนาดเล็กอาจรวมถึงรถเข็น อุปกรณ์ยกแบบธรรมดา ฯลฯ
ระดับสูงสุดของการใช้เครื่องจักรคือระบบอัตโนมัติ ระบบอัตโนมัติหมายถึงการใช้เครื่องจักร เครื่องมือ อุปกรณ์ อุปกรณ์ที่ช่วยให้กระบวนการผลิตสามารถดำเนินการได้โดยไม่ต้องมีส่วนร่วมโดยตรงจากบุคคล แต่อยู่ภายใต้การควบคุมของเขาเท่านั้น ระบบอัตโนมัติของกระบวนการผลิตมีความเกี่ยวข้องกับโซลูชันของกระบวนการจัดการอย่างหลีกเลี่ยงไม่ได้ ซึ่งจะต้องเป็นอัตโนมัติด้วย สาขาวิทยาศาสตร์และเทคโนโลยีที่เกี่ยวข้องกับระบบควบคุมอุปกรณ์อัตโนมัติเรียกว่าระบบอัตโนมัติ ระบบอัตโนมัติขึ้นอยู่กับการจัดการ การควบคุม การรวบรวมและการประมวลผลข้อมูลเกี่ยวกับกระบวนการอัตโนมัติโดยใช้วิธีการทางเทคนิค - เครื่องมือและอุปกรณ์พิเศษ ระบบควบคุมอัตโนมัติ (ACS) ใช้เทคโนโลยีคอมพิวเตอร์อิเล็กทรอนิกส์สมัยใหม่และวิธีการทางคณิตศาสตร์อิเล็กทรอนิกส์ในการจัดการการผลิต และได้รับการออกแบบมาเพื่อช่วยปรับปรุงประสิทธิภาพการผลิต
ระบบอัตโนมัติกระบวนการผลิตยังแบ่งออกเป็น 2 ส่วน คือ
ระบบอัตโนมัติบางส่วนครอบคลุมการดำเนินการบางส่วนที่ดำเนินการ โดยมีเงื่อนไขว่าการดำเนินการที่เหลือนั้นดำเนินการโดยมนุษย์ ตามกฎแล้ว ผลกระทบโดยตรงต่อผลิตภัณฑ์ เช่น การประมวลผล จะดำเนินการโดยอัตโนมัติ และการดำเนินการโหลดชิ้นงานและการรีสตาร์ทอุปกรณ์จะดำเนินการโดยบุคคล อุปกรณ์ดังกล่าวเรียกว่ากึ่งอัตโนมัติ
ระบบอัตโนมัติที่สมบูรณ์หรือซับซ้อนโดยดำเนินการอัตโนมัติของการดำเนินการทั้งหมดรวมถึงการโหลด บุคคลจะเติมชิ้นงานลงในอุปกรณ์โหลด เปิดเครื่องจักร ควบคุมการทำงาน ดำเนินการปรับแต่ง เปลี่ยนเครื่องมือ และกำจัดของเสีย อุปกรณ์ดังกล่าวเรียกว่าอัตโนมัติ ขึ้นอยู่กับปริมาณการใช้งานอุปกรณ์อัตโนมัติ สายการผลิตอัตโนมัติ ส่วนอัตโนมัติ การประชุมเชิงปฏิบัติการและโรงงานมีความโดดเด่น
ตามแนวทางปฏิบัติที่แสดงให้เห็น ระบบอัตโนมัติทั่วไปและแผนระบบอัตโนมัติที่ซับซ้อนถูกนำมาใช้อย่างมีประสิทธิภาพเฉพาะในการผลิตขนาดใหญ่และจำนวนมากเท่านั้น ในการผลิตหลายรายการ ซึ่งจำเป็นต้องมีการเปลี่ยนการไหลบ่อยครั้ง รูปแบบระบบอัตโนมัติแบบธรรมดาจะมีประโยชน์เพียงเล็กน้อย อุปกรณ์ที่ติดตั้งระบบอัตโนมัติแบบอยู่กับที่ไม่อนุญาตให้สลับไปใช้การควบคุมแบบแมนนวล รูปแบบระบบอัตโนมัติทั่วไปหมายถึงการใช้อุปกรณ์โหลด (สไลด์ ถาด ถังขยะ เครื่องป้อน ฯลฯ ) และอุปกรณ์การประมวลผลที่ดัดแปลงเพื่อดำเนินการอัตโนมัติ ผลิตภัณฑ์แปรรูปจะถูกเอาออกโดยใช้อุปกรณ์สำหรับรับผลิตภัณฑ์แปรรูป (สไลด์ ถาด นิตยสาร ฯลฯ)
ผู้ปฏิบัติงานอัตโนมัติและแขนกลซึ่งใช้กันมานานในรูปแบบระบบอัตโนมัติแบบเดิมๆ ทำหน้าที่เป็นต้นแบบสำหรับระบบอัตโนมัติประเภทใหม่ ระบบอัตโนมัติรูปแบบใหม่ที่ใช้หุ่นยนต์อุตสาหกรรม (IR) ทำให้สามารถแก้ไขปัญหาที่ไม่สามารถแก้ไขได้โดยใช้โครงร่างระบบอัตโนมัติแบบเดิมๆ นักพัฒนาหุ่นยนต์อุตสาหกรรมระบุว่า หุ่นยนต์อุตสาหกรรมได้รับการออกแบบเพื่อทดแทนมนุษย์ในงานหนักและน่าเบื่อหน่ายที่เป็นอันตรายต่อสุขภาพ ขึ้นอยู่กับการสร้างแบบจำลองมอเตอร์ของมนุษย์และฟังก์ชันผู้บริหาร
หุ่นยนต์อุตสาหกรรมช่วยแก้ปัญหากระบวนการประกอบผลิตภัณฑ์ที่ซับซ้อน การเชื่อม การพ่นสี และการดำเนินการทางเทคโนโลยีที่ซับซ้อนอื่นๆ รวมถึงการบรรทุก การขนย้าย และการจัดเก็บชิ้นส่วน ระบบอัตโนมัติรูปแบบใหม่มีคุณสมบัติเชิงคุณภาพที่แตกต่างกันหลายประการที่ให้ข้อได้เปรียบด้าน PR อย่างมีนัยสำคัญเหนือรูปแบบทั่วไป:
คุณสมบัติการจัดการสูง เช่น ความสามารถในการเคลื่อนย้ายชิ้นส่วนไปตามวิถีเชิงพื้นที่ที่ซับซ้อน
ระบบขับเคลื่อนของตัวเอง
ระบบควบคุมโปรแกรม
ความเป็นอิสระของ PR คือไม่ได้รวมเข้ากับอุปกรณ์ทางเทคโนโลยี
ความเก่งกาจเช่น ความสามารถในการเคลื่อนย้ายผลิตภัณฑ์ประเภทต่าง ๆ ในอวกาศ
ความเข้ากันได้กับอุปกรณ์เทคโนโลยีหลายประเภทเพียงพอ
