Vjačeslav Vjačeslavovič, Irkutsk, samostatne zárobkovo činná osoba
S Armplastom spolupracujem od roku 2014. Objednali sme 2 rady armovacích zariadení a 1 linku na výrobu sklotextilnej siete ASP, dodali ju včas, namontovali a nakonfigurovali zariadenie, zaškolili personál na prácu na linkách a zdieľali technológiu. Prezradili nám všetky zložitosti a tajomstvá výroby sklolaminátových kompozitov, vďaka ktorým sú produkty kvalitatívne o úroveň vyššie ako u konkurencie. Ľahko sme vstúpili na trh a veľmi rýchlo sme zaplatili. Od Armplastu nakupujeme aj suroviny, takže nemáme problémy so surovinami a vždy máme z čoho vyrobiť sklolaminátovú výstuž alebo sieťovinu. Ruský trh s kompozitnými materiálmi je prakticky neobmedzený a stavitelia sú takí konzervatívni, že ani nevedia o takom skvostnom vynáleze, akým je sklolaminátová výstuž a sieťovina, no všetci sú spokojní a v dôsledku toho takmer úplne opustia kov v nízkopodlažných budovách. výstavby. Nikdy neboli žiadne sťažnosti týkajúce sa prevádzky liniek. Ďakujeme špecialistom Armplast za kvalitne odvedenú prácu.
Nikolay, Moskva, stavebná firma
Linku sme kúpili od výrobcov zariadení Armplast v roku 2015. Dlho sme vyberali dodávateľa a porovnávali rôzne spoločnosti, navštívili vlastné výrobné prevádzky, porovnali produkty, konkrétne kvalitu vyrobených kompozitných materiálov a nakoniec padla voľba na firmu Armplast. Kovanie sme dokázali namontovať dostatočne rýchlo, do 2 týždňov, čo je 2x rýchlejšie ako je uvedená dodacia lehota. Všetky ceny boli uvedené „úprimne“, čo nemôžem povedať o iných výrobcoch, kde sa objavili rôzne dodatočné prirážky, aby linka nakoniec fungovala. Spustili sme a vyrobili skúšobnú dávku produktov, kvalita bola vynikajúca. Zabezpečte včasné dodávky surovín. Som spokojný so všetkým, dúfam, že budeme pokračovať v práci v rovnakom rytme.
Michail Alexandrovič, Moskva, riaditeľ stavebnej firmy
Rád by som poďakoval tímu Armplast za kvalitné vybavenie, ktoré nám dodali. Kúpili sme 3 linky naraz a ani sme nečakali tak krátku dobu návratnosti, ale je to naozaj možné. Môžem dodať, že linky sú skutočne veľmi ekonomické z hľadiska spotreby elektriny, surovín a práce. Linku môže obsluhovať len 1 osoba. Naozaj veľmi vysoko výnosné podnikanie a veľmi dobrý dodávateľ zariadení. Vyrábané armatúry sú veľmi dobrá kvalita, čo nám umožnilo rýchlo „vytlačiť“ konkurentov v našom regióne. Teraz plánujeme rozvoj výroby v susedných regiónoch a opäť sa plánujeme obrátiť na závod Armplast, pretože na prácu tohto tímu nie sú žiadne sťažnosti, chalani sú naozaj profesionáli vo svojom odbore a vyškolili našich zamestnancov, ktorí sú teraz aj špičkoví profesionáli. Ďakujem za dobre odvedenú prácu.
Výstuž zo sklených vlákien alebo iných kompozitov úspešne nahrádza oceľové analógy.
Dopyt po materiáli na trhu sa vysvetľuje nízkymi nákladmi na suroviny a jednoduchou inštaláciou.
Produkty majú nízku cenu vďaka výrobe na automatizovaných linkách najmä z lacných surovín recyklované sklo. To vám umožní znížiť náklady na konečný produkt a ušetriť prírodné zdroje.
Dopyt po nekovovej výstuži zo sklenených vlákien pre železobetónové konštrukcie a základy neustále rastie. Používa sa v stavebníctve a pre potreby domácnosti. Čítajte ďalej a dozviete sa, ako sa vyrába.
 Nekovové armatúry sa vyrábajú od polovice 20. storočia.
Nekovové armatúry sa vyrábajú od polovice 20. storočia.
Priťahuje staviteľov, pretože pri inštalácii eliminuje zváraciu operáciu - výstužné prvky navzájom spojené svorkami.
Často v výroba prebieha materiál po spracovaní, čo znižuje náklady na výrobky.
Základom pre výrobu produktu je sklenený roving. Získava sa z hlinitokremičitanového skla tavením a ťahaním do závitov.
Potulky- ide o zväzok nití napustených mazivom.
Ako dodatočné spotrebný materiál použité:
- epoxidová živica;
- špeciálna pletená niť na vystuženie navíjania;
- etylalkohol, acetón;
- Dikyándiamid.
V Rusku existuje regulačný rámec na výrobu takýchto armatúr.
Dokument stanovuje požiadavky na materiál a prílohy obsahujú skúšobné pravidlá; Všetky normy na výrobu kompozitnej polymérovej výstuže upravuje GOST 31938-2012.
Regulačné akty obsahujú skúšobné metódy na určenie prevádzkových vlastností:
- 32486-2013 – trvanlivosť;
- 32487-2013 – odolnosť voči agresívnemu prostrediu;
- 32492-2013 – mechanické vlastnosti (konečné zaťaženie tlakom-ťahom, ohybom), priľnavosť k betónu.
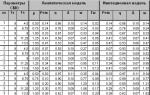
Porovnanie kovu a kompozitu
Tabuľka ukazuje porovnávacie charakteristiky výstuž zo sklenených vlákien a ocele:
Polymérne výrobky lacnejšie oceľ. Na rozdiel od tej druhej ona:
- nekoroduje morská voda;
- nebojí sa kyselín;
- nevedie elektrický prúd a teplo.
Vybavenie
 Veľa továrne na výstuž ovládal výrobu výrobkov z kompozitných materiálov.
Veľa továrne na výstuž ovládal výrobu výrobkov z kompozitných materiálov.
Vyrábajú tyče v súlade s GOST a vlastnými špecifikáciami.
Výrobky sa líšia hrúbkou kmeňov.
Seriózne podniky o tom varujú kupujúcich a poskytujú spoľahlivé informácie o produkte.
Továrne v Ruskej federácii
- NZKT, Nižný Novgorod. Vyrába sklolaminátovú (a čadičovú) výstuž s priemerom 3-36 mm. Výroba prebieha na vlastných zariadeniach. Predáva výrobné linky na výrobu výstuže a pletiva. Mesačná produktivita Výrobná kapacita podniku je 1 milión m. Výrobky boli použité pri výstavbe liniek metra v Moskve. Približná cena 1 m: 6,3 rubľov. (4-22 mm); 158 rubľov. (24-40 mm).
- VZKM, Voronež. Výrobky sú v súlade s GOST R 31938-2012. Surovinou je sklolaminát Advantex. Rozsah veľkostí: 4-10 mm v krokoch po 1 mm; 10, 12, 14 mm. Tovar sa predáva v kotúčoch 50 a 100 m každý – 800 000 m za mesiac. Odhadované ceny za 1 meter: 0,9 rub. (4-8 mm); 26-46 rub. (10-14 mm).
- "Závod AlYur", Kaluga. Náklady na 1 lineárny meter: 7-10 rubľov. (4-6 mm); 14-30 rubľov. (8-12 mm).
Na želanie zákazníka firma vyrába tyč s neštandardným priemerom.
Linky na výrobu sklenených vlákien
Technologický výrobný cyklus sa uskutočňuje na špecializovaných linkách.
 Štandardná sada zariadení na výrobu kompozitnej výstuže:
Štandardná sada zariadení na výrobu kompozitnej výstuže:
- cievkovnica, na ktorej sú nainštalované cievky so skleneným prameňom;
- Napínacie zariadenie obsahuje jednotku na ohrev suroviny a impregnačný kúpeľ;
- Obal je určený na formovanie a navíjanie (navíjanie) prúta;
- stroj na distribúciu pieskovej úpravy;
- tunelová pec sa používa na ohrev zväzku nití po impregnácii epoxidovou živicou;
- kúpeľ na vodné chladenie postroja po peci;
- poháňané upínacie zariadenie, automatická rezačka.
Dĺžka miestnosti na inštaláciu vedenia musí byť minimálne 22 metrov. Každý zo strojov je široký asi meter. Priemerný štartovací výkon je 12 kW, prevádzkový výkon je 4 kW.
Technológia kladie dve požiadavky na vybavenie dielne:
- Do pece sa privádza nútený výfuk.
- V dielni musí byť nainštalované prívodné (nútené alebo prirodzené) vetranie.
Na trhu sú zariadenia od rôznych firiem, určené pre rôznu produktivitu a objemy sklolaminátových výrobkov, a teda rozdielne aj v cene.
Niekoľko príkladov lacných nízkoenergetických vedení pre malé dielne
Približná cena
Sada jednotiek bude stáť malý podnik 1,5-1,8 milióna rubľov, riadok priemerná produktivita- viac ako 3 milióny
Mashspetsstroy teda predáva linky a stroje na výrobu kompozitnej výstuže zo sklenených vlákien, určené na výrobu tyče s priemerom 12 mm rýchlosťou 8 m/min., za cenu 43 tisíc dolárov.
Ivanovo Mechanical Plant ponúka dve modifikácie liniek:
- jednovlákno 10 m/min za cenu 29 tisíc dolárov;
- dvojvláknový 20 m/min za cenu 35 tisíc dolárov.
Jednotky môžu vyrábať dva typy výstuže: rebrované a vinuté. Rozmery, cena a spotreba energie výrobnej linky pre prvý typ sú menšie.
Charakteristiky jednotky
 Tu sú dva príklady lacných liniek.
Tu sú dva príklady lacných liniek.
- "TLKA-2" Spoločnosť Armatura-Sila. Dĺžka technologickej reťaze je do 18 m, dĺžka tyče je do 12 m, šírka je 2 m. Linku s produktivitou 5-10 km/zmena obsluhujú 2-3 osoby. Cena 1,2 milióna rubľov. (s automatickým dvojvláknovým zákrutom - 1,75 milióna). Vyrába tvarovky s priemerom 4-20 mm. Celkový výkon strojov je 12-14 kW.
- PLPSA-20 PlastOsnova LLC. Dvojpramenná linka dĺžky 16 m je určená na výrobu výstuže s priemerom 4-16 mm. Výrobca odporúča inštaláciu v miestnosti dlhej 22 m, vysokej 2,5 m a s teplotou vzduchu minimálne 16⁰С. Náklady sú 1 milión rubľov.
Technológia výroby
Stručný technický postup prípravy skleneného pramenca:
- príprava surovín - aby sa materiálu dala ťažnosť, roztaví sa;
- ťahanie nití do hrúbky 20 mikrónov;
- nanášanie oleja na vlákna;
- tvorba zväzkov viacerých nití, t.j. vlastne sklenený roving.
Roving je základom budúceho posilňovania.
 Od toho závisí jeho sila a ďalšie technické vlastnosti.
Od toho závisí jeho sila a ďalšie technické vlastnosti.
Preto je veľmi dôležité používať vysokokvalitné suroviny na výrobu kompozitnej výstuže.
Na zníženie nákladov na výrobky je povolené pridávať sklo, získané ako výsledok recyklácie.
Proces zahrievania a oddeľovania nití prebieha na linkových jednotkách.
Zariadenie je konfigurované pre výrobky určitej dĺžky a priemeru.
- Nite zastrčené do cievkovnice sa privádzajú do napínacieho zariadenia, ktoré vykonáva niekoľko funkcií. Stroj rovnomerne rozdeľuje vnútorné napätia vznikajúce v závitoch a usporiada ich vo forme zväzku.
- Zväzky s aplikovanou olejovou kompozíciou sa sušia a zahrievajú ohriatym vzduchom.
- Pripravené zväzky nití sa spúšťajú do kúpeľov naplnených vyhrievaným spojivom.
- Kalibračný mechanizmus tvorí tyč daného priemeru. V prípade výroby výstužných tyčí s rebrami sa na základňu navíjajú pletené nite.
- Predvalky vstupujú do tunelovej pece. Jemný piesok sa najskôr rozloží po povrchu výrobkov bez navíjania.
Na výrobu hotového výrobku zostáva len chladiť prúty tečúcou vodou, narezať ich alebo navinúť do zvitkov.
Užitočné video
Toto video názorne ukazuje technológiu výroby sklolaminátovej kompozitnej výstuže zo sklolaminátu na linke TLKA-2:
Záver
Výroba technologického produktu s vysokým dopytom je atraktívny nápad na organizáciu podniku.
Existujú všetky predpoklady na posilnenie:
- Dostupné suroviny a vybavenie.
- Na obsluhu linky stačia 2-3 ľudia.
- S rovnakými vlastnosťami, nákladmi výstuž zo sklenených vlákien nižšia ako oceľ asi o 30 %.
- Materiál je oveľa ľahší ako jeho kovový náprotivok, čo znižuje náklady na dopravu. Takže 2 tony valcovanej ocele stoja rovnako ako 160 kg kompozitu.
Spoločnosť má dobré vyhliadky na rozvoj, keďže sklolaminátovú výstuž čoraz viac využívajú malé stavebné firmy.
Kompozitná alebo sklolaminátová výstuž je high-tech materiál, ktorý je vhodný do podmienok moderný trh stavebné materiály technické vlastnosti, ktorá si vyžaduje relatívne malé kapitálové investície. Sklolaminát môže ľahko nahradiť kov v betónovej konštrukcii akejkoľvek veľkosti bez toho, aby vyžadoval tak častú výmenu ako oceľové výrobky.
S výrobou sklolaminátovej výstuže sa môže pustiť každý, kto pozná technológiu, požiadavky na priestor a potrebné vybavenie.
Hlavné výhody sklenených tvaroviek
Sklolaminátová výstuž je medzi kupujúcimi čoraz obľúbenejšia a vďaka svojim výhodám vytláča svojich oceľových náprotivkov, ktoré zaujímali dominantné postavenie. Medzi jeho hlavné výhody patrí:
- ľahkosť v porovnaní s oceľovou výstužou: 160 kg sklolaminátu objemovo zodpovedá dvom tonám kovového materiálu;
- výrobné náklady sú o 30 % nižšie ako štandardné investície na výrobu konkurenčných analógov;
- vysoká a rýchla návratnosť;
- pevnosť v ťahu je 3-krát vyššia ako u iných materiálov;
- nie sú potrebné veľké priestory, ťažké vozidlá a početný servisný personál;
- sklolaminátová výstuž nepodlieha korózii.
Suroviny na výrobu sklolaminátovej výstuže
Kompozitnou výstužou sú prúty s priemerom 4 až 18 mm so špirálovým profilom. Štruktúra materiálu je reprezentovaná hlavným kmeňom paralelných vlákien a vonkajšou vrstvou, ktorá sa môže meniť (jedno vinutie, obojsmerné vinutie, striekanie piesku).
Výstuž sa často nachádza vo zvitkoch s priemerom 10 mm, to znamená v krútenej forme. Dve hlavné zložky materiálu sú roving a epoxidová živica. Prvý pôsobí ako výstužný materiál a druhý hrá úlohu spojiva. Okrem základne potrebujete aj:
- acetón;
- tkacie nite;
- etanol;
- Dikyándiamid.




V priemere sú náklady na výrobu 1 kg výstuže zo sklenených vlákien 127 rubľov.
Potrebné vybavenie na výrobu armatúr
Centrálnym prvkom systému výroby výstuže zo sklenených vlákien je linka alebo dopravník, špeciálne navrhnutý na tento účel. Medzi jeho zložky patrí:
- stojany na potulky;
- jednotka na impregnáciu skleneného vlákna živicou;
- piecť;
- obal;
- dokončovacia násypka;
- magnezitová pec;
- vzduchová chladiaca jednotka;
- ťažný mechanizmus;
- rezací stroj;
- výstupný zásobník hotové výrobky;
- riadiaca jednotka.

Napriek rýchlemu tempu rozvoja priemyslu nie každý dodávateľ môže ponúknuť zariadenia vhodné pre potreby malých podnikov. Typicky je počet dostupných možností značne obmedzený počiatočnými finančnými možnosťami podnikateľa.
Niektorí výrobcovia ponúkajú vybavenie v cene od 1 do 1,7 milióna rubľov - tento cenový rozsah je pre začiatočníkov najoptimálnejší individuálnych podnikateľov, keďže objemy takejto výroby budú zodpovedať ukazovateľom malého podniku. V tomto prípade bude výrobná rýchlosť výstuže zo sklenených vlákien približne 2–4 m/min. Zariadenia, ktorých produktivita je 6–12 m/min, budú stáť dvakrát až trikrát viac.
Ak nemáte prostriedky na nákup nového zariadenia, mali by ste porozmýšľať o prenájme alebo kúpe použitého zariadenia. Dobrá hodnota za peniaze sa ponúka v zahraničí, napríklad v Číne, aj na domácom ruskom trhu.
Požiadavky na výrobné priestory
Napriek tomu je potrebné pamätať na bezpečnostné pravidlá. Z tohto dôvodu musí každá miestnosť vybraná na výrobu výstuže zo sklenených vlákien spĺňať všeobecne uznávané normy, aby sa predišlo nehodám a problémom s fungovaním výrobnej linky. Medzi hlavné požiadavky patrí:

Priestory na výrobu sklolaminátovej výstuže musia spĺňať všetky požiadavky na bežnú prevádzku
- vzdialenosť od obytných budov;
- výška a dĺžka miestnosti sú najmenej 2,5 a 22 m;
- dobré vetranie;
- technické vybavenie: vodovod, elektrina a kanalizácia;
- výškový rozdiel - nie viac ako 5 cm;
- zahrievanie na 16-18 °C.
Okrem toho bude v počiatočnej fáze výroby potrebný zdroj energie s kapacitou 12 kW. Potom po ladení výrobný proces, toto číslo možno znížiť na 4 kW. Čo sa týka vetrania, najprijateľnejšie by bolo nútené vetranie miestnosti. Tunelová rúra vyžaduje samostatný digestor, ktorý je možné pripojiť k všeobecnému systému.
Neexistujú žiadne samostatné požiadavky na šírku miestnosti, pretože dopravník je oveľa dlhší na dĺžku ako na šírku. Pre zníženie nákladov na prenájom sa môžete rozhodnúť pre nehnuteľnosť mimo mesta – aj pri súčasnom zvýšení nákladov na dopravu sa tým výrazne znížia mesačné náklady na udržanie prevádzky.
Technológia výroby sklolaminátovej výstuže
Kľúčom k výrobe kvalitných produktov je prísne dodržiavanie vyvinutej technológie. Sklolaminátová výstuž sa vyrába v niekoľkých etapách.
Rovingové spracovanie

Sklený roving je základom kompozitnej výstuže, ktorá sa získava tavením hlinitokremičitanového skla. Materiál sa ťahá do vlákna s prierezom 10–20 mikrónov, potom sa vlákna impregnujú mazivom a tkajú sa do zväzkov. Spočiatku je hlavný materiál umiestnený na špeciálnych stojanoch, ktoré ho rovnomerne posúvajú ďalej pozdĺž linky.
Nite zhromaždené v hustom zväzku sa sušia a zahrievajú horúcim vzduchom a potom zahriaty prameň prechádza impregnačným kúpeľom, úplne ponorený do epoxidová živica. Impregnačná jednotka je mechanizmus so štyrmi drážkami, cez ktoré sa ťahajú nite rôznych priemerov (od 12 do 18 mm).
Tvarovanie a ovíjanie
Po spracovaní vstupuje roving do tvarovacej matrice, ktorá určuje priemer budúceho stavebného materiálu, a potom na vinutie lana, ktoré upravuje hrúbku tyčí na určitý parameter a zabezpečuje pevnosť v kontakte s betónovým podkladom.
Výrobky, ktoré majú požadovanú hrúbku, zostávajú ako hotové výrobky a tie, ktoré sú tenšie, sú dodatočne posypané pieskom. Ovinovačka, rovnako ako impregnačná jednotka, pozostáva zo štyroch prúdov a je poháňaná dvoma pásovými elektromotormi. Vďaka kruhovej dráhe otáčania vám navíjacie zariadenie umožňuje získať produkty správneho valcového tvaru.

Vinutie potuliek
Pec na armatúry
Vzniknuté produkty vstupujú do 8 m dlhej magnezitovej tunelovej pece, kde prebiehajú zvyškové chemické reakcie (polymerizácia živice).

Záverečná fáza
Hotové, ale stále horúce výrobky sa posielajú do kúpeľa naplneného tečúcou vodou, aby sa ochladili na izbovú teplotu. Posledným krokom je rezací stroj, ktorý rozdelí materiál na tyče podľa zadaných parametrov. Keďže aj tie najjednoduchšie stroje používajú kotúčovú pílu s diamantovým povlakom, rez je presný a rovnomerný.

Dopravníková linka na výrobu kompozitnej výstuže je plne automatizovaná a riadená softvérovou jednotkou. Pred začatím výroby armatúr prevádzkový inžinier nastaví všetky potrebné parametre budúcich výrobkov.
Kompozitná výstuž získala veľa pozitívnych recenzií od špecialistov v stavebníctve. Podľa najkonzervatívnejších odhadov sa jeho výroba v malom rozsahu môže splatiť do roka a pol, za predpokladu, že sa produkt úplne predá. Materiál zo sklenených vlákien spoľahlivý, odolný voči vonkajším deštruktívnym faktorom, ľahko sa prepravuje a vo všetkých technických a ekonomických aspektoch je oveľa lepší ako kov.
Na moderných staveniskách je možné namiesto kovovej výstuže čoraz častejšie vidieť širokú škálu predmetov, štruktúr a štruktúr. Alternatívny výstužný materiál vyrobený z kompozitu vyvoláva veľa otázok: spotrebitelia sa zaujímajú o zloženie tyčí, aplikačné vlastnosti, vlastnosti a samozrejme výrobnú technológiu výstuže zo sklenených vlákien.
Hlavnou zložkou pri výrobe kompozitných tyčí je roving - špeciálne sklenené vlákno s hrúbkou 10-20 mikrónov. Aby ste sa navzájom spojili veľké množstvo Na tvarovanie sklolaminátu do odolnej tyče sa používajú špeciálne živice. Okrem toho v technologický postup Pri výrobe výstuže zo sklenených vlákien sa tiež používa acetón, dikyandiamid a etylalkohol. Ak sa vyrábajú špirálovo vinuté tyče, potom je potrebné aj vlákno na navíjanie.
Linka na výrobu kompozitných tyčí
Treba poznamenať, že výrobný proces výstuže zo sklenených vlákien sa dnes považuje za high-tech a vykonáva sa na plne automatizovanej výrobnej linke s minimálnym zásahom človeka. Nepretržitú ťahaciu linku udržiava operátor, ktorý riadi proces, a výroba armatúr sa môže vykonávať nepretržite.

- V technológii výroby kompozitnej výstuže všetko začína mechanizmom - cievovnicou, ktorá súčasne privádza asi 60 sklenených nití do napínacieho mechanizmu.
- Po vyrovnaní napätia všetkých vlákien sú vlákna usporiadané v požadovanom poradí a spojené do jedného vlákna.
- Ďalej nite prechádzajú fázou tepelného spracovania, kde sa z vlákien odstraňuje prebytočná vlhkosť, olej, prach a iné nečistoty.
- Ďalšou fázou technológie výroby tyče je ponorenie vlákien do kúpeľa zohriatych spojív.
- Vlákna napustené živicami sa ťahajú cez mechanizmus, ktorý tvorí priemer budúcej tyče. Ak sa vyrába tyč s vinutím, nasleduje špirálové navíjanie vlákna.
- V ďalšej peci prechádzajú živice, ktoré viažu vlákna, proces polymerizácie.
- V ďalšej fáze sa tyč ochladí a nakoniec sa buď privedie do zvitkov na špeciálnom zariadení, alebo sa nareže na kusy štandardnej dĺžky.
Článok odhaľuje kľúčové aspekty výroby sklolaminátovej výstuže, výber zariadení a komponentov na jej výrobu. Rovnako ako metódy predaja hotových výrobkov vrátane kalkulácií kapitálových investícií a čistého zisku.
Zosilnenie zo sklenených vlákien je zväzok súvislých, vysokopevnostných sklenených vlákien spojených do jedného prvku (výstuže). Spojovacím článkom pre vlákna sú syntetické živice, ktoré poskytujú spolupracovať vlákna a chránia ich pred mechanickými vplyvmi pri výrobe výrobku a počas prevádzky pred vystavením vonkajšie prostredia.
Hlavné charakteristiky výstuže zo sklenených vlákien
- Odolný proti roztrhnutiu. 3-krát pevnejšie ako oceľové analógy.
- Nepodlieha korózii.
- Odolné voči sladkej a morskej vode.
- Vysoké elastické vlastnosti.
- Je to dielektrikum (nie je elektricky vodivé).
- Má nízku tepelnú vodivosť.
- Rádio transparentné a neovplyvnené elektromagnetickými poľami.
- Nezrúti sa pod vplyvom nízkych teplôt.
- Pri rovnomernej výmene v betónových konštrukciách je 6-9 krát ľahšia ako oceľová výstuž.
- Možnosť získať ľubovoľnú dizajnovú dĺžku.
Rozsah pôsobnosti
- Sklolaminátová výstuž sa používa v cestnej a priemyselno-občianskej výstavbe.
- V budovách na rôzne účely vrátane betónových konštrukcií.
- Pri použití ľahkých a ťažkých betónových zmesí: všetky typy základov, betónové podlahy, penový betón.
- Na vrstvené murovanie tehlových budov.
- Ako spojovacie prvky (hmoždinky) na upevnenie tepelnej izolácie.
- Ako vystužené prúty a pletivá.
- Vo forme nosnej, obkladovej a pevnej vrstvy na spájanie viacvrstvových kamenných a tehlových stien.
- Používajú sa na spevnenie pobrežia, ako aj v námorných a prístavných štruktúrach.
- Všetky druhy kanalizácie, rekultivácie a kanalizácie.
- V betónových konštrukciách s použitím chemikálií. produkcie
 Fotografie možností použitia výstuže zo sklenených vlákien
Fotografie možností použitia výstuže zo sklenených vlákien
Relevantnosť podnikateľského nápadu
Stavebný trh, podobne ako trh so stavebnými materiálmi, možno s istotou považovať za jeden z najviac sa rozvíjajúcich a perspektívne odvetvie hospodárstva. V tomto smere výroba a predaj stavebné materiály vždy žiadaný. Vrátane nového produktu pre tento trh - kompozitná výstuž zo sklenených vlákien.
— Aká je výhoda tohto podnikateľského nápadu?

Kto je potenciálnym kupcom produktov?
Trh predaja výstuže zo sklenených vlákien je pomerne široký: od jednotlivých vývojárov až po veľké spoločnosti. Pozrime sa na všetky predajné kanály podrobnejšie.
- Realizácia fyzikálnych osoby (vývojári). Perspektívy – príležitosť na vytvorenie trvalého regionálny trh tržieb pri nízkej produktivite podniku.
- Implementácia stavebné obchody a malé firmy. Perspektívy - možnosť vytvorenia rozvetveného obchodnej siete na regionálnej aj národnej úrovni.
- Predaj veľkým stavebné firmy. Perspektíva - možnosť výrazne zvýšiť výrobu s/p tvaroviek uzatvorením dlhodobých kontraktov.
Ako sa vyrába výstuž zo sklenených vlákien?
Výroba výstuže zo sklenených vlákien je high-tech proces, ktorý pozostáva z nasledujúcich etáp:
- Impregnácia živicou zo sklenených vlákien vo forme súvislých nití (roving).
- Privádzanie rovingu do tvarovacej formy na získanie tyče určitého priemeru.
- Ťahanie východiskového materiálu cez polymerizačnú komoru zahriatu na určitú teplotu.
- Navíjanie a upevnenie profilu na vytvorenie rebrovaného povrchu.
Aké vybavenie je potrebné na organizáciu výroby?
Teraz je toho veľa, ale nie všetko spĺňa potreby malých podnikov. Hlavne kvôli vysokým nákladom. Preto zvážme viac najlepšia možnosť: uvádza spoločnosť PLAST OSNOVA.
Meradlá produktivity linky za minútu.
| Priemer výstuže | Jeden prúd | Dva prúdy |
Náklady na sadu zariadení sú 1 000 350 rubľov.
Požiadavky na výrobnú dielňu
Ak chcete umiestniť linku, miestnosť musí spĺňať nasledujúce kritériá:
- Dĺžka miestnosti je najmenej 22 m;
- Výška stropu v miestnosti je najmenej 2,5 m;
- Výškový rozdiel v mieste umiestnenia zariadenia nie je väčší ako 5 cm;
- Dostupnosť vetrania s prietokom vzduchu minimálne 250 litrov za minútu.
- Miestnosť musí byť vykurovaná. vzduchu nie nižšej ako 16-18°C.
Koľko peňazí bude potrebných na organizáciu výroby?
Investície
- Nákup hlavného zariadenia - 1 350 000 RUB.
- Nákup pracovných nástrojov, vybavenia - 250 000 rubľov.
- Nákup surovín - 500 000 rubľov.
- Náklady na dodávku, inštaláciu linky a vybavenie priestorov - 200 000 rubľov.
- Ostatné výdavky spojené s organizáciou podnikania - 250 000 RUB.
- Celkom - 2 300 000 trieť.
Koľko môžete zarobiť na výrobe sklolaminátovej výstuže?
Výpočet ziskovosti činností je uvedený v tabuľke:
* Dosiahnutie prognózovaných výnosov v priemere trvá 3 až 6 mesiacov.
Koľko produktov musíte mesačne vyrobiť, aby sa vaša aktivita vyrovnala?
Na dosiahnutie sebestačnosti je potrebné predávať produkty v hodnote 750 tisíc rubľov mesačne. (125 tisíc lineárnych metrov výrobkov). Takže skôr ako začnete tento typčinnosti, je potrebné posúdiť možnosť predaja produktov (kapacitu trhu) v regióne, kde sa plánuje otvorenie takéhoto podniku. Ak vykonané výpočty naznačujú, že kapacita trhu je výrazne nižšia, potom sa neodporúča začať s týmto typom činnosti.