Качество микросхем
(входной контроль 10–12 % микросхем – 1990 год, Томское объединение «Контур»)
Контрольные вопросы
1. В каких случаях автоматизация неэффективна в социально-экономическом плане?
3. Предложите основные разделы бизнес-плана для планируемой покупки и использования в цехе металлообработки токарного станка с системой ЧПУ.
4. Какие факторы являются определяющими для повышения качества и надежности выпускаемой продукции?
2. Автоматизация в машиностроении,
системы ЧПУ
Краткая классификация производственных систем следующая:
¨ производственная система – это сложная многоуровневая (иерархическая) система, которая преобразует исходные полуфабрикаты, сырье, материалы в конечный продукт, соответствующий общественному заказу;
¨ в более широком смысле: производство – это соединение ресурсов (сырья, капитала, труда и предпринимательской способности) для производства товаров и услуг;
¨ основа любого производства – технологический процесс (ТП) – определенное взаимодействие орудий труда, обслуживающей и транспортной систем;
¨ непрерывные ТП: химическая, нефтегазодобывающая и перерабатывающая, энергетика;
¨ дискретные ТП: машиностроение, раскрой материалов;
¨ непрерывно-дискретные ТП: металлургия, цементная, машиностроение и др.
За базу ТП и соответствующих систем автоматизации примем машиностроение. Именно машиностроение (процессы обработки металлов) наряду с ткацкой промышленностью первыми потребовали автоматизации. Машиностроение широко развито в Прикамье. Учтем, что системы автоматизации в различных отраслях
выполняются на единой технологической базе, по одинаковым
принципам.
Анализ технологических процессов в машиностроении показывает, что в общем цикле организации производства детали станочное время занимает в среднем не более 5 % (остальное – подготовка производства, транспортирование, пролеживание и т.д.). В ста-
ночном времени время обработки составляет только около 30 %
(остальное время позиционирование, загрузка, измерение, холостое время и др.).
Усилия, направленные на интенсификацию механической обработки, оказывают влияние лишь на небольшую часть в общем балансе цикла получения готового изделия. Тот же анализ показывает, что сокращение непроизводственных потерь времени возможно лишь на основе интеграции производства, которая позволяет, в принципе, довести станочное время в общем цикле изготовления до 90 %, машинное время в рамках станочного также до 90 %. При этом имеется в виду также интеграция производства, которая допускала бы непрерывную трехсменную эксплуатацию оборудования, в том числе и малолюдную ночную смену.
На рис. 2.1 показан баланс времени использования производственного оборудования, откуда следует, что наиболее мощным резервом повышения коэффициента использования оборудования является трехсменная работа.
Практика показала, что в принципе правильная идея – связать интеграцию с безлюдной технологией – достаточно трудноосуществима, поскольку требует решения целого комплекса сложных проблем. В числе этих проблем – резкое повышение надежности оборудования и систем управления на основе МП-х систем.
Объекты автоматизации в машиностроении:
¨ станки: токарные, фрезерные, сверлильно-расточные, шлифовальные, многоцелевые (обрабатывающий центр), зубообрабатывающие, электроэрозионные и др.;
¨ периферия станков: роботы, накопители палет, блоки инструментальных магазинов и др.;
¨ транспортные системы: робокары, конвейеры и др.
¨ накопительные системы: автоматизированные склады с кранами-штабелерами, станции комплектации и др.;
¨ вспомогательные системы: контрольно-измерительные машины, станции мойки-сушки и т.д.

Рис. 2.1. Баланс времени использования производственного
оборудования
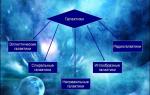
Множество отдельных микропроцессорных систем автоматизации должны быть объединены в единую – локальную вычислительную сеть. C позиций производительности и гибкости системы автоматизации в машиностроении можно классифицировать по уровню гибкости и производительности (рис. 2.2).