ความสามารถในการปรับตัวให้เข้ากับงานและผลิตภัณฑ์ประเภทต่างๆ ที่มาทดแทนกันได้
ความสามารถในการปิดการใช้งาน PR และเปลี่ยนไปใช้การควบคุมอุปกรณ์ด้วยตนเอง
ขึ้นอยู่กับการมีส่วนร่วมของมนุษย์ในกระบวนการควบคุมหุ่นยนต์ หุ่นยนต์จะถูกแบ่งออกเป็นเทคโนโลยีชีวภาพและอัตโนมัติ
ชีวเทคนิค- เหล่านี้เป็นหุ่นยนต์คัดลอกระยะไกลที่ควบคุมโดยมนุษย์ หุ่นยนต์สามารถควบคุมได้จากรีโมทคอนโทรลโดยใช้ระบบมือจับ คันโยก กุญแจ ปุ่ม หรือโดยการ "วาง" อุปกรณ์พิเศษบนแขน ขา หรือลำตัวของบุคคล อุปกรณ์เหล่านี้ทำหน้าที่จำลองการเคลื่อนไหวของมนุษย์ในระยะไกลโดยต้องใช้ความพยายามเพิ่มขึ้นตามที่จำเป็น หุ่นยนต์ดังกล่าวเรียกว่าหุ่นยนต์รพ หุ่นยนต์กึ่งอัตโนมัติยังจัดเป็นหุ่นยนต์ชีวเทคนิคอีกด้วย
อัตโนมัติหุ่นยนต์ทำงานอัตโนมัติโดยใช้การควบคุมซอฟต์แวร์
ตลอดประวัติศาสตร์อันยาวนานของการพัฒนาหุ่นยนต์ หุ่นยนต์หลายรุ่นได้ถูกสร้างขึ้นแล้ว
หุ่นยนต์ยุคแรก(หุ่นยนต์ซอฟต์แวร์) มีลักษณะเฉพาะด้วยโปรแกรมการกระทำที่เข้มงวดและการตอบรับเบื้องต้น ซึ่งมักจะรวมถึงหุ่นยนต์อุตสาหกรรม (IR) ปัจจุบันระบบหุ่นยนต์นี้มีการพัฒนามากที่สุด หุ่นยนต์รุ่นแรกแบ่งออกเป็นหุ่นยนต์อเนกประสงค์ หุ่นยนต์เป้าหมายสำหรับกลุ่มการยกและขนส่ง และหุ่นยนต์เป้าหมายสำหรับกลุ่มการผลิต นอกจากนี้ หุ่นยนต์ยังถูกแบ่งออกเป็นช่วงขนาดมาตรฐาน แถวตามผลผลิตสูงสุด รัศมีการบริการ จำนวนระดับความคล่องตัว ฯลฯ
หุ่นยนต์รุ่นที่สอง(หุ่นยนต์มีความรู้สึก) มีการประสานการเคลื่อนไหวกับการรับรู้ โปรแกรมควบคุมสำหรับหุ่นยนต์เหล่านี้ดำเนินการโดยใช้คอมพิวเตอร์
ถึง หุ่นยนต์รุ่นที่สามรวมถึงหุ่นยนต์ที่มีปัญญาประดิษฐ์ หุ่นยนต์เหล่านี้สร้างเงื่อนไขในการทดแทนมนุษย์ในด้านแรงงานที่มีทักษะและมีความสามารถในการปรับตัวในระหว่างกระบวนการผลิต หุ่นยนต์รุ่นที่สามสามารถเข้าใจภาษา สามารถสนทนากับบุคคล วางแผนพฤติกรรม ฯลฯ
ดำเนินการกระบวนการทางเทคโนโลยีอัตโนมัติอย่างครอบคลุมที่ไซต์งาน เวิร์กช็อป และโรงงาน พวกเขาสร้างคอมเพล็กซ์เทคโนโลยีหุ่นยนต์ (RTC) หุ่นยนต์ ความซับซ้อนทางเทคโนโลยีคือชุดอุปกรณ์เทคโนโลยีและหุ่นยนต์อุตสาหกรรม RTK ตั้งอยู่ในพื้นที่หนึ่งและมีไว้สำหรับการทำงานหนึ่งหรือหลายอย่างในโหมดอัตโนมัติ อุปกรณ์ที่รวมอยู่ใน RTK แบ่งออกเป็นอุปกรณ์การประมวลผล อุปกรณ์บริการ และอุปกรณ์ตรวจสอบและควบคุม อุปกรณ์การประมวลผลรวมถึงอุปกรณ์การประมวลผลหลักที่ได้รับการดัดแปลงให้ทำงานร่วมกับหุ่นยนต์อุตสาหกรรม อุปกรณ์บริการประกอบด้วยอุปกรณ์สำหรับวางชิ้นส่วนที่ทางเข้าคอมเพล็กซ์หุ่นยนต์ อุปกรณ์ขนส่งและจัดเก็บระหว่างการปฏิบัติงาน อุปกรณ์สำหรับรับผลิตภัณฑ์แปรรูป รวมถึงหุ่นยนต์อุตสาหกรรม (รูปที่ 3.3) อุปกรณ์ตรวจสอบและควบคุมช่วยให้มั่นใจถึงโหมดการทำงานของ RTK และคุณภาพของผลิตภัณฑ์
 มะเดื่อ. 3.3. หุ่นยนต์ตั้งพื้นพร้อมแขนยืดหดได้ในแนวนอนและกลไกการยกคอนโซล PR-4
มะเดื่อ. 3.3. หุ่นยนต์ตั้งพื้นพร้อมแขนยืดหดได้ในแนวนอนและกลไกการยกคอนโซล PR-4
การเพิ่มประสิทธิภาพการใช้หุ่นยนต์อุตสาหกรรมได้รับการอำนวยความสะดวกโดยการลดช่วงของหุ่นยนต์อย่างมีเหตุผล และปรับปรุงความสามารถในการปรับตัว ทำได้โดยการพิมพ์ PR มีการวิเคราะห์การผลิตอย่างครอบคลุม การจัดกลุ่มวัตถุหุ่นยนต์ และการกำหนดประเภทและพารามิเตอร์หลักของกระบวนการผลิต ประเภทของหุ่นยนต์เป็นพื้นฐานสำหรับการพัฒนาการรวมเข้าด้วยกัน ซึ่งควรมุ่งเป้าไปที่การรับรองความเป็นไปได้ในการสร้างหุ่นยนต์ผ่านการรวมกลุ่ม เพื่อให้มั่นใจในหลักการของการรวมกลุ่มจึงมีการดำเนินการมาตรฐาน: 1) การเชื่อมต่อขนาดของไดรฟ์กลไกการส่งกำลังและเซ็นเซอร์ป้อนกลับ; 2) ชุดพารามิเตอร์เอาต์พุตของไดรฟ์ (กำลัง, ความเร็ว ฯลฯ ); 3) วิธีการสื่อสารของอุปกรณ์ควบคุมโปรแกรมกับผู้บริหารและอุปกรณ์วัด
ผลลัพธ์ของการทำงานเกี่ยวกับการรวม PR เข้าด้วยกันควรเป็นการสร้างประเภทที่เหมาะสมที่สุดและระบบการก่อสร้างแบบแยกส่วนแบบรวม ระบบรวมแบบแยกส่วนสำหรับการสร้างหุ่นยนต์อุตสาหกรรมเป็นชุดของวิธีการและเครื่องมือที่รับประกันการสร้างหุ่นยนต์ขนาดมาตรฐานที่แตกต่างกันด้วยจำนวนหน่วยรวมที่จำกัด (โมดูลและชุดประกอบ) ช่วยให้สามารถใช้หน่วยฟังก์ชันที่ผลิตเชิงพาณิชย์ในจำนวนขั้นต่ำ ซึ่งเลือกจากแค็ตตาล็อกอุตสาหกรรมพิเศษ ทำให้การผลิตหลายรายการสามารถสร้างระบบเครื่องจักรหุ่นยนต์ขึ้นมาใหม่ได้อย่างรวดเร็วเพื่อผลิตผลิตภัณฑ์ใหม่ การผลิตอัตโนมัติที่ยืดหยุ่น (GAP) ขึ้นอยู่กับ PR ด้วยโครงสร้างรวมแบบโมดูลาร์
การวางแผนการแนะนำอุปกรณ์แบบกลไกและแบบอัตโนมัตินั้นสัมพันธ์กับการวิเคราะห์การผลิต การวิเคราะห์การผลิตมีจุดประสงค์เพื่อระบุเงื่อนไขหลายประการที่ส่งผลต่อการใช้อุปกรณ์นี้ การผลิตที่เกี่ยวข้องกับการใช้แรงงานคนหนักไม่อยู่ภายใต้การวิเคราะห์ การใช้เครื่องจักรและระบบอัตโนมัติของการใช้แรงงานหนักเป็นงานหลักและไม่ขึ้นอยู่กับผลลัพธ์ของการคำนวณทางเศรษฐศาสตร์
การออกแบบกลไกและระบบอัตโนมัติของกระบวนการทางเทคโนโลยีต้องเริ่มต้นด้วยการวิเคราะห์การผลิตที่มีอยู่ ในระหว่างการวิเคราะห์ คุณลักษณะเหล่านั้นและความแตกต่างเฉพาะซึ่งขึ้นอยู่กับการเลือกอุปกรณ์ประเภทใดประเภทหนึ่งจะได้รับการชี้แจงและชี้แจง ขั้นตอนก่อนการออกแบบในการพัฒนาเครื่องจักรและระบบอัตโนมัติของกระบวนการผลิตรวมถึงการแก้ไขปัญหาหลายประการ
1. การวิเคราะห์โปรแกรมการเปิดตัวผลิตภัณฑ์รวมถึงการศึกษา: โปรแกรมการเปิดตัวผลิตภัณฑ์ประจำปี ความเสถียร และโอกาสในการปล่อยผลิตภัณฑ์ ระดับของการรวมกันและมาตรฐาน ความเชี่ยวชาญและการรวมศูนย์การผลิต จังหวะการผลิต มูลค่าการขนส่งสินค้า (มูลค่าการขนส่งสินค้าคือน้ำหนักรวมของสินค้าขาเข้าและขาออก - สำหรับการดำเนินการบรรทุก) ต้องจำไว้ว่าประสิทธิผลของการใช้เครื่องจักรและระบบอัตโนมัติของกระบวนการส่วนใหญ่ขึ้นอยู่กับโปรแกรมการผลิตผลิตภัณฑ์ อุปกรณ์เครื่องจักรกลและระบบอัตโนมัติในการผลิตจำนวนมากและขนาดเล็กจะมีความแตกต่างกันอย่างมาก
2. การวิเคราะห์กระบวนการทางเทคโนโลยีสำหรับการผลิตผลิตภัณฑ์ที่ใช้เครื่องจักรและระบบอัตโนมัติรวมถึง: การพิจารณาความเหมาะสมของกระบวนการทางเทคโนโลยีสำหรับการใช้เครื่องจักรและระบบอัตโนมัติ การระบุข้อบกพร่องของกระบวนการทางเทคโนโลยีในปัจจุบัน การกำหนดความเข้มแรงงานของการปฏิบัติงานหลักและเสริม
การเปรียบเทียบรูปแบบการผลิตในปัจจุบันกับรูปแบบที่แนะนำในหนังสืออ้างอิง การวิเคราะห์การใช้เทคโนโลยีกลุ่ม การแบ่งกระบวนการทางเทคโนโลยีออกเป็นชั้นเรียน
ชั้นเรียนหลักประเภทแรกประกอบด้วยกระบวนการที่ต้องมีการวางแนวของชิ้นงาน (ชิ้นส่วน) และมีลักษณะพิเศษคือต้องมีเครื่องมือกลึง กระบวนการเหล่านี้เป็นคุณลักษณะของผลิตภัณฑ์หลักๆ ที่ผลิตขึ้นโดยการตัด การอัด หรือการประกอบ ควบคุม ฯลฯ หมวดหลักที่สองประกอบด้วยกระบวนการที่ไม่ต้องการการวางแนวของชิ้นงาน (บางส่วน) โดยจะใช้สภาพแวดล้อมการทำงานแทน เครื่องมือการประมวลผล ซึ่งรวมถึงการบำบัดความร้อน การปั่น การซัก การอบแห้ง ฯลฯ
คลาสการเปลี่ยนแปลงแรกประกอบด้วยกระบวนการที่ต้องมีการวางแนวของชิ้นงาน (บางส่วน) แต่ไม่มีเครื่องมือ และบทบาทของมันจะขึ้นอยู่กับสภาพแวดล้อมการทำงาน การใช้การเคลือบเฉพาะที่ การควบคุมความแข็งโดยการทำให้เป็นแม่เหล็ก ฯลฯ คลาสการเปลี่ยนผ่านที่สองประกอบด้วยกระบวนการที่ไม่ต้องการการวางแนวของชิ้นงาน (ชิ้นส่วน) แต่เกี่ยวข้องกับเครื่องมือในการประมวลผล การผลิตชิ้นส่วนโดยใช้ผงโลหะ การผลิตชิ้นส่วนโลหะ-เซรามิก และเซรามิก เป็นต้น
3. การวิเคราะห์การออกแบบผลิตภัณฑ์พร้อมสร้างความชัดเจนของการประมวลผลผลิตภัณฑ์และความครบถ้วนของข้อกำหนดทางเทคนิคสำหรับชิ้นส่วนที่ผลิต มีการตรวจสอบรูปร่าง ขนาด วัสดุ น้ำหนักของผลิตภัณฑ์ และกำหนดความเหมาะสมสำหรับการใช้เครื่องจักรและระบบอัตโนมัติประเภทใดประเภทหนึ่งโดยเฉพาะ
4. การเลือกข้อมูลเกี่ยวกับเครื่องจักรและระบบอัตโนมัติประเภทต่างๆ ก่อนเริ่มงานต้องรู้จักเทคนิคและแผนการทางเทคโนโลยีทั้งหมดรวมถึงอุปกรณ์อุปกรณ์และวิธีการที่ใช้ในอุตสาหกรรมเป็นหลัก ก่อนตัดสินใจจะมีการค้นหาข้อมูลเกี่ยวกับการผลิตผลิตภัณฑ์ที่คล้ายคลึงกันในประเทศและต่างประเทศ
5. การคำนวณทางเศรษฐศาสตร์ของประสิทธิผลของกลไกที่เสนอและระบบอัตโนมัติของการผลิต
6. การพัฒนาและการอนุมัติข้อเสนอแนะสำหรับการเปลี่ยนแปลงเงื่อนไขการผลิตในปัจจุบัน คำแนะนำได้รับการพัฒนาบนพื้นฐานของการวิเคราะห์และอาจรวมถึง: การรวม เช่น การนำผลิตภัณฑ์ที่มีการออกแบบคล้ายกันมาสู่ขนาดมาตรฐานเดียว การเปลี่ยนลำดับการดำเนินงานทางเทคโนโลยีหรือการใช้กระบวนการทางเทคโนโลยีที่ก้าวหน้าใหม่ทั้งหมด การใช้กระบวนการทางเทคโนโลยีกลุ่มของผลิตภัณฑ์ที่คล้ายคลึงกันในการออกแบบ การใช้ผลิตภัณฑ์เปล่าประเภทใหม่ การชี้แจงและการเปลี่ยนแปลงข้อกำหนดทางเทคนิคของภาพวาดหากจำเป็น การเปลี่ยนแปลงรูปร่างและขนาดของผลิตภัณฑ์ การเปลี่ยนแปลงวัสดุของผลิตภัณฑ์
7. การตัดสินใจเกี่ยวกับการใช้หลักการบางประการของเครื่องจักรและระบบอัตโนมัติและร่างข้อกำหนดทางเทคนิคเพื่อการพัฒนา
มีการให้ข้อมูลในด้านต่างๆ และประเภทของระบบอัตโนมัติทางวิศวกรรมเครื่องกล รวมถึงระบบอัตโนมัติที่ซับซ้อนของการออกแบบและการผลิตผลิตภัณฑ์ ระบบอัตโนมัติของกระบวนการประกอบ สำคัญ
ให้ความสนใจกับคุณสมบัติของการออกแบบกระบวนการทางเทคโนโลยีในเงื่อนไขของการผลิตอัตโนมัติ, การสร้างแบบจำลองทางคณิตศาสตร์ในระบบเทคโนโลยี, การออกแบบทางเทคโนโลยีอัตโนมัติ
กระบวนการและการจัดการวัตถุและกระบวนการทางเทคนิค พิจารณาประเด็นของการสร้างระบบการผลิตเสมือนจริงตามระบบการผลิตแบบกระจาย การใช้เทคโนโลยี CALS และเทคโนโลยีสารสนเทศในการออกแบบและบำรุงรักษาผลิตภัณฑ์ในช่วงวงจรชีวิตของผลิตภัณฑ์
สำหรับนักศึกษาที่กำลังศึกษาในหัวข้อการฝึกอบรม “เทคโนโลยี อุปกรณ์ และระบบอัตโนมัติของการผลิตอาคารเครื่องจักร”, “การออกแบบและการสนับสนุนทางเทคโนโลยีของการผลิตอาคารเครื่องจักร”, “ระบบอัตโนมัติ”
เทคโนโลยีและการผลิต" อาจเป็นประโยชน์กับผู้เชี่ยวชาญที่ทำงานด้านเทคโนโลยีวิศวกรรมเครื่องกล
ข้อมูลอ้างอิง:
1. ระบบอัตโนมัติของการออกแบบกระบวนการทางเทคโนโลยีในวิศวกรรมเครื่องกล / เอ็ด น.เอ็ม. คาปุสตินา. - ม.: วิศวกรรมเครื่องกล, 2528.
2. การออกแบบกระบวนการและอุปกรณ์ทางเทคโนโลยีอัตโนมัติ / เอ็ด เอ.จี. ราโควิช, จี.เค. Goransky, L.V. กูบิช, V.I. Makhnach และคณะ - มินสค์, ITK AN เบลารุส, 1997
3. ระบบอัตโนมัติสำหรับการออกแบบกระบวนการทางเทคโนโลยีของการผลิตชิ้นส่วนเครื่องจักรกล / เอ็ด น.เอ็ม. คาปุสตินา. - ม.: วิศวกรรมเครื่องกล, 2522.
4. Andreev G.N., Novikov V.N., Skhirtladze A.G. การออกแบบอุปกรณ์เทคโนโลยีสำหรับการผลิตเครื่องจักร - ม.: มัธยมปลาย, 2545.
5. Andryushchenko V.A. ระบบติดตามอุปกรณ์ประกอบอัตโนมัติ - ล.: วิศวกรรมเครื่องกล, 2522.
6. Basharin A.V., Novikov V.A., Sokolovsky G.G. การควบคุมการขับเคลื่อนด้วยไฟฟ้า — ล.: Energoizdat. สาขาเลนินกราด 2525
7. เวนเซล อี.เอส. การวิจัยเชิงปฏิบัติการ: วัตถุประสงค์ ตัวอย่าง วิธีการ - ม.: เนากา, 2531.
8. Voronenko V.P., Skhirtladze A.G., Bryukhanov V.P. การผลิตอัตโนมัติ - ม.: มัธยมปลาย, 2544.
9. คอมเพล็กซ์การผลิตแบบยืดหยุ่น / Ed. พี.เอ็น. เบลยานีนา, เวอร์จิเนีย เลชเชนโก. - ม.: วิศวกรรมเครื่องกล, 2527.
10. Gzhirov R.I., Serebrenitsky P.P. การประมวลผลการเขียนโปรแกรมบนเครื่อง CNC - ล.: วิศวกรรมเครื่องกล, 2533.
11. การออกแบบกระบวนการทางเทคโนโลยีเชิงโต้ตอบ น.เอ็ม. คาปุสติน, วี.วี. พาฟโลฟ แอล.เอ. Kozlov และคนอื่น ๆ - M.: Mashinostroenie, 1983
12. Evgenev G.B. ระบบความรู้ทางวิศวกรรม - อ.: สำนักพิมพ์. ฉัน
บาวแมน, 2001.
13. คาปุสติน เอ็น.เอ็ม. การพัฒนากระบวนการทางเทคโนโลยีสำหรับการประมวลผลชิ้นส่วนบนเครื่องมือกลโดยใช้คอมพิวเตอร์ - ม.: วิศวกรรมเครื่องกล, 2519.
14. Kapustin N.M. , Vasiliev G.N. ระบบอัตโนมัติของการออกแบบและการออกแบบทางเทคโนโลยี ระบบการออกแบบโดยใช้คอมพิวเตอร์ช่วย ใน 9 เล่ม. หนังสือ 6. - ม.: มัธยมปลาย, 2529.
15. Kapustin N.M., Dyakonova N.P., Kuznetsov P.M. ระบบอัตโนมัติของวิศวกรรมเครื่องกล / เอ็ด น.เอ็ม. คาปุสตินา. - ม.: มัธยมปลาย, 2545.
16. Kapustin N.M. , Kuznetsov P.M. การสังเคราะห์โครงสร้างในการออกแบบกระบวนการทางเทคโนโลยีอัตโนมัติของชิ้นส่วนโดยใช้อัลกอริธึมทางพันธุกรรม // เทคโนโลยีสารสนเทศ, 2541 ลำดับ 4. หน้า 34-37
15. Kapustin N.M. , Kuznetsov P.M. การก่อตัวของระบบการผลิตเสมือนจริงสำหรับการผลิตผลิตภัณฑ์ในระบบแบบกระจาย // Mashinostroitel. พ.ศ. 2545 ลำดับที่ 6 หน้า 42-46.
16. โคซีเรฟ ยู.จี. หุ่นยนต์อุตสาหกรรม: ไดเรกทอรี - ม.: วิศวกรรมเครื่องกล, 2531.
17. M.M. Kuznetsov, Usov B.A., Starodubov V.S. การออกแบบอุปกรณ์การผลิตแบบอัตโนมัติ - ม.: วิศวกรรมเครื่องกล, 2530.
18. เครื่องตัดโลหะและเครื่องจักรอัตโนมัติ / อันเดอร์. เอ็ด เช่น. โพรนิโควา - ม.: วิศวกรรมเครื่องกล 2524.
19. คูโรแพตคิน พี.วี. ระบบที่เหมาะสมและปรับตัวได้ - ม.: มัธยมปลาย, 2523.
20. การสร้างแบบจำลองระบบหุ่นยนต์และการผลิตอัตโนมัติแบบยืดหยุ่น / เอ็ด น.เอ็ม. มาคาโรวา. ใน 9 เล่ม. หนังสือ 5. - ม.: มัธยมปลาย, 2529.
22. วิศวกรรมเครื่องกล. สารานุกรม. ส่วนที่ 3 เทคโนโลยีการผลิตเครื่องจักร / เอ็ด พี.เอ็น. เบลยานินา. - ม.: วิศวกรรมเครื่องกล, 2543.
23. มูคิน เอ.วี. แนวคิดใหม่ในการจัดการการผลิตทางอุตสาหกรรม // วิทยาศาสตร์การผลิต. พ.ศ. 2544 ลำดับที่ 5. หน้า 2 - 7.
24. โนเรนคอฟ ไอ.พี. หลักการก่อสร้างและโครงสร้าง ระบบการออกแบบโดยใช้คอมพิวเตอร์ช่วย ใน 9 เล่ม. หนังสือ 1. - ม.: มัธยมปลาย, 2529.
25. โนเรนคอฟ ไอ.พี. การพัฒนา CAD - อ.: สำนักพิมพ์ MSTU im. เอ็น อี บาวแมน. 1994.
26. นอเรนคอฟ ไอ.พี. พื้นฐานของการออกแบบโดยใช้คอมพิวเตอร์ช่วย - อ.: สำนักพิมพ์ MSTU im. เอ็น. อี. บาวแมน, 2000.
27. พื้นฐานของระบบอัตโนมัติในการผลิตเครื่องจักร / ต่ำกว่า เอ็ด ย.เอ็ม. โซโลเมนเทวา. - ม.: มัธยมปลาย, 2542.
28. Norenkov I.P. , คุซมิน พี.เค. ข้อมูลสนับสนุนสำหรับผลิตภัณฑ์เทคโนโลยีขั้นสูง - อ.: สำนักพิมพ์ MSTU im. เอ็น อี บาวแมน, 2002.
29. พาฟลอฟ วี.วี. แบบจำลองทางคณิตศาสตร์ทั่วไปใน CAD TP - อ.: Mosstankin, 1989.
30. เทคโนโลยี Pavlov V.V. CALS ในวิศวกรรมเครื่องกล (แบบจำลองทางคณิตศาสตร์) - อ.: สำนักพิมพ์ MSTU Stankin, 2545.
31. ซอฟต์แวร์ควบคุมเครื่องมือกล / เอ็ด วี.แอล. โซซอนคินา. - ม.: วิศวกรรมเครื่องกล, 2524.
32. พาฟลอฟ วี.วี. เทคโนโลยี CALS ในวิศวกรรมเครื่องกล (แบบจำลองทางคณิตศาสตร์) - อ.: สำนักพิมพ์ MSTU Stankin, 2545.
33. คอมเพล็กซ์การผลิตหุ่นยนต์ / เอ็ด. ใต้. โคซีเรวา, A.A. คูดิโนวา. - ม.: วิศวกรรมเครื่องกล, 2530.
34. คู่มือนักเทคโนโลยีวิศวกรรมเครื่องกล / เอ็ด. เช้า. ดัลสกี้. ใน 2 เล่ม - M.: Mashinostroenie, 2544. “ สำนักพิมพ์วิศวกรรมเครื่องกล - 1”
35. สเคิร์ตลาดเซ เอ.จี., โซโคลอฟ วี.ไอ., ฟาดีฟ วี.เอ. เครื่องตัดโลหะพร้อมโปรแกรมควบคุมและจัดทำโปรแกรม - คาร์คอฟ: ระดับอุดมศึกษา, 2535.
36. เทคโนโลยีวิศวกรรมเครื่องกล. ความรู้พื้นฐานของเทคโนโลยีวิศวกรรมเครื่องกล / เอ็ด เช้า. ดัลสกี้. ใน 2 เล่ม ต. 1. - ม.: สำนักพิมพ์ MSTU im. เอ็น. อี. บาวแมน, 1997.
37. เทคโนโลยีวิศวกรรมเครื่องกล การผลิตเครื่องจักร / เอ็ด. จี.เอ็น. เมลนิโควา ใน 2 เล่ม ต. 2. - ม.: สำนักพิมพ์ MSTU im. N.E. บาวแมน, 1998.
38. เทคโนโลยีการผลิตรถตีนตะขาบและล้อยาง / เอ็ด. น.เอ็ม. คาปุสตินา. - ม.: วิศวกรรมเครื่องกล, 2532.
39. ทรูโดโนชิน วี.เอ., พิโววาโรวา เอ็น.วี. แบบจำลองทางคณิตศาสตร์ของวัตถุทางเทคนิค ใน 9 เล่ม. หนังสือ 4. - ม.: มัธยมปลาย, 2529.
ขึ้นอยู่กับขนาดของโปรแกรมการผลิต การผลิตมี 3 ประเภทหลัก: เดี่ยว, อนุกรม, มวล
ในการผลิตจำนวนมากที่มีปริมาณผลผลิตคงที่ มักจะใช้อุปกรณ์พิเศษประสิทธิภาพสูง รวมกับกลไกการขนส่งและการโหลดอัตโนมัติของการดำเนินการเป็นระยะ ซึ่งรวมกันเป็น AL ที่เข้มงวด
การผลิตขนาดใหญ่มีลักษณะเฉพาะด้วยเวลาในการผลิตที่จำกัด ซึ่งเป็นช่วงระยะเวลาหนึ่งที่ล้าสมัย การเตรียมการผลิตดังกล่าวจะต้องดำเนินการในระยะเวลาอันสั้น ภายใต้เงื่อนไขเหล่านี้ อุปกรณ์หลักและอุปกรณ์เสริมขึ้นอยู่กับข้อกำหนดในการผลิตและยกเครื่องที่สูง การปรับเปลี่ยนใหม่ และความเป็นไปได้ในการกำหนดค่าใหม่ด้วยวิธีที่ค่อนข้างง่าย การลดต้นทุนในการเตรียมการผลิตขึ้นอยู่กับการปฏิบัติตามข้อกำหนดเหล่านี้ ข้อกำหนดเหล่านี้เป็นไปตามอุปกรณ์อัตโนมัติและกึ่งอัตโนมัติ และเหนือสิ่งอื่นใดคือเครื่องจักรแบบโมดูลาร์และเครื่องจักร CNC ซึ่งสามารถรวมเข้ากับ AL ที่ยืดหยุ่นแบบไม่ซิงโครนัสซึ่งกำหนดค่าใหม่ได้ด้วยความช่วยเหลือของ PR
การผลิตหลายผลิตภัณฑ์ต่อเนื่องกัน ซึ่งระยะเวลาในการผลิตชิ้นส่วนประเภทหนึ่งมีตั้งแต่หลายวันจนถึงหลายสัปดาห์ จนกระทั่งเมื่อเร็วๆ นี้ มีกลุ่มอุปกรณ์ที่ประกอบด้วยเครื่องจักรที่ควบคุมด้วยตนเองแบบปรับได้และมีความอเนกประสงค์สูง
ปัญหาระบบอัตโนมัติได้รับการแก้ไขโดยใช้เครื่องถ่ายเอกสารและเครื่องกึ่งอัตโนมัติที่ปรับได้อย่างรวดเร็วพร้อมกลไกลูกเบี้ยว ปัจจุบันมีแนวโน้มต่างๆ ในระบบอัตโนมัติของการผลิตนี้:
การใช้เครื่องจักรรวมที่กำหนดค่าใหม่ได้ รวมกับ AL ที่กำหนดค่าใหม่ได้พร้อมการเชื่อมต่อที่ยืดหยุ่น (ไม่ซิงโครนัส)
การสร้าง AL ที่ปรับได้ใหม่สำหรับการประมวลผลชิ้นส่วนแบบกลุ่มโดยใช้การตั้งค่าที่เปลี่ยนได้
การสร้าง AL ด้วยโปรแกรมควบคุมเครื่องจักร CNC
การสร้างการผลิตอัตโนมัติจากเครื่องจักร CNC ด้วยการควบคุมด้วยคอมพิวเตอร์ในระดับกลางและบน
สองทิศทางสุดท้ายดูเหมือนจะมีแนวโน้มมากที่สุดเพราะว่า ประกอบด้วยข้อกำหนดเบื้องต้นสำหรับการดำเนินการตามระดับการผลิตใหม่เชิงคุณภาพ (จีพีเอส)
วิธีหนึ่งในการแก้ปัญหาอัตโนมัติที่ซับซ้อนของการผลิตแบบอนุกรมอย่างมีประสิทธิภาพคือการสร้างคอมเพล็กซ์เทคโนโลยีอัตโนมัติมาตรฐาน (ATC) โดยมีวัตถุประสงค์ที่แตกต่างกัน เพื่อดำเนินการทั่วไปใน MS รวมถึงการจัดซื้อและการประกอบ คอมเพล็กซ์ดังกล่าวต้องเป็นไปตามข้อกำหนด:
รับประกันการทำงานที่เชื่อถือได้ด้วยระบบอัตโนมัติระดับสูง
ครอบคลุมการผลิตหลักของ TP MS รวมถึงการดำเนินการจัดซื้อและการประกอบ
มีความสามารถในการเชื่อมต่อระหว่างกันและมีระบบขนส่งที่ได้มาตรฐานด้วยโครงร่างส่วนอัตโนมัติและ AL ที่หลากหลาย
รับประกันความสามารถในการปรับตัวในวงกว้างต่อการเปลี่ยนแปลงเงื่อนไขการผลิต
คอมเพล็กซ์เทคโนโลยีควรให้ความสามารถในการเลือกระดับของระบบอัตโนมัติที่สมเหตุสมผลทางเศรษฐกิจ
คำมั่นสัญญาสำหรับระบบอัตโนมัติของการผลิตขนาดกลางและขนาดเล็กคือการสร้างคอมเพล็กซ์หุ่นยนต์มาตรฐานและ GPM
การผลิตขนาดเล็กซึ่งต้องมีการปรับเปลี่ยนภายในขีดจำกัดของผลิตภาพแรงงานและระบบอัตโนมัติของ PP ในระดับต่ำสุด
ในการผลิตขนาดเล็ก ช่วงของชิ้นส่วนที่กำหนดให้กับเครื่องจักรอาจค่อนข้างกว้าง ดังนั้นระบบอัตโนมัติในการผลิตดังกล่าวควรได้รับการพัฒนาผ่านการขยายวิธีการประมวลผลแบบกลุ่มและการสร้าง RTK และ GPM โดยตั้งโปรแกรมไว้สำหรับ 1 ชิ้นส่วนและประมวลผลเพิ่มเติม
การผลิตชิ้นเดียวขึ้นอยู่กับเครื่องจักรที่ควบคุมด้วยมือแบบสากล อาจมีเครื่องมืออัตโนมัติแยกต่างหาก มีความหลากหลายและมีความยืดหยุ่นสูง เช่น ความเป็นไปได้ของการเปลี่ยนแปลงอย่างรวดเร็วเป็นข้อได้เปรียบหลักของเครื่องจักรดังกล่าว ข้อเสียเปรียบหลักของพวกเขาคือประสิทธิภาพการทำงานต่ำและประสิทธิภาพของพนักงานในวงจรการควบคุมที่จำเป็นทั้งหมดของการทำงานของเครื่องจักร
กระบวนการทางเทคโนโลยีพื้นฐานใหม่จำเป็นต้องมีการสร้างอุปกรณ์ทางเทคโนโลยีใหม่ ดังนั้นเพื่อการนำไปใช้อย่างรวดเร็วจึงจำเป็นต้องมีการพัฒนาเทคโนโลยีและอุปกรณ์เทคโนโลยีอย่างครอบคลุมปัญหาที่สำคัญที่สุดในการพัฒนาการผลิตสมัยใหม่
มีความเกี่ยวข้องกับวิศวกรรมเครื่องกลเป็นพิเศษ และนี่คือเหตุผล ประการแรก ความเข้มข้นของแรงงานในการผลิตที่นี่สูงมาก ขอให้เรายกตัวอย่างเพียงสองตัวอย่าง: การผลิตกังหันไอน้ำที่มีความจุ 500,000 กิโลวัตต์ตามมาตรฐานใช้เวลา 300,000 ชั่วโมงการสร้างโรงรีดแผ่น "2000" ใช้เวลา 5.2 ล้านชั่วโมง ประการที่สอง จากจำนวนคนงานสร้างเครื่องจักร 10 ล้านคน ประมาณครึ่งหนึ่งทำงานโดยใช้แรงงานคน
ระบบอัตโนมัติของวิศวกรรมเครื่องกลไม่เพียงเพิ่มผลิตภาพแรงงาน ขจัดการใช้แรงงานหนักและจำเจ แต่ยังปรับปรุงคุณภาพและความน่าเชื่อถือของผลิตภัณฑ์ที่ผลิต ปรับปรุงการใช้อุปกรณ์ และลดวงจรการผลิตให้สั้นลง
สาระสำคัญของระบบอัตโนมัติของกระบวนการทางเทคโนโลยีคืออะไร? ระบบอัตโนมัติต้องจัดให้มีจลนศาสตร์และพารามิเตอร์ของกระบวนการทำงานที่ระบุโดยปราศจากการแทรกแซงของมนุษย์ โดยมีความสม่ำเสมอและถูกต้องตามที่กำหนด
ความซับซ้อนของระบบอัตโนมัติทางวิศวกรรมเครื่องกลก็คือเทคโนโลยีที่นี่ไม่ต่อเนื่อง แต่แยกจากกัน และยิ่งไปกว่านั้นยังมีความหลากหลายอย่างมาก วิศวกรรมเครื่องกลผลิตชิ้นส่วนต่างๆ หลายล้านชิ้น และการผลิตแต่ละชิ้นส่วนเกี่ยวข้องกับการดำเนินการทางเทคโนโลยีจำนวนมาก การหล่อ การตี การเชื่อม การอบชุบด้วยความร้อน การตัดเฉือน การชุบแข็ง การเคลือบ การทดสอบแบบไม่ทำลาย การประกอบ การทดสอบ... และแต่ละขั้นตอนทางเทคโนโลยีอื่น ๆ ที่ไม่ได้กล่าวถึงในที่นี้ก็มีตัวเลือกต่าง ๆ ขึ้นอยู่กับวัสดุที่ใช้ รูปร่าง ขนาดและชุดของชิ้นส่วน ข้อกำหนดด้านความแม่นยำ คุณสมบัติด้านประสิทธิภาพ ฯลฯ
ในด้านวิศวกรรมเครื่องกลการผลิตจำนวนมากมีเพียง 12% และแม้จะรวมกับการผลิตขนาดใหญ่เพียง 29% เท่านั้นและส่วนแบ่งการผลิตต่อเนื่องและรายบุคคลคิดเป็น 71% สิ่งนี้ทำให้การแก้ปัญหาระบบอัตโนมัติซับซ้อนยิ่งขึ้น เนื่องจากการผลิตขนาดเล็กต้องการระบบที่ยืดหยุ่นและกำหนดค่าใหม่ได้อย่างรวดเร็วสำหรับการควบคุมกระบวนการทางเทคโนโลยีโดยอัตโนมัติ สิ่งที่เหมาะสมที่สุดคือระบบควบคุมแบบสองลำดับชั้น: กระบวนการทางเทคโนโลยีแต่ละกระบวนการจะถูกควบคุมโดยตรงโดยคอมพิวเตอร์ขนาดเล็กของตัวเองและการจัดการการผลิตทั้งหมดโดยคำนึงถึงข้อมูลที่ได้รับจากพวกเขาจะดำเนินการโดยคอมพิวเตอร์ธรรมดา
เส้นทางนี้มีแนวโน้มที่ดีอย่างมากสำหรับระบบอัตโนมัติของวิศวกรรมเครื่องกล แต่แน่นอนว่าการที่จะนำไปใช้นั้นจำเป็นต้องปรับปรุงอุปกรณ์ทางเทคโนโลยีและกระบวนการทางเทคโนโลยี
จนถึงขณะนี้กฎของกระบวนการทางเทคโนโลยีหลายอย่างในวิศวกรรมเครื่องกลยังไม่ได้รับการเปิดเผยอย่างเพียงพอ และพารามิเตอร์การทำงานได้รับการควบคุมโดยวิธีเชิงประจักษ์ ในโรงงาน เนื่องจากอิทธิพลของปัจจัยด้านขนาดและเงื่อนไขการผลิตอื่นๆ เทคโนโลยีที่ศึกษาไม่เพียงพอจึงต้องได้รับการพัฒนาใหม่อีกครั้ง
ปัญหาเหล่านี้เริ่มเร่งด่วนมากขึ้นเรื่อยๆ เนื่องจากการสร้างอุปกรณ์ใหม่เกี่ยวข้องกับโครงสร้างที่ซับซ้อนมากขึ้น การใช้วัสดุที่แปรรูปยาก และข้อกำหนดด้านคุณภาพ ความน่าเชื่อถือ และคุณลักษณะด้านประสิทธิภาพที่เพิ่มขึ้น
ในการจัดซื้อจัดจ้างการผลิตที่มีประสิทธิภาพมากที่สุดคือกระบวนการทางเทคโนโลยีที่ต่อเนื่องเช่นการหล่อเหล็กอย่างต่อเนื่องการรีดช่องว่างการดัดช่องว่างกลวงเชิงพื้นที่จากแผ่นและเทปม้วน กระบวนการต่อเนื่องที่เป็นประโยชน์ต่อระบบอัตโนมัติมากที่สุดให้ผลผลิตสูงสุดและประหยัดโลหะ
เพื่อปรับปรุงเงื่อนไขของระบบอัตโนมัติและกลไกของงานประกอบซึ่งต้องใช้แรงงานมากและในการผลิตจำนวนมากจะดำเนินการด้วยตนเองเป็นหลัก จึงจำเป็นต้องปรับปรุงการออกแบบชิ้นส่วนและเค้าโครงของเครื่องจักร เพิ่มความแม่นยำของการประมวลผลมิติ และ ปรับความคลาดเคลื่อนและโซ่มิติของเครื่องจักรให้เหมาะสม
แน่นอนว่าการทำงานอัตโนมัติของการดำเนินการทางเทคโนโลยีส่วนบุคคลจะช่วยเพิ่มผลผลิตและคุณภาพของผลิตภัณฑ์ แต่สิ่งที่มีประสิทธิภาพมากที่สุดคือระบบอัตโนมัติที่ซับซ้อนของการดำเนินการทางเทคโนโลยีที่เกี่ยวข้องตามลำดับ สิ่งนี้จะขจัดความไม่ถูกต้องของการดำเนินการก่อนหน้านี้ ซึ่งอาจรบกวนการทำงานของเครื่องจักรในการทำงานครั้งต่อไป และรับประกันการซิงโครไนซ์การไหลของการดำเนินงานทางเทคโนโลยี ช่วยลดเวลาหยุดทำงานของเครื่องจักร
ในการผลิตขนาดเล็ก การเตรียมการผลิต การออกแบบและการผลิตอุปกรณ์ การปรับแต่งอุปกรณ์ การติดตั้ง การจัดตำแหน่งผลิตภัณฑ์ การควบคุม การขนส่ง และคลังสินค้า เกี่ยวข้องกับต้นทุนแรงงานและเวลาจำนวนมาก ดังนั้นระบบอัตโนมัติแบบผสมผสานจึงให้ผลสูงสุดในวิศวกรรมเครื่องกล: การดำเนินการทางเทคโนโลยีหลักจะเป็นแบบอัตโนมัติพร้อมกับงานเสริม การควบคุม และการขนส่ง
ประสบการณ์ในการใช้สายการผลิตอัตโนมัติแบบบูรณาการในการผลิตแสดงให้เห็นว่าผลิตภาพแรงงานเพิ่มขึ้นถึงสี่เท่า
ถึง ระบบอัตโนมัติที่ซับซ้อนมั่นใจในประสิทธิภาพสูงและกำจัดการทำงานของผู้ปรับแต่ง การจัดการควรยึดตามหลักการของการปรับตัวและการปรับกระบวนการทำงาน ในกรณีนี้พารามิเตอร์ของกระบวนการทางเทคโนโลยีสภาพของเครื่องมือชิ้นงานการติดตั้งการประสานงานความแม่นยำในการประมวลผลจะต้องได้รับการตรวจสอบโดยเซ็นเซอร์ที่ส่งข้อมูลที่จำเป็นโดยขึ้นอยู่กับการประมวลผลซึ่งมีพารามิเตอร์ของกระบวนการทำงานอยู่ ปรับเปลี่ยน เครื่องมือถูกย้ายหรือเปลี่ยน ฯลฯ
สายการผลิตอัตโนมัติจะต้องติดตั้งอุปกรณ์เทคโนโลยีควบคุมอัตโนมัติ ยานพาหนะ อุปกรณ์ควบคุม การกลึง การติดตั้ง และเครื่องมือควบคุมการถ่ายทำ ในบางกรณี จำเป็นต้องมีเครื่องมือจัดการที่แม่นยำพร้อมความสามารถทางจลนศาสตร์ขนาดใหญ่ และบางครั้งก็ต้องมีการติดตามและการปรับการดำเนินการโดยอัตโนมัติ หุ่นยนต์ที่ซับซ้อนและอัตโนมัติซึ่งแทนที่การใช้แรงงานคนธรรมดา ๆ มักเรียกว่าหุ่นยนต์
การปฏิบัติแสดงให้เห็นว่าควรใช้หุ่นยนต์ไม่เพียงแต่สำหรับการปฏิบัติงานเสริมเท่านั้น แต่ยังรวมถึงการดำเนินการทางเทคโนโลยีที่ซับซ้อนและหลากหลายโดยอัตโนมัติด้วย เช่น การเชื่อมเชิงพื้นที่ การประกอบ การตัดแต่ง การปอก และการบรรจุหีบห่อ การดำเนินการดังกล่าวจำเป็นต้องมีการติดตามอัตโนมัติและการวางแนวเชิงพื้นที่ และหุ่นยนต์จะต้องมีการควบคุมแบบปรับได้เพื่อทำให้การดำเนินการเป็นแบบอัตโนมัติ
มันก็มีความสำคัญอย่างยิ่งเช่นกัน ระบบอัตโนมัติของระบบเตรียมเทคโนโลยีสำหรับการผลิตซึ่งควรจัดให้มีการออกแบบกระบวนการทางเทคโนโลยีโดยอัตโนมัติ การวิเคราะห์ความสามารถในการผลิตโครงสร้าง การกำหนดช่วงของอุปกรณ์ เครื่องมือ การพัฒนาโปรแกรมควบคุม ฯลฯ
การควบคุมเทคโนโลยีอัตโนมัติไม่เพียงแต่กำจัดข้อผิดพลาดส่วนตัวที่เกิดจากแรงงานคนเท่านั้น แต่ยังช่วยให้กระบวนการทางเทคโนโลยีมีความเสถียรสูง การปรับพารามิเตอร์เนื่องจากความผันผวนของขนาดและคุณสมบัติของช่องว่างวัตถุดิบ การเปลี่ยนแปลงสภาพของอุปกรณ์และเครื่องมือ
แม้ว่ากระบวนการทางเทคโนโลยีจะเป็นไปโดยอัตโนมัติอย่างสมบูรณ์และรับประกันความเสถียร ปัญหาของการควบคุมอัตโนมัติก็ยังไม่หมดสิ้นไป ดังนั้นจึงจำเป็นต้องพัฒนาวิธีการและเครื่องมืออัตโนมัติสำหรับการวิเคราะห์องค์ประกอบทางเคมีของวัสดุ การทดสอบแบบไม่ทำลายและการทดสอบทางมาตรวิทยา และการทดสอบทางกล
และโดยสรุปผมสังเกตว่า ระบบการผลิตอัตโนมัติง่ายขึ้นอย่างมากและให้ผลทางเศรษฐกิจสูงสุดด้วยการผลิตแบบอนุกรมที่เพิ่มขึ้น นั่นคือเหตุผลที่เงื่อนไขที่สำคัญที่สุดสำหรับการขยายระบบอัตโนมัติคือความเชี่ยวชาญในการผลิตและการรวมผลิตภัณฑ์เข้าด้วยกันสูงสุด หลักการของนโยบายทางเทคนิคนี้จะต้องได้รับความสนใจอย่างมาก
สมาชิกที่สอดคล้องกันของ USSR Academy of Sciences N. Zorev ผู้อำนวยการสถาบันวิจัยกลางเทคโนโลยีวิศวกรรมเครื่องกล (TsNIITMASH)