Lekcia šitia.
Trieda 10.
Učiteľka pracovnej výchovy Deinekina I.A.
Téma: Výroba produktov s prevádzková divízia práce.
ciele:
Pokračovať v oboznamovaní sa so štruktúrou a organizáciou práce v odevných dielňach a profesiách výroba odevov. Upevnenie vedomostí a zručností pri výrobe obliečok na vankúše.
Didaktický materiál:
Názorné pomôcky, písomky, inštruktážne a technologické karty, technologické karty krok za krokom so vzorkami, karty.
Šijacie stroje, nožnice, nite, látky, strihacie detaily, polotovary - nevybavené veci.
Postup prác:
I Organizačný moment
Kontrola dochádzky.
II Opakovanie
Aké druhy výroby existujú?
Ktoré firmy vykonávajú hromadné šitie produktov na mieru?
Aké firmy sa zaoberajú individuálnou odevnou výrobou?
Spomeňme si, aké dielne sú k dispozícii v odevnej továrni? (karta č. 1) Sebaúcta.
Pomocou náčrtov zostavte postupnosť procesu výroby odevov v šijacom podniku a uveďte názov dielne.
Pripomeňme si, akí špecialisti pracujú v týchto dielňach.
Vašou úlohou je vybrať tie špeciality, ktoré zodpovedajú tomuto workshopu. (karta č. 2) Sebaúcta.
III Rozhovor o pripravovanej práci
Dnes sa musíme pozrieť na prácu experimentálnych a šijacích dielní.
Pri realizácii konkrétnej objednávky sa vypracuje technická dokumentácia pre konkrétny model.
Predstavme si, že umelec nakreslil náčrt modelu (v tomto prípade obliečky na vankúš s chlopňou)
Vašou úlohou ako technológa je: pomocou náčrtu modelu vypracovať technickú dokumentáciu: určiť veľkosť, látku na šitie, technologické spracovanie. (karta č. 3) Sebaúcta.
Teraz máme technický popis pre konkrétny model.
Keďže vyrobíme produkt s krok za krokom deľba práce(a takto sa šijú výrobky vo fabrike), je potrebné rozdeliť fázy výroby produktu na operácie.
Aby sme to urobili, vypracujeme pracovný plán na šitie obliečky na vankúš.
Vaša úloha: Obnovte postupnosť spracovania obliečky na vankúš s ventilom. (karta č. 4) Sebaúcta.
Rozdelenie operácií (M., R., U)
Štúdium inštruktážnych a technologických máp
IV Praktická práca
Úvodný brífing.
Než začneme, musíme:
Usporiadajte si každý svoj vlastný pracovisko.
Opakujte TBC na konkrétnom pracovisku.
Cvičenie:
S pomocou návodu technologická mapa vykonať konkrétnu operáciu.
Sebaovládanie. Vzájomná kontrola.
Aktuálny brífing. Kontrola kvality.
M . Uzavretý šev lemu.
1. Šírka švu lemu je 1 cm.
2. Stehovanie sa robí vo vzdialenosti 1-2 mm od okraja.
R . 1. Dĺžka ventilu - 25 cm.
2. Časti sú zložené pravou stranou von.
M. Dvojitý šev.
Šírka švu 7 mm.
Šitie je rovnomerné po celej dĺžke švu.
Pripomienka sa robí na začiatku a na konci zošívania, nie viac ako 1 cm.
U. Mokré – tepelné spracovanie vyrobené s vysokou kvalitou.
R. Obliečka na vankúš je zložená podľa štandardu.
Záverečná inštruktáž.
Prečo sú potrebné účtovné karty?
Čo je v nich zaznamenané?
Správa majstra o množstve a kvalite vykonanej práce, vyskytli sa v práci nejaké chyby?
Analýza vzorky.
Analýza vykonaných chýb.
VI Zhrnutie.
Hodnotenie výkonu.
G(O)S(K)OU S(K)O internát YIII typ č.3
na tému USP „ŠITIE“ na tému: „Praktické opakovanie. Výroba zástery s podbradníkom s operatívnym rozdelením práce“,
vedený v 11. triede „A“.
Učiteľ: Deinekina I.A.
14.02.2009
Téma: Praktické opakovanie. Zhotovenie zástery s podbradníkom s operatívnou deľbou práce
ciele:
Pokračujte v oboznamovaní sa s organizáciou práce v šijacej dielni továrne.
Upevnenie vedomostí a zručností pri výrobe zástery s podbradníkom.
Rozvoj analyticko-syntetickej činnosti žiakov na základe cvičení v komponovaní celku ako spôsobu rozvoja logického myslenia.
Pestovanie motivácie k učeniu prostredníctvom sebaúcty, samostatnosti a zmyslu pre zodpovednosť za pridelenú prácu tímu, schopnosť pracovať v tíme.
Didaktický materiál:
Názorné pomôcky, vzorka výrobku, náučná a technologická mapa, prevádzkové a technologické mapy so vzorkami, kartičky.
Náradie a príslušenstvo:
Šijacie stroje, nožnice, nite, látky, strihacie detaily, polotovary - nevybavené veci.
Postup prác:
I Organizačný moment
Kontrola dochádzky.
Kontrola kombinézy a pripravenosti na hodinu
II Opakovanie
1. Karta č. 1.
Cvičenie. Názov detailov strihu zástery podpíšte podbradníkom.
Sebaúcta.
2. Karta č. 2
Cvičenie. Obnovte postupnosť výroby zástera s podbradníkom. Sebaúcta.
3. Aké druhy práce existujú? Sebaúcta.
4. Spomeňme si, aké úkony ste robili pri výrobe zástery?
5. Pripomeňme si terminológiu strojové, ručné a žehlenie a ich súlad s konkrétnou prevádzkou.
6. Aké švy boli použité pri šití zástery?
Vyberte si z prezentovaných švov. Sebaúcta.
7.Podajte správu o pripravovaných prácach na jednotnom spracovaní zástery s podbradníkom.
IV Praktická práca
Úvodný brífing.
TBC počas konkrétnej operácie.
Organizácia pracoviska.
Aké problémy môžu nastať v dôsledku používania šijacieho stroja?
Cvičenie:
Pomocou inštruktážnej a technologickej mapy vykonajte konkrétnu operáciu.
Aktuálny brífing.
Osobitná pozornosť dávajte pozor na umiestnenie kontrolnej značky .
Sebaovládanie.
Záverečná inštruktáž.
Správa od majstra o kvalite a kvantite vykonanej práce.
Bolo v práci manželstvo?
V Analýza vykonanej práce.
Analýza vzorky.
Porovnanie, analýza vykonaných chýb.
VI Zhrnutie. stupeň.
Produkt. Obliečka na vankúš s chlopňou.
Teoretické informácie.Ľanová tkanina: výroba, vlastnosti (schopnosť absorbovať vlhkosť a prepúšťať vzduch), vzťah k vode a teplu. Pravidlá žehlenia ľanovej tkaniny. Tkáčska výroba (celkový pohľad). Profesie.
Operatívna deľba práce pri šití výrobku. Potreba sledovať správne vykonanie predchádzajúcich operácií. Švy používané pri továrenskom šití ľanových výrobkov.
Laboratórne práce.Štúdium vlastností ľanovej tkaniny.
Praktická práca. Spracovanie prierezu pomocou lemového švu s uzavretým rezom (šírka švu do 1 cm). Označenie dĺžky ventilov. Skladanie strihu na spracovanie bočných častí dvojitým švom (alebo jedným zo švov používaných pri výrobe) súčasne s chlopňou. Sústruženie, žehlenie a skladanie podľa normy výrobku.
Ukončenie výstrihu lemom podľa hotového strihu. (podľa tréningových skupín podľa V.V. Voronkovej). (Vykonáva sa podľa hotového rezu.)
Cieľ: Poznať detaily a strihy nočnej košele, vedieť spracovať výstrih pomocou lemu.
II štvrťrok
Úvodná lekcia
Pracovný plán na štvrťrok. pravidlá bezpečná práca s nástrojmi a vybavením.
Pojem tkanie
Teoretické informácie. Výroba tkania. Všeobecná predstava o profesii.
Praktická práca. Vytváranie hladkých, saténových, keprových väzieb z pásikov papiera. Prispôsobenie väzby zodpovedajúcej látke.
Orezanie rámu obliečky na perinu
Produkt. Obliečka na prikrývku.
Teoretické informácie. Obliečka na prikrývku, účel, štandardné veľkosti, látky na šitie, názvy dielov a strihov, švy na opracovanie a spájanie dielov. Žehlenie obliečky na perinu.
Cvičenie. Dokončenie rámu obliečky na perinu na vzorke. (Obklad je odstrihnutý z kvapka látky. Vonkajší okraj lemu môže byť ukončený čipkou alebo šitím).
Tímová metóda šitia posteľnej bielizne
Produkty. Obliečka na vankúš, plachta, obliečka na perinu s operatívnym rozdelením práce.
Teoretické informácie. Základné štandardné veľkosti obliečky na vankúše, plachty a prikrývky. Látky na šitie posteľnej bielizne. Operatívna deľba práce pri šití posteľnej bielizne. Kvalita krajčírstva. Technické požiadavky na hotové výrobky.
Zručnosť. Práca v tímovej metóde. Sebakontrola kvality práce.
Laboratórne práce.Štúdium vlastností ľanových a bavlnených látok.
Praktická práca. Otvorte produkty. Šitie výrobkov tímovou metódou. Kontrola kvality operácií a hotové výrobky. Žehlenie a skladanie výrobkov.
Vytvorenie výkresu, vytvorenie vzoru a vystrihnutie ľanového výrobku do pásu
Produkt. Pyžamové nohavice.
Teoretické informácie. Pyžamá: účel, látky na šitie. Miery na kreslenie pyžamových nohavíc. Názvy častí produktu a obrysových častí. Vlastnosti rezania spárovaných častí. Výpočet spotreby látky.
Praktická práca. Urobte si vlastné merania a nakreslite vzor. Kontrola, strihanie, rozloženie vzoru na látku. Otvorte spárované časti.
Osobitný rozpočet obce (opravný) vzdelávacej inštitúcie pre študentov a žiakov so zdravotným znevýhodnením
"Divejevo špeciálna (nápravná) všeobecnovzdelávacia internátna škola typu VIII"
607328 Región Nižný Novgorod, okres Diveevsky, obec Satis, ulica Moskovskaya, budova 42
KRÚD ŠITIA (2 lekcie)
TÉMA: „PRODUKTOVÉ PRODUKTY S PREVÁDZKOVÝM DELENÍM PRÁCE. ŠITIE DETSKÝCH ŠAT“
9. TRIEDA
Učiteľ šitia
Kuznecovová Svetlana Jurjevna
akademický rok 2011-2012
Typ lekcie: kombinované.
Téma lekcie:
Výroba produktov s operatívnou deľbou práce Šitie detských šiat.
Účel lekcie:
Ciele lekcie:
vzdelávacie:
1. Upevniť vedomosti získané na tému: „Prevádzková deľba práce.“
2. Oboznámiť žiakov s vlastnosťami výroby výrobkov priemyselnou metódou.
nápravné a vývojové:
1. Riešením hádaniek podporovať rozvoj abstraktného myslenia a pamäti u žiakov.
2. Praktickou prácou podporovať rozvoj jemnej motoriky rúk žiakov.
vzdelávacie:
1. Vzbudiť v žiakoch lásku k práci.
2. Rozvíjať u žiakov sebaovládacie schopnosti.
3. Kultivujte udržateľný záujem o lekcie šitia.
Viditeľnosť:
vzorky výrobkov vyrobených v odevnej továrni;
prezentáciu snímok.
Vybavenie:
individuálne karty úloh;
detaily strihu detských šiat;
nožnice;
ceruzka;
učebnica;
multimediálny projektor;
PC;
obrazovke.
Plán lekcie:
I. Organizácia začiatku hodiny(1)
II.Komunikácia témy a účelu lekcie (1)
III. Zahrievanie (2)
IV. Zopakovanie témy: „Prevádzková deľba práce“ (7)
V. Vysvetlenie nového materiálu(10)
VI. Praktická práca(44)
VII. Upevnenie nového materiálu(12)
VIII. Vysvetlenie domácej úlohy(1)
IX. Zhrnutie lekcie (2)
Priebeh lekcie:
I. Organizácia začiatku vyučovacej hodiny.
Cieľ: pripraviť žiakov na prácu na hodine.
A) Porovnajte študentov so zoznamom.
B) Skontrolujte pripravenosť na hodinu.
C) Pripravte študentov na prácu na hodine.
Psychologický postojštudentov na pozadí lyrickej hudby.
(SNÍMKA č. 2)
Úsmev nestojí nič, ale dáva veľa. Obohacuje tých, ktorí ho prijímajú, bez toho, aby ochudobňoval tých, ktorí ho dávajú. Trvá to chvíľu, ale niekedy zostane v pamäti navždy. Vytvára šťastie v domácnosti, vytvára atmosféru dobrej vôle v obchodných vzťahoch a slúži ako heslo pre priateľov.
Darujte si navzájom úsmev!
Usmej sa a všetko bude v poriadku!
(Študenti si navzájom a hosťom darujú usmievavé slnko)
II.Komunikácia témy a účelu hodiny.
Cieľ: zintenzívniť aktivity žiakov na vyučovacej hodine.
Chlapci, v tejto lekcii budeme študovať tému: „Výroba výrobkov s prevádzkovou deľbou práce Šitie detských šiat. Dnes sa musíte naučiť techniky operatívnej deľby práce.
III.Rozcvička
Ako sa volá naša lekcia?
Aké je to číslo?
IV. Opakovanie témy: „Prevádzková deľba práce“.
Cieľ: upevniť doterajšie vedomosti študentov o danej téme.
Akú tému ste študovali na poslednej hodine?
Frontálny prieskum.
1. Ktoré podniky vyrábajú oblečenie?
2. Aký je rozdiel medzi hromadným a individuálnym krajčírstvom?
3. Z akých dielní pozostáva šijacia výroba?
4. Čo je to vzor?
5. V ktorej dielni šijacieho podniku používajú stieracie stroje a roztieracie stoly?
6.Aká je prevádzková deľba práce?
7.Nakresli na tabuľu schému rozmiestnenia pracovísk v šijacia dielňa?
8. Koľko operácií vykoná jedna krajčírka v šijacom podniku za celý pracovný deň?
9. Aké zariadenia sa používajú v šijacích podnikoch na mokré tepelné spracovanie?
Zhrnutie učiva učiteľom.
Učiteľ: - Výborne, chlapci, uvedomil som si, že ste sa naučili materiál na tému: "Prevádzková deľba práce."
V. Vysvetlenie nového materiálu
Cieľ: učiť techniky priemyselnej výroby detských šiat .
A) Opakovaná komunikácia témy a účelu hodiny.
B) Vysvetlenie – rozhovor
učiteľ:
V továrňach sa pri masovom krajčírstve čas strávený výrobou detských šiat minie oveľa menej kvôli eliminácii manuálne typy práce (basting, basting, basting), šitie rukávov do otvoreného prieramku a operatívna deľba práce.
Prečo si myslíte, že krajčírka v podniku s operatívnou deľbou práce vykonáva operáciu (napríklad šitie zadných dielov) oveľa rýchlejšie ako krajčírka v ateliéri?
Druhým hlavným rozdielom v procese výroby detských šiat je, že rukáv nie je šitý do uzavretého prieramku, ale do otvoreného prieramku. Aby ste to urobili, nezošívajte bočný šev, ale po spracovaní ramenných švov všite rukáv do otvoreného prieramku(učiteľka sprevádza výklad ukážkou výrobku s prešitými ramennými švami).
učiteľ:
Chlapci, povedzte mi, aký je dnes dátum?
Aký je teraz mesiac?
Aký je teraz rok?
B) Práca v zošitoch.
Zaznamenajte si dátum a tému lekcie.
(Dbajte na držanie tela detí pri písaní, na presnosť písania, na dodržiavanie jednotného pravopisného režimu.)
Nakreslite modely detských šiat do zošita. Snímka 6.
VI. Praktická práca „Výroba detských šiat“
Cieľ: naučiť techniky operatívnej deľby práce
Zopakovanie pravidiel bezpečnej práce na šijacom stroji, so žehličkou a náradím. Snímka 8
Takže počas vykonávania praktická práca Aby ste nepoškodili svoje zdravie, musíte jasne poznať a dodržiavať pravidlá bezpečnej práce v šijacej dielni.
Predstavme si, že sme malý tím a mentálne sa prenesieme do odevná továreň do šijacej dielne na šitie detského oblečenia, konkrétne detských šiat (zloženie tímu je oznámené s uvedením konkrétnej prevádzky pre každého pracovníka).
Vykonávanie praktických prác v súlade s pravidlami bezpečnej práce.
VII. Konsolidácia študovaného materiálu.
Cieľ: podporovať rozvoj myslenia a pamäti žiakov.
Chlapci, navrhujem, aby ste nám povedali, aké operácie ste dnes vykonali.
VIII.Vysvetlenie domácej úlohy.
Cieľ: vštepiť žiakom zmysel pre zodpovednosť za plnenie
Zadania.
IX.
Cieľ: vštepiť žiakom schopnosť sebaovládania.
Klasifikácia
učiteľ:
Čo ste sa naučili v tejto lekcii?
Dokáže zručnosť výroby produktov s prevádzkovým oddelením
Budete potrebovať pracovnú silu, aby ste mohli žiť nezávisle?
Lekcia sa skončila. Všetci sú slobodní.
Ukážka:
Na použitie náhľad prezentácie vytvorte si účet ( účtu) Google a prihláste sa: https://accounts.google.com
Popisy snímok:
Mestská rozpočtová špeciálna (nápravná) vzdelávacia inštitúcia pre študentov a žiakov so zdravotným postihnutím „Divejevská špeciálna (nápravná) všeobecnovzdelávacia internátna škola typu VIII“ 607328 Nižnij Novgorod, okres Divejevo, obec Satis, Moskovskaja ulica, dom 42 Výroba produktov delená práca. Šitie detských šiat. CLEAR ŠITIA (2 vyučovacie hodiny) Učiteľka šitia Svetlana Yurievna Kuznetsova
Úsmev nestojí nič, ale dáva veľa. Obohacuje tých, ktorí ho prijímajú, bez toho, aby ochudobňoval tých, ktorí ho dávajú. Trvá to chvíľu, ale niekedy zostane v pamäti navždy. Vytvára šťastie v domácnosti, vytvára atmosféru dobrej vôle v obchodných vzťahoch a slúži ako heslo pre priateľov. Darujte si navzájom úsmev! Usmej sa a všetko bude v poriadku!
Detské šaty
Pravidlá bezpečnej práce s ihlami, špendlíkmi a nožnicami. 1. Ihly a špendlíky musia byť uložené v () 2. Zlomenú ihlu nevyhadzujte, ale odovzdajte () Nožnice so zatvorenými čepeľami umiestnite smerom od pracovníka; odovzdať ich () dopredu. ihelníček pre učiteľa s krúžkami
Pravidlá bezpečnej práce so žehličkou. Žehličku môžete zapnúť a vypnúť iba () rukami. Žehlička nesmie zostať () bez dozoru. 3. Počas prevádzky musíte zabezpečiť, aby sa podošva žehličky nedotýkala () suchého, zapojeného kábla
Pravidlá bezpečnej prevádzky elektrického šijacieho stroja. Zariadenie môžete zapnúť a vypnúť iba držaním zástrčky suchými rukami. Pod nohami by mala byť () podložka Počas práce by ste nemali byť nízko () k pohyblivým mechanizmom stroja. 3. Neumiestňujte nástroje na plošinu šijacieho stroja. nakloňte hlavu gumou
Plán na šitie detských šiat. 1. Spracovanie malých dielov 2. Spracovanie stredného zadného švu 3. Zošívanie vreciek 4. Spracovanie ramenných švov 5. Šitie rukávov 6. Spracovanie bočných švov 7. Spracovanie spodnej časti šiat
Prajem všetkým veľa šťastia!
Prietoková výroba je najprogresívnejší spôsob organizácie výroby, charakteristický pre priemyselné šijacie podniky. Hlavné charakteristiky nepretržitej výroby:
- deľba práce medzi účinkujúcimi;
- rozdelenie procesu na jednoduché operácie rovnaké alebo násobné v čase;
- priradenie každej technologickej operácie na konkrétne pracovisko;
- výrazné zvýšenie produktivity práce v dôsledku špecializácie pracovných miest, opakovaného opakovania úloh
- súlad so špecializáciou tokov, úsekov, skupín a pracovných miest;
- zlepšenie kvality výrobkov vďaka špecializácii pracovníkov;
- pracoviská a zariadenia sú umiestnené v technologickom slede spracovania produktu;
- kontinuálna výroba výrobku - postupný presun polotovarov z prevádzky do prevádzky ihneď po ich dokončení;
- skrátenie trvania výrobného cyklu (čas, ktorý odev strávi v dielni od momentu, kedy je odovzdaný na strihanie až po dodanie hotových výrobkov do skladu) zvýšením produktivity práce a rytmu práce;
- racionálne používanie zariadenia vďaka jeho plnému zaťaženiu;
- priaznivé podmienky pre komplexnú mechanizáciu a automatizáciu výroby.
Pri organizovaní nepretržitej výroby rozhoduje vedenie šijacieho podniku o týchto dôležitých otázkach:
- neprerušovaná dodávka výseku, polotovarov, príslušenstva, pomocných materiálov;
- zmena sortimentu a modelov si vyžaduje výraznú reštrukturalizáciu všetkého výrobný proces;
- bezproblémové zásobovanie pracovísk elektrickou energiou, parou, plynulý chod zariadení;
- posilnenie kontroly nad včasnou dodávkou polotovarov.
V závislosti od počtu rezných dielov a polotovarov dodávaných na pracoviská sa rozlišujú toky s kusovým, dávkovým a kombinovaným (kusovo-balovým) podávaním.
O kus po kuse výživy Pracoviská sa obsluhujú po jednom polotovare. Tento spôsob podávania sa používa v dopravníkových tokoch s prísnym rytmom.
Pachkovoe jedlo sa používa v tokoch s voľným rytmom. Veľkosť balenia závisí od typu produktu a stupňa jeho pripravenosti. Veľkosť balenia by mala byť taká, aby sa neobjavila monotónnosť v práci. Doba spracovania jedného balenia by nemala presiahnuť 30 minút. Tabuľka 1 ukazuje typické veľkosti balenia. Pre efektívnu prácu balenie sa nerozoberá, ale spracováva s jednostranne upnutými dielmi alebo reťazou bez odstrihnutia závitu.
|
Tabuľka 1. Typické veľkosti balenia |
|||
|
Druh materiálu |
Veľkosť balenia podľa liečebnej skupiny, jednotiek. |
||
|
obrobok |
inštalácia |
dokončovacie |
|
|
Vlnené šatové látky |
|||
|
Bavlnené látky ako chintz |
|||
|
Tkaniny flanelového typu |
|||
|
Hodvábne tkaniny |
|||
Prietoky môžu byť priechodné a sekčné - s oddelením sekcií na prípravu, inštaláciu a konečnú úpravu. Obstarávanie, montáž a dokončovacie úseky sú zvyčajne organizované v tokoch. Je možná aj iná organizácia prispôsobenia: dve inštalácie, všeobecná úprava pre niekoľko závitov.
Výhody sekčných prietokov oproti nesekčným:
- zlepšenie kvality výrobkov a produktivity práce prostredníctvom špecializácie pracovných miest;
- zabezpečenie nepretržitej prevádzky toku počas prechodu na nové modely z dôvodu medzisekčných rezerv;
- pri vysokovýkonných tokoch sú možné rôzne rytmy práce v sekciách;
- Aby sa predišlo operáciám so zvýšenou multiplicitou, sú v montážnej sekcii pridelené dva alebo tri paralelné toky rovnakého typu s celkovým výkonom rovným výkonu obstarávacej sekcie.
ORGANIZÁCIA ÚČTOVNÍCTVA, KONTROLY A PREVÁDZKOVÉHO RIADENIA PRÁCE ŠIJOVNE
Vedúci dielne, technológovia, technický riaditeľ ( hlavný inžinier). Na finančnej ekonomická služba poveriť:
- zabezpečenie dokumentačnej evidencie a evidencie pohybu rezania, tvaroviek a hotových výrobkov;
- sledovanie objemu vykonanej práce a výpočet miezd za kusové práce zamestnancom;
- plánovanie, prevádzková expedícia šijacích výrobkov, regulácia výrobného procesu na dosiahnutie štandardov výrobného programu;
- kontrola rýchlosti dodávky hotových výrobkov.
Berúc do úvahy uvedené špecifiká, uvažujme účtovné a kontrolné aspekty organizácie odevnej výroby, ako aj situácie, ktoré si to vyžadujú prevádzkový predpis(in-line výroba s dávkovým začiatkom rezania).
Krok 1Normy sa budú vyžadovať od technológov pre produkty plánované na šitie. Toto je Cukrárska karta, Špecifikácia detailov rezania, Technologický postup. Sú potrebné na plánovanie výrobného programu.
Krok 2Zostavte a overte Výrobný program. V prípade potreby sa program upraví s prihliadnutím na jeho realizáciu v predchádzajúcom mesiaci, príjem nových objednávok, poruchu núdzového vybavenia a ďalšie faktory.
Sortiment šijacie výrobkyčasto mení. Využívajú sekvenčne-sortimentné alebo sekvenčne-cyklické spúšťanie modelov. Po začatí a ukončení prác je táto skutočnosť zaznamenaná vo výrobnom programe.
Ak sa termíny líšia, prijmú sa okamžité opatrenia. Situácia vo výrobe k 7.12.2018 je zobrazená vyššie. Je vidieť, že blúzky Mango boli dodané na sklad hotových výrobkov neskoro - v skutočnosti 7. 8. (podľa plánu mali byť dodané 7. 5.). O tri dni neskôr začali šiť blúzky „Cherry“. Nezrovnalostiam sa dá vyhnúť, ak budete kontrolovať tok strihu do šijacej dielne.
Krok 3.Riadia tok strihov z strižne do šijacej dielne v súlade s výrobným programom.
Presun strihu do šijacích dielní, účtovanie strihu počas procesu šitia a dokončovania, ako aj presun hotových výrobkov do skladu sú organizované podľa Cestovné listy. Trasový list sa vydáva v rezňovni na zákl Rezanie kariet. Pomocou jednej rezacej karty je možné vydať niekoľko smerovacích listov na rezanie. Počet výrobkov, pre ktoré sa vydáva rozpis cesty, závisí od druhu sortimentu a vlastností výroby. Cestovný list sprevádza balík strihov všetkých dielov z hlavnej tkaniny, podšívky a zadku výrobkov rovnakej veľkosti.
Do tabuľky trasy sa zapisujú tieto údaje:
- číslo dielne, zmeny a tímu, pre ktorý je rez určený;
- číslo strihacej karty a číslo rozloženia, podľa ktorého bola látka strihaná;
- kód produktu, model a číslo objednávky;
- rozmerové charakteristiky;
- počet jednotiek produktu a ich počet;
- vlastnosti tkaniny, percento obsahu vlákniny;
- číslo farby atď.
Predstavme si Trasa na blúzku „Citrus“ v počte 26 kusov, ktorých ušitie je zabezpečené v druhom prúde.
Prvá sekcia Hárok trasy sa vyplní v strižni a použije sa na formalizáciu prenosu strihu do šijacej dielne. Prijímač akceptuje nárez podľa trasových listov, poukazu vodiča a cukrárskej karty.
Druhá sekcia vyplnené v šijacej dielni, keď sa do skladu dodá hotová várka hotových výrobkov. Vedúci skladu podpíše príjemku v druhej časti trasového listu. Ak sa zistia výrobky s textilnými alebo výrobnými chybami, vyplňte riadok „Odpísané z trasového listu podľa výkazu faktúry č.___“, uveďte dátum a počet výrobkov.

Cestovný list sa vydáva v troch vyhotoveniach. Počet kópií trasových listov zodpovedá počtu technologických prechodov. Na každom z nich zostáva jeden exemplár s podpismi potvrdzujúcimi dodanie polotovarov alebo výrobkov.
Prvá kópia rozpisu trasy je ponechaná v strižni na zaznamenanie doručenia strihu do šijacej dielne, druhá - v šijacej dielni na správu o strihu prijatých odevov. Tretia kópia sa po prijatí hotových výrobkov na sklad odovzdá najskôr oddeleniu plánovania na zaznamenanie realizácie výrobného programu a potom účtovnému oddeleniu na zaznamenanie dodávky hotových výrobkov. Doručenie trás na oddelenie plánovania a účtovné oddelenie je organizované podľa Sprievodné registre.
V šijacej dielni sa zadávajú všetky prijaté hárky Kumulatívne záznamy o strihaní v šijacích dielňach. Zoznam je vedený podľa názvov, kódov a modelov produktov. V prípade potreby plánujúci ekonóm alebo účtovník skontroluje účtovné údaje so zápismi v súhrnnom liste.
Krok 4.Okamžite posielajte požiadavky do šijacej dielne.
Vo výrobe je dôležité zabezpečiť rytmický chod všetkých oddelení, ich jednotné nakladanie a implementáciu programu. Koordináciu prác na zabezpečenie rytmu výroby vykonáva plánovacie oddelenie alebo expedičná služba. Informáciu o príchode strihu do šijacej dielne odovzdávajú plánovačom vo formulári Zhrnutie, ktoré sa tvoria z informácií v kumulatívnych strihaných účtovných výkazoch.

Vedenie šijacej dielne poskytuje plánovacej službe zhrnutie. Na základe výkazov určujú, ako sa dodržiavajú termíny výrobného programu a vyťaženosť pracovníkov. Z Prehľadu k 05.07.2018 je zrejmé, že šijáreň obdržala strihacie súpravy na blúzky „Coral“, ktorých začiatok šitia je vo výrobnom programe naplánovaný na 07.05.2018.
Krok 5.Kontrolujú pohyb narezaných balíkov po pracoviskách a vedú evidenciu objemu vykonanej práce.
Na sprevádzanie odstrihnutých balíkov na pracoviská a evidenciu výkonu pracovníkov v šijacích dielňach sa používajú výkazy o výkone pracovníkov prepojené s výkazmi ciest. Výpisy sa vystavujú v nárezovni podľa podrobností traťových listov v jednom vyhotovení. Vyberač rezu vyplní všetky podrobnosti výpisu:
- čísla listov trasy;
- číslo modelu;
- veľkosti a sériové čísla produktov;
- počet jednotiek produktov.
Výrobné účtovné výkazy spolu s strihom sa posielajú do šijacej dielne. Strihacia dáma skontroluje správnosť vyplnenia listov a počet výrobkov, ukladá balenia na stojany podľa spracovateľských skupín, pričom do každého balenia dielov vloží list príslušnej skupiny.
Vychystávač odrezkov dodáva narezané balíky spolu s listami na pracovisko. Pracovník po spracovaní narezaného balenia zapíše pod číslo svojej prevádzky osobné číslo, uvedie počet spracovaných výrobkov a dátum.
Majster skontroluje správnosť vyplnenia výkazov, vyberie výkazy v poradí trasových listov a odovzdá ich učtárni na výpočet miezd.
Uvažujme Evidenčný list výkonu pracovníkov č.14/3 zo dňa 07.05.2018 14. V závislosti od naliehavosti práce, počtu výrobkov v balení a kvalifikácie pracovníkov môžu jeden balík prevziať do práce dvaja alebo viacerí pracovníci. Potom každý pracovník oproti svojej pridelenej operácii uvedie dokončené množstvo (operácie 33 a 35).

Pracovníci sú vopred upozornení na zabezpečenie prevádzky pri spustení a budovaní toku pre nový model (číslo prevádzky, náplň práce, časový štandard, kusová sadzba, pridelené vybavenie, požadované vybavenie). Operácie sú zvyčajne štandardné a množstvo produktov sa líši farbou a kovaním. V takýchto prípadoch sa vo výpisoch neuvádza úplný obsah transakcií, uvádza sa len číslo. Pracovníkom to uľahčuje vypĺňanie formulárov.
Výpisy sú dôležité nielen pre výpočet miezd za kusové práce. Účtovný list výroby dostane ekonomická služba až po vykonaní poslednej operácie v dávke (často ide o balenie výrobkov). Operačný Zhrnutie o rozpracovanosti od majstra šijacej dielne. Ak je to potrebné, súhrn uvádza počty balení a hárky ciest. Master vygeneruje súhrn na základe výpisov a skutočného výpočtu balíkov pre úlohy.
Zoberme si niekoľko výrobných situácií na základe Správy zo dňa 07.11.2018.

Výrobná situácia č
Je potrebné zistiť, či dielňa stihne dodať Citrusové blúzky na sklad včas.
- koľko produktov je v každej procesnej operácii (informácie sú prevzaté zo Súhrnu z 11. júla 2018);
- časové normy na vykonanie každej operácie (podľa technického postupu, pozri krok 1);
- veľkosť posádky/zmeny. Optimálne je skontrolovať „živé“ číslo u majstra a nespoliehať sa na personál, pretože pracovníci môžu ísť na dovolenku alebo práceneschopnosť.
Výpočet začína tabuľkou. 2.
|
Tabuľka 2. Hodnotenie úrovne rozpracovanosti pre Citrusovú blúzku |
|||
|
Počet operácií podľa technického procesu |
Počet položiek vo WIP |
Rozsah prác do pripravenosti na jednotku výroby, n/h |
Požadovaný fond pracovného času na objem, n/h |
|
4 = [ 2 ] × [ 3 ] |
|||
|
Celkom |
|||
Podobné výpočty sa vykonávajú pre všetky modely, ktoré sa uvádzajú na trh. Požadovaný pracovný čas na dokončenie práce je: blúzky „Coral“ – 250 hodín, blúzky „Cherry“ – 963 hodín.
Finálna dodávka blúzok „Citrus“ je podľa výrobného programu naplánovaná na 15. júla a blúzok „Coral“ na 13. júla. Toto sú dve prioritné úlohy, ktoré je potrebné splniť. Zároveň zostáva v prevádzke blúzka „Cherry“ (jej dodanie je naplánované na neskorší termín, tento model v tomto výpočte neberieme do úvahy). Požadovaný pracovný čas je 738,2 h (488,2 + 250).
Potok č. 2 šijacej dielne pracuje v dvoch zmenách s 12 pracovníkmi v každej zmene. Režim je päťdňový. To znamená, že zostávajú tri pracovné dni (11., 12. a 13. júla). Časový fond bude 576 h ( 12 × 2 × 3 × 8). Nie je dosť času. Ak zorganizujete deň voľna (sobota 14. júla), dostupný čas sa zvýši na 768 hod(12 × 2 × 4 × 8). Rozdiel medzi potrebnými a dostupnými finančnými prostriedkami je nepatrný – 29,8 hodín (768 – 738,2). Po dokončení operácie na dvoch urgentných modeloch robotníci nezaháľajú, vrátia sa k šitiu „čerešňových“ blúzok.
Záver z výpočtov: Na včasné doručenie blúzok „Citrus“ a „Coral“ potrebujete:
- organizovať odchod pracovníkov v deň pracovného voľna (konať v súlade s pracovnou legislatívou);
- odložte šitie blúzok „Cherry“, ktoré sú tiež súčasťou uvedenia na trh a najskôr odložte blúzky „Citrus“ a „Coral“.
Dôležitý detail: na situáciu sa nazeralo zjednodušene, bez zohľadnenia iných faktorov.
Výrobná situácia č
Jednou z operácií je veľké množstvo balíkov, tak hrozí omeškanie dodania produktov. Úzke miesto predstavuje operácia č.34 (15 balení, 370 ks). Kapacita pracoviska - 50 ks. za zmenu, alebo 100 ks. za deň. V už dohodnutých troch pracovných dňoch (do 15. júla) bude výstup z prevádzky 300 kusov a treba počítať aj s blúzkou “Coral”, ktorej termín je 13. júla.
Na vyriešenie situácie sa prijímajú tieto opatrenia:
- zorganizovať ďalšieho pracovníka pre prevádzku č. 34;
- preniesť časť paketov na vykonanie operácie č.34 do vlákna č.1 (za predpokladu, že takéto organizačné rozhodnutie nenaruší prácu iného vlákna).
Krok 6.Zorganizujte výdaj a kontrolu spotreby príslušenstva.
Distribúcia príslušenstva do šijacích dielní je organizovaná podľa Mapa plotu o množstve odrezkov obdržaných dielňou podľa stanovených noriem spotreby. Vstupnú kartu pre každý model vydáva oddelenie plánovania v dvoch kópiách na základe noriem spotreby. Jedna kópia - do skladu, druhá - do šijacej dielne.
Pri výdaji príslušenstva sa vykoná zápis do oboch kópií plotových kariet. Príjem a prenos hmotný majetok potvrdené podpismi zástupcov prijímajúcej dielne a skladu. Dodatočné vydávanie alebo výmena príslušenstva sa vykonáva s písomným súhlasom technického riaditeľa spoločnosti pre požiadavky-faktúry.
Plotové karty sa uzavrú na konci vykazovaného obdobia (desaťročie, mesiac) a prenesú sa do účtovného oddelenia na kontrolu a zaúčtovanie armatúr. Na karte plotu musí byť uvedené:
- workshop pre príjemcov;
- dátum prepustenia a číslo vstupnej karty;
- digitálna hodnota limitu, pre koľko produktov je limit vypočítaný;
- podrobné informácie o produktoch.
Maximálne množstvo príslušenstva, ktoré je možné uvoľniť zo skladu, je uvedené v stĺpci „Limit“. Dokument podpisuje vedúci oddelenia, ktoré stanovuje limit, a finančne zodpovedné osoby oddelení prijímacej dielne a skladu. Na konci mesiaca sa sčítava ponuka príslušenstva. Vypočíta sa celkový počet vydaných hmotných aktív a odpočítajú sa od nich výnosy.
Uvažujme Plotová karta na príjem príslušenstva č.83 zo dňa 07.01.2018.

Plotová karta č. 83 sa vydáva na základe 800 kusov hotových výrobkov. Limity sú uvedené s prihliadnutím na percento technologických strát. Napríklad značkový štítok - 820 ks. Odchýlka od limitu je povolená len v menšom smere. Dokončovacia páska bola dodaná v množstve 365 m namiesto 370, keďže to bol zvyšok kotúča.
Pre účtovanie a kontrolu armatúr sa uchovávajú. Na základe karty plotu č.83 sa príjem hmotného majetku dielňou premietne do stĺpcov 7 a 8, návratnosť na sklad sa premietne do stĺpcov 21 a 22.
Stĺpec „Odpis nákladov do nákladov na hotové výrobky“ odráža armatúry a materiály zahrnuté v obstarávacej cene vyrobených výrobkov. V stĺpcoch 15 a 17 sa kontroluje súlad s normami.
Materiálová bilancia odráža všetky druhy pohybu, ktoré sa môžu vyskytnúť v šijacej dielni. Toto je možné prenášať medzi vláknami, aby sa urýchlilo dodanie modelu (stĺpce 9, 10, 21, 22), prebytky a manká zásob (stĺpce 11, 12, 19, 20).
Arshin LLC
Bilancia výroby materiálu pre armatúry
Na obdobie: 01.07-31.07.2018
Produkt: Blúzka “Mango” 12-183
Divízia: Šijáreň/Potok č.2
|
Účtovný objekt |
Zostatok na začiatku obdobia |
Prichádza |
Spotreba |
Zostatok na konci obdobia |
|||||||||||||||||||||
|
Meno |
jednotiek zmeniť |
číslo článku |
cena, rub. |
prijaté zo skladu |
prijaté z inej dielne/streamu |
zohľadňujú sa prebytky zásob |
celkom |
odpis nákladov do nákladov na hotové výrobky |
odpisový úkon/vady/vady |
Nedostatok zásob odpísaný |
Návrat do skladu/presun do inej dielne/toku |
Celkom |
|||||||||||||
|
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
množstvo |
množstvo, trieť. |
||||
|
Značkový štítok |
|||||||||||||||||||||||||
|
Dokončovacia páska |
|||||||||||||||||||||||||
|
Zips |
|||||||||||||||||||||||||
|
Zips |
|||||||||||||||||||||||||
|
Trempel |
|||||||||||||||||||||||||
|
Mango nite |
|||||||||||||||||||||||||
|
Baliace vrecko |
|||||||||||||||||||||||||
|
Celkom |
|||||||||||||||||||||||||
Vedúci PEO Suvorov E. S. Suvorová
Monitorovanie materiálovej bilancie vám umožní prijať nasledujúce prevádzkové opatrenia:
- zorganizovať revíziu noriem. Napríklad za uvedených 800 ks. V prípade blúzok „Mango“ bola konečná páska odpísaná ako nákladová cena, ktorá bola nižšia ako normálna (336 m). Na základe výsledkov inventarizácie boli zistené a zohľadnené prebytky. Takéto skutočnosti naznačujú nadmerné normy a potrebu ich urýchlenej kontroly;
- organizovať prácu so zvyškami materiálu po dokončení šitia celej plánovanej dávky. Napríklad dokončovacie nite a páska sa posielajú do skladu, pretože ich farba nie je vhodná pre iné vyrábané produkty. Balíky a štítky sú presmerované na produkty, ktoré sa šijú (čerešňová blúzka);
- organizovať prácu na zlepšenie bezpečnosti materiálneho majetku. Počas vykazovaného obdobia boli zips a trempel odpísané z dôvodu prítomnosti chýb. Kontrolujú organizáciu práce na pracoviskách, zabezpečujú ďalšie vozíky a regály na príslušenstvo a hotové výrobky. Pozor si treba dať aj na výrazný nedostatok: zips - 60 ks. Je dôležité vylúčiť krádež a šitie nezaúčtovaných výrobkov.
Krok 7Kontrolujú dodávku