Рис. 2.2. Классификация системы автоматизации в машиностроении:
x
– закрепленная за оборудованием номенклатура деталей (число партий);
y
– число деталей в партии; 1
– универсальные станки с ручным
управлением; 2
– станки с ЧПУ; 3
– многооперационные станки;
4
– гибкие производственные модули (ГПМ); 5
– гибкие производственные участки (ГПУ); 6
– гибкие линии, цехи; 7
– автоматические линии
Таблица 2.1
Производство станков в основных странах-производителях
| Страна- производитель | Станки | Станки с ЧПУ/ %-ная стоимость от всех станков | Роботы | |||||
| СЭВ | – | – | – | |||||
| СССР | 1,6/5,2 % | 8,9/24 % | 21,0/47 % | |||||
| Китай | – | – | – | |||||
| США | 1,9/19 % | 8,9/34 % | 5,0/44 % | 27,1 | 9,4 | |||
| Япония | 1,5/7,8 % | 22,1/50 % | 35,3/70 % | 116,0 | 46,8 | |||
| ФРГ | 0,8/8,3 % | 4,7/28 % | 14/65 % | 12,4 | 4,8 |
Необходимо иметь в виду, что количество станков в машиностроении в 1,5 раза больше числа станочников. Однако потребность в станках с ЧПУ на 1990 год была не удовлетворена (табл. 2.1).
Механизация и автоматизация производственных процессов является одним из главных направлений технического прогресса. Цель механизации и автоматизации - облегчить труд человека, оставляя человеку функции обслуживания и контроля, повысить производительность труда и улучшить качество изготовляемых изделий.
Рис. 3.2. Манипулятор модели АШ-НЮ-1, используемый для механизации погрузочных операций, в том числе загрузки оборудования
Механизация - направление развития производства, характеризуемое применением машин и механизмов, заменяющих мускульный труд рабочего (рис. 3.2).
По степени технического совершенства механизация делится на следующие виды:
частичная и малая механизация, характеризуется применением простейших механизмов, чаще всего передвижных. Малая механизация может охватить части движений, оставляя немеханизированными многие виды работ, операций, процессов. К механизмам малой механизации могут быть отнесены тележки, простые подъемные средства и др.;
полная, или комплексная механизация, включает в себя механизацию всех основных, вспомогательных, установочных и транспортных операций. Этот вид механизации
характеризуется применением достаточно сложного технологического и подъемно-транспортного оборудования.
Высшей ступенью механизации является автоматизация. Автоматизация означает применение машин, приборов, аппаратов, приспособлений, позволяющих осуществлять производственные процессы без непосредственного участия человека, а лишь под его контролем. Автоматизация производственных процессов неизбежно связана с решением процессов управления, которые также должны быть автоматизированными. Отрасль науки и техники, которая решает системы управления автоматическим оборудованием, называют автоматикой. Автоматика основывается на управлении, контроле, сборе и переработке информации об автоматическом процессе при помощи технических средств - специальных приборов и устройств. Автоматизированная система управления (АСУ) основывается на применении современной электронно-вычислительной техники и электронно-математических методов в управлении производством и призвана способствовать повышению его производительности.
Автоматизация производственных процессов также делится на две части:
частичная автоматизация, охватывает часть выполняемых операций при условии, что остальные операции выполняются человеком. Как правило, автоматически выполняется непосредственное воздействие на изделие, т. е. обработка, а загрузочные операции заготовок и повторное включение оборудования производится человеком. Такое оборудование называется полуавтоматическим;
полная или комплексная автоматизация, характеризуется автоматическим выполнением всех операций, в том числе и загрузочных. Человек только заполняет загрузочные устройства заготовками, включает автомат, контролирует его действия, осуществляя подналадку, смену инструмента и удаление отходов. Такое оборудование называется автоматическим. В зависимости от объема внедрения автоматического оборудования различаются автоматические линии, автоматический участок, цех и завод.
Как показала практика, обыкновенные схемы автоматизации и комплексной автоматизации эффективно применяются только в крупносерийном и массовом производстве. В многономенклатурном производстве, где требуется частая переналадка потока, обыкновенные схемы автоматизации мало пригодны. Оборудование, оснащенное стационарными системами автоматизации, не позволяет переходить на управление с ручным режимом. Под обыкновенной схемой автоматизации подразумевают применение загрузочных устройств (склизов, лотков, бункеров, питателей и др.) и обрабатывающего оборудования, приспособленного для выполнения автоматических операций. Обработанные изделия удаляются с помощью устройства для приема обработанных изделий (склизы, лотки, магазины и др.).
Автооператоры и механические руки, давно применяемые в обыкновенных схемах автоматизации, послужили прототипами для нового вида автоматизации. Новый вид автоматизации с применением промышленных роботов (ПР) позволяет решить вопросы, которые не могут быть решены с помощью обыкновенных схем автоматизации. Промышленные роботы, по замыслу их разработчиков, предназначены для замены человека на опасных для здоровья тяжелых и утомительных работах. Они основываются на моделировании двигательных и управляющих функций человека.
Промышленные роботы решают сложные процессы сборки изделий, сварку, окраску и другие сложные технологические операции, а также загрузку, транспортировку и складирование деталей. Новый вид автоматизации имеет ряд качественно отличающих его от других видов свойств, дающих ПР значительные преимущества перед обыкновенными схемами:
высокие манипуляционные свойства, т. е. способность перемещать детали по сложным пространственным траекториям;
собственную систему привода;
систему программного управления;
автономность ПР, т. е. невстроенность их в технологическое оборудование;
универсальность, т. е. способность перемещать в пространстве изделия различного типа;
сопрягаемость с достаточно большим числом типов технологического оборудования;
переналаживаемость на различные сменяющие друг друга виды работ и изделий;
возможность отключения ПР и перехода на ручное управление оборудованием.
В зависимости от участия человека в процессах управления роботами их делят на биотехнические, автономные.
Биотехнические - это дистанционные копирующие роботы, управляемые чаловеком. Управление роботом может быть выполнено с пульта при помощи систем рукояток, рычагов, клавишей, кнопок или посредством «надевания» на руки, ноги или корпус человека специальных устройств. Эти устройства служат для воспроизведения движений человека на расстоянии с необходимым увеличением усилий. Такие роботы называются роботами-экзоскелетонами. Роботы полуавтоматического действия также относятся к биотехническим роботам.
Автономные роботы работают автоматически при помощи программного управления.
За относительно долгую историю развития робототехники создано уже несколько поколений роботов.
Роботы первого поколения (программные роботы) характеризуются жесткой программой действий и элементарной обратной связью. К ним обычно относятся промышленные роботы (ПР). В настоящее время эта система роботов наиболее разработана. ПР первого поколения делятся на универсальные, целевые ПР подъемно-транспортной группы, целевые роботы производственной группы. Кроме того, роботы распределяются на типоразмерные ряды, на ряды по максимальной производительности, по радиусу обслуживания, по числу степеней подвижности и т. д.
Роботы второго поколения (очувствленные роботы) обладают координацией движения с восприятием. Программа управления этими роботами осуществляется при помощи ЭВМ.
К роботам третьего поколения относятся роботы с искусственным интеллектом. Эти роботы создают условия для замены человека в области квалифицированного труда, имеют способности к адаптации в процессе производства. Роботы третьего поколения способны понимать язык, могут вести диалог с человеком, планировать поведение и др.
Осуществляя комплексную автоматизацию технологических процессов участков, цехов и заводов, создают роботизированные технологические комплексы (РТК). Роботизированныйтехнологический комплекс представляет собой совокупность технологического оборудования и промышленных роботов. РТК размещается на определенной площади и предназначается для одной или нескольких операций в автоматическом режиме. Оборудование, входящее в РТК, делится на оборудование обрабатывающее, обслуживающее и оборудование контроля и управления. К обрабатывающему оборудованию относится основное технологическое оборудование, модернизированное для работы с промышленными роботами. Обслуживающее оборудование содержит устройство для размещения деталей на входе в РТК, межоперационные транспортирующие ч накопительные устройства, устройства для приема обработанных изделий, а также промышленные роботы (рис. 3.3). Оборудование контроля и управления обеспечивает режим работы РТК и качество выпускаемой продукции.
 Pиc.
3.3. Напольный робот с горизонтальной
выдвижной рукой и консольным механизмом
подъема ПР-4
Pиc.
3.3. Напольный робот с горизонтальной
выдвижной рукой и консольным механизмом
подъема ПР-4
Повышению эффективности применения промышленных роботов способствует рациональное сокращение номенклатуры ПР и улучшение их приспособляемости (адаптивности). Это достигается типизацией ПР. Производится всесторонний анализ производства, группировка объектов роботизации и установление типов и основных параметров ПР. Типизация ПР является основой для развития их унификации, которая должна быть направлена на обеспечение возможности создания роботов путем агрегатирования. Чтобы обеспечить принцип агрегатирования, производится стандартизация: 1) присоединительных размеров приводов, передаточных механизмов и датчиков обратной связи; 2) рядов выходных параметров приводов (мощностей, скоростей и т. п.); 3) методов связи устройств программного управления с исполнительными и измерительными устройствами.
Результатом работ по унификации ПР должно явиться создание их оптимального типажа и системы агрегатномодульного построения. Агрегатно-модульная система построения промышленных роботов - это совокупность методов и средств, обеспечивающих построение разных типоразмеров ПР кз ограниченного числа унифицированных узлов (модулей и агрегатов). Она позволяет использовать минимальное число серийно выпускаемых функциональных узлов, которые выбирают по специальным промышленным каталогам. Это дает возможность в многономенклатурном производстве быстро перестроить роботизированные системы машин на выпуск новой продукции. На базе ПР с агрегатно-модульным построением основывается гибкое автоматизированное производство (ГАП).
Планирование внедрения механизированного и автоматизированного оборудования связано с анализом производства. Анализ производства сводится к выявлению ряда условий, которые способствуют применению этого оборудования. Анализу не подлежит производство, связанное с применением тяжелого ручного труда. Механизация и автоматизация тяжелого ручного труда является первостепенной задачей и не зависит от результатов экономического расчета.
Проектирование механизации и автоматизации технологических процессов необходимо начинать с анализа существующего производства. Во время анализа выясняются и уточняются те особенности и специфические отличия, на базе которых выбирается тот или иной тип оборудования. Предпроектная стадия разработки механизации и автоматизации производственных процессов включает в себя решение ряда вопросов.
1. Анализ программы выпуска изделий включает в себя изучение: годовой программы выпуска изделии, стабильности и перспективы выпуска; уровня унификации и стандартизации; специализации и централизации производства; ритмичности производства; грузооборота (грузооборот представляет собой общую массу прибывающего и отправляемого груза - для погрузочных операций). Необходимо запомнить, что эффективность механизации и автоматизации процесса в большой степени зависит от программы выпуска изделий. Устройства механизации и автоматизации в массовом и мелкосерийном производстве будут значительно различаться.
2. В анализ технологического процесса изготовления изделий, подлежащего механизации и автоматизации, входит: определение пригодности технологического процесса для механизации и автоматизации; выявление недостатков действующего технологического процесса; определение трудоемкости основных и вспомогательных операций;
сравнение действующих режимов изготовления с режимами, рекомендуемыми в справочниках; анализ применения групповой технологии; разделение технологического процесса на классы.
К первому основному классу относятся процессы, которые требуют ориентации заготовки (детали) и характеризуются наличием обрабатываемого инструмента. Эти процессы свойственны основной номенклатуре изделий, которые изготовляются резанием, давлением или собираются, контролируются и т. п. Ко второму основному классу относятся процессы, которые не требуют ориентации заготовки (детали), в них вместо обрабатывающего инструмента используют рабочую среду. К ним относятся термическая обработка, галтовка, мойка, сушка и т. п.
К первому переходному классу относятся процессы, которые требуют ориентации заготовки (детали), но инструмент отсутствует, и его роль выполняет рабочая среда; нанесение местных покрытий, контроль твердости намагничиванием и т. п. Ко второму переходному классу относятся процессы, которые не требуют ориентации заготовки (детали), но в них участвует обрабатывающий инструмент; изготовление деталей методом порошковой металлургии, производство металлокерамических и керамических деталей и др.
3. Анализ конструкции изделия, при этом устанавливается четкость обработки изделия и полнота технических требований к изготовляемой детали; исследуется форма, размеры, материалы, масса изделия и устанавливается пригодность для того или иного вида механизации и автоматизации.
4. Подбор информации по разным видам механизации и автоматизации. До начала работы должны быть известны все приемы и технологические схемы, а также оборудование, приборы и средства, освоенные промышленностью. Перед принятием решения производится поиск информации по производству аналогичных изделий в стране и за рубежом.
5. Экономический расчет эффективности предполагаемой механизации и автоматизации производства.
6. Разработка и согласование рекомендаций по изменению действующих производственных условий. Рекомендации разрабатываются на основе проведенного анализа и к ним могут быть отнесены: проведение унификации, т. е. приведение к одному типоразмеру близких по конструкций изделий; изменение последовательности технологических операций или применение совершенно нового прогрессивного технологического процесса; использование группового технологического процесса близких по конструкции изделий; применение нового вида заготовки изделия; уточнение и при необходимости изменение технических требований чертежа; изменение формы и размеров изделия; изменение материала изделия.
7. Принятие решения по использованию определенного принципа механизации и автоматизации и составление технического задания на разработку.
Приведены сведения по различным аспектам и видам автоматизации машиностроения, в том числе по комплексной автоматизации проектирования и изготовления изделий, автоматизации технологических процессов сборки. Значительное
внимание уделено особенностям проектирования технологических процессов в условиях автоматизированного производства, математическому моделированию в технологических системах, автоматизации проектирования технологических
процессов и управлению техническими объектами и процессами. Рассмотрены вопросы формирования виртуальных производственных систем на базе распределенных производственных систем, использования CALS-технологий и информационных технологий при проектировании и сопровождении изделий на этапах их жизненного цикла.
Для студентов, обучающихся по направлениям подготовки «Технология, оборудование и автоматизация машиностроительных производств», «Конструкторско-технологическое обеспечение машиностроительных производств», «Автоматизированные
технологии и производства». Может быть полезен специалистам, работающим в области машиностроительных технологий.
СПИСОК ЛИТЕРАТУРЫ:
1. Автоматизация проектирования технологических процессов в машиностроении / Под ред. Н.М. Капустина. — М.: Машиностроение, 1985.
2. Автоматизация проектирования технологических процессов и средств оснащения / Под ред. А.Г. Раковича, Г.К. Горанский, Л.В. Губич, В.И. Махнач и др. — Минск, ИТК АН Беларусь, 1997.
3. Автоматизированные системы проектирования технологических процессов механосборочного производства / Под ред. Н.М. Капустина. — М.: Машиностроение, 1979.
4. Андреев Г.Н., Новиков В.Н., Схиртладзе А.Г. Проектирование технологической оснастки машиностроительного производства. — М.: Высшая школа, 2002.
5. Андрющенко В.А. Следящие системы автоматизированного сборочного оборудования. — Л.: Машиностроение, 1979.
6. Башарин А.В., Новиков В.А., Соколовский Г.Г. Управление электроприводами. — Л.: Энергоиздат. Ленинградское отделение, 1982.
7. Вентцель Е.С. Исследование операций: задачи, примеры, методология. — М.: Наука, 1988.
8. Вороненко В.П., Схиртладзе А.Г., Брюханов В.П. Автоматизированное производство. — М.: Высшая школа, 2001.
9. Гибкие производственные комплексы / Под ред. П.Н. Белянина, В.А. Лещенко. — М.: Машиностроение, 1984.
10. Гжиров Р.И., Серебреницкий П.П. Программирование обработки на станках с ЧПУ. — Л.: Машиностроение, 1990.
11. Диалоговое проектирование технологических процессов. Н.М. Капустин, В.В. Павлов, Л.А. Козлов и др. — М.: Машиностроение, 1983.
12. Евгенев Г.Б. Системология инженерных знаний. — М.: Изд-во. МГТУ им.
Баумана, 2001.
13. Капустин Н.М. Разработка технологических процессов обработки деталей на станках с помощью ЭВМ. — М.: Машиностроение, 1976.
14. Капустин Н.М., Васильев Г.Н. Автоматизация конструкторского и технологического проектирования. Система автоматизированного проектирования. В 9 кн. Кн. 6. — М.: Высшая школа, 1986.
15. Капустин Н.М., Дьяконова Н.П., Кузнецов П.М. Автоматизация машиностроения / Под ред. Н.М. Капустина. — М.: Высшая школа, 2002.
16. Капустин Н.М., Кузнецов П.М. Структурный синтез при автоматизированном проектировании технологических процессов деталей с использованием генетических алгоритмов // Информационные технологии, 1998. № 4. С. 34-37.
15. Капустин Н.М., Кузнецов П.М. Формирование виртуальной производственной системы для выпуска изделий в распределенных системах //Машиностроитель. 2002. № 6. С. 42-46.
16. Козырев Ю.Г. Промышленные роботы: Справочник. — М.: Машиностроение, 1988.
17. Кузнецов М.М., Усов Б.А., Стародубов B.C. Проектирование автоматизированного производственного оборудования. — М.: Машиностроение, 1987.
18. Металлорежущие станки и автоматы / Под. ред. А.С. Проникова. — М.: Машиностроение 1981.
19. Куропаткин П.В. Оптимальные и адаптивные системы. — М.: Высшая школа, 1980.
20. Моделирование робототехнических систем и гибких автоматизированных производств / Под ред. Н.М. Макарова. В 9 кн. Кн. 5. — М.: Высшая школа, 1986.
22. Машиностроение. Энциклопедия. Раздел III. Технология производства машин / Под ред. П.Н. Белянина. — М.: Машиностроение, 2000.
23. Мухин А.В. Новые концепции организации промышленного производства // Наука производству. 2001. №5. С. 2 - 7.
24. Норенков И.П. Принципы построения и структура. Системы автоматизированного проектирования. В 9 кн. Кн. 1. — М.: Высшая школа, 1986.
25. Норенков И.П. Разработка САПР. — М.: Изд-во МГТУ им. Н. Э. Баумана. 1994.
26. Норенков И.П. Основы автоматизированного проектирования. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2000.
27. Основы автоматизации машиностроительного производства / Под. ред. Ю.М. Соломенцева. — М.: Высшая школа, 1999.
28. Норенков И.П., Кузьмин П.К. Информация поддержки наукоемких изделий. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2002.
29. Павлов В.В. Типовые математические модели в САПР ТП. — М.: Мосстанкин, 1989.
30. Павлов В. В. CALS-технологии в машиностроении (математические модели). — М.: Изд-во МГТУ Станкин, 2002.
31. Программное управление станками / Под ред. В.Л. Сосонкина. — М.: Машиностроение, 1981.
32. Павлов В.В. CALS-технологии в машиностроении (математические модели). — М.: Изд-во МГТУ Станкин, 2002.
33. Роботизированные производственные комплексы / Под ред. Ю.Г. Козырева, А.А. Кудинова. — М.: Машиностроение, 1987.
34. Справочник технолога машиностроителя / Под ред. A.M. Дальского. В 2 т. — М.: Машиностроение, 2001. «Издательство машиностроение - 1».
35. Схиртладзе А.Г., Соколов В.И., Фадеев В.А. Металлорежущие станки с программным управлением и подготовки программ. — Харьков: Высшая школа, 1992.
36. Технология машиностроения. Основы технологии машиностроения / Под ред. A.M. Дальского. В 2 т. Т. 1. — М.: Изд-во МГТУ им. Н. Э. Баумана, 1997.
37. Технология машиностроения. Производство машин / Под ред. Г.Н. Мельникова. В 2 т. Т. 2. - М.: Изд-во МГТУ им. Н.Э. Баумана, 1998.
38. Технология производства гусеничных и колесных машин / Под ред. Н.М. Капустина. — М.: Машиностроение, 1989.
39. Трудоношин В.А., Пивоварова Н.В. Математические модели технических объектов. В 9 кн. Кн. 4. — М.: Высшая школа, 1986.
В зависимости от размера производственной программы различают производство 3-х основных типов: единичное, серийное, массовое.
В массовом производстве с постоянным объемом выпуска как правило применяется высокопроизводительное специальное оборудование, объединенное автоматическими транспортно-загрузочными механизмами периодического действия, что в комплексе представляет собой жесткие АЛ.
Крупносерийное производство характеризуется ограниченным временем выпуска продукции, определенным сроком ее морального старения. Подготовка такого производства должна осуществляться в короткие сроки. В этих условиях к основному и вспомогательному оборудованию предъявляют требования высокой производительности и над-ти, переналадки и возможности перекомпоновки сравнительно легкими способами. Снижение стоимости подготовки производства зависит от соблюдения этих требований. Этим требованиям удовлетворяют автоматическое и полуавтоматическое оборудование и прежде всего агрегатные станки и станки с ЧПУ, которые с помощью ПР можно объединить в переналаживаемые несинхронные гибкие АЛ.
Серийное многономенклатурное производство в котором длительность выпуска деталей одного типа колеблется от нескольких дней до нескольких недель до недавнего времени имело парк оборудования из переналаживаемых и широкоуниверсальных станков с ручным управлением.
Задача автоматизации решалась применением копировальных станков и быстропереналаживаемых станков полуавтоматов с кулачковыми механизмами. В настоящее время имеются различные тенденции автоматизации этого производства:
Применение переналаживаемых агрегатных станков, объединенных в переналаживаемые АЛ с гибкой связью (несинхронные).
Создание переналаживаемых АЛ для групповой обработки деталей сменными наладками. (эк-ки выгодны только при достаточно больших сериях)
Создание АЛ с программным управлением станков с ЧПУ.
Создание автоматизированных производств из станков с ЧПУ с управлением от ЭВМ на среднем и на верхнем уровнях.
Последние два направления представляются наиболее перспективными, т.к. в них заложены предпосылки реализации качественно нового уровня производства. (ГПС).
Одним из путей эффективного решения комплексной автоматизации серийного производства является создание типовых автоматизированных технологических комплексов (АТК) различают назнач. для выполнения наиболее распространенных в МС операций, включая заготовительные и сборочные. Такие комплекса должны отвечать требованиям:
Обеспечивать надежное функционирование при высоком уровне автоматизации.
Охватывать основные ТП МС производства включая заготовительные и сборочные операции.
Иметь возможность стыковки между собой и с типовыми транспортными системами при различных компоновках автоматизированных участков и АЛ.
Обеспечить широкую приспосабливаемость к изменяющимся условиям производства. Технологические комплексы должны обеспечивать возможность выбора того уровня автоматизации, который экономически оправдан.
Перспективным для автоматизации среднесерийного и мелкосерийного производств является создание типовых роботизированных комплексов и ГПМ.
Мелкосерийное производство, требующее переналадки в пределах хар-а наиболее низким уровнем производительности труда и автоматизации ПП.
В мелкосерийном производстве номенклатура деталей закрепленных за станком может быть достаточно широкой, поэтому автоматизация в таком производстве должна развиваться за счет расширения методов групповой обработки и создания РТК и ГПМ, программируемых по 1-ой детали и обрабатываемые в дальнейшем.
Единичное производство – основа универсальные станки с ручным управлением. Могут быть отдельные средства автоматизации. Широкая универсальность и высокая гибкость, т.е. возможность быстрой переналадки являются главными преимуществами таких станков. Основной их недостаток – малая производительность и выполнение рабочим всего необходимого цикла управления, работой станка.
Принципиально новые технологические процессы требуют создания нового технологического оборудования. Поэтому для их быстрой реализации необходима комплексная разработка технологии и технологического оборудования.
Важнейшая проблема развития любого современного производства - автоматизация технологических процессов.
Особенно актуальна она для машиностроения, и вот почему. Во-первых, здесьочень велика трудоемкость производства. Приведем лишь два примера: изготовление паровой турбины мощностью 500 тысяч киловатт по нормам занимает 300 тысяч часов, создание листопрокатного стана «2000» - 5,2 миллиона часов. Во-вторых, из 10 миллионов рабочих-машиностроителей около половины занято ручным трудом.
Автоматизация машиностроения не только увеличивает производительность труда, устраняет ручной тяжелый и монотонный труд, но и повышает качество и надежность изготовляемых изделий, улучшает коэффициент использования оборудования, сокращает цикл производства.
В чем суть автоматизации любого технологического процесса? Автоматизация должна обеспечить без участия человека заданные кинематику и параметры рабочего процесса с требуемой последовательностью и точностью.
Сложность автоматизации машиностроения заключается в том, что технология здесь не непрерывная, а дискретная и к тому же чрезвычайно разнообразная. Машиностроительное производство делает миллионы разных деталей, причем изготовление каждой детали связано с выполнением большого количества технологических операций. Литье, ковка, сварка, термообработка, механическая обработка, упрочнение, нанесение покрытий, неразрушающий контроль, сборка, испытание... И каждый из этих и многих других не упомянутых здесь технологических процессов имеет еще и различные варианты в зависимости от используемых материалов, формы, размеров и серийности деталей, требований к точности, эксплуатационным свойствам и т. д.
В машиностроении массовое производство составляет лишь 12%, и даже вместе с крупносерийным - всего 29%, а на долю серийного и индивидуального производств приходится 71%. Это осложняет решение проблемы автоматизации, так как при мелкосерийном производстве нужна гибкая, быстро перестраиваемая система автоматического управления технологическими процессами. Наиболее целесообразна здесь двухиерархическая система управления: непосредственно каждым технологическим процессом управляет своя малая ЭВМ, а управление всем производством с учетом получаемой от них информации осуществляют уже обычные ЭВМ.
Такой путь весьма перспективен для автоматизации машиностроения. Но, конечно, и для его реализации необходимо совершенствовать технологическое оборудование и технологические процессы.
До настоящего времени закономерности многих технологических процессов машиностроения недостаточно раскрыты, и рабочие параметры регулируются эмпирическими приемами. На заводах из-за влияния масштабного фактора и других производственных условий недостаточно изученную технологию приходится отрабатывать заново.
Проблемы эти становятся все более актуальными, так как создание новой техники связано с усложнением конструкций, применением труднообрабатываемых материалов, повышением требований к качеству, надежности, эксплуатационным характеристикам.
В заготовительном производстве наиболее эффективны непрерывные технологические процессы, например, непрерывная разливка стали, прокатка заготовок, гибка пространственных пустотелых заготовок из листа и бунтовой ленты. Непрерывные процессы, наиболее благоприятные для автоматизации, обеспечивают наибольшую производительность и экономию металла.
Для улучшения условий автоматизации и механизации сборочных работ, которые очень трудоемки и в серийном производстве в основном выполняются вручную, необходимо совершенствовать конструкции деталей и компоновку машин, повышать точность размерной обработки, оптимизировать допуски и размерные цепи машин.
Автоматизация отдельных технологических операций, конечно, повышает производительность и качество продукции. Но наиболее эффективна комплексная автоматизация последовательно связанных технологических операций. При этом устраняются неточности предыдущих операций, которые могут нарушать работу автомата на последующей операции, обеспечивается синхронизация потока технологических операций, устраняющая простои автоматов.
При мелкосерийном производстве подготовка производства, проектирование и изготовление оснастки, наладка оборудования, установка, выверка изделий, контроль, транспортировка и складирование связаны с большими затратами труда и времени. Поэтому наибольший эффект в машиностроении дает интегральная автоматизация: основные технологические операции автоматизируются совместно с вспомогательными, контрольными и транспортными работами.
Опыт применения интегрально автоматизированных поточных линий в производстве показывает, что производительность труда повышается до четырех раз.
Чтобы комплексные автоматические системы обеспечивали высокую работоспособность и исключали труд наладчиков, управление должно базироваться на принципах адаптации и корректировки рабочих процессов. В этом случае параметры технологического процесса, состояние инструмента, заготовки, ее установка, координация, точность обработки должны контролироваться датчиками, передающими необходимую информацию, на основе переработки которой регулируются параметры рабочих процессов, перемещаются или заменяются инструменты и т. д.
Поточные автоматические линии надо укомплектовывать автоматически управляемым технологическим оборудованием, транспортными средствами, контрольными приборами, кантующими, установочными, съемочными манипуляторами. В ряде случаев требуются точные манипуляторы с большими кинематическими возможностями, а иногда и со слежением и автоматической корректировкой операций. Такие сложные и автоматизированные манипуляторы, заменяющие далеко не простой ручной труд, обычно называют роботами.
Практика показывает, что роботы должны использоваться не только для вспомогательных операций, но также для автоматизации сложных, разнообразных технологических операций, например, пространственной сварки, сборки, обрубки, зачистки, упаковки. Такие операции требуют автоматического слежения и пространственной ориентации, и для их автоматизации роботы должны иметь адаптивное управление.
Большое значение имеет также автоматизация систем технологической подготовки производства , которая должна обеспечивать автоматическое проектирование технологических процессов, анализ технологичности конструкций, определение номенклатуры оснастки, инструмента, разработку программ управления и т. п.
Автоматическое управление технологией не только исключает субъективные ошибки, свойственные ручному труду, но и обеспечивает высокую стабилизацию технологических процессов, корректировку их параметров в связи с колебаниями размеров и свойств заготовок исходных материалов, изменениями состояния оборудования и инструмента.
Даже в тех случаях, когда технологический процесс полностью автоматизирован и обеспечивается его стабильность, проблема автоматизации контроля полностью не устраняется. Поэтому надо развивать автоматические методы и средства анализа химического состава материалов, неразрушающего и метрологического контроля, механических испытаний.
И в заключение отмечу, что автоматизация производства значительно упрощается и дает наибольший экономический эффект с повышением серийности производства. Вот почему важнейшее условие расширения автоматизации - специализация производства и максимальная унификация изделий. Этому принципу технической политики необходимо уделять большое внимание.
Член-корреспондент Академии наук СССР Н. Зорев, директор Центрального научно-исследовательского института технологии машиностроения (ЦНИИТМАШ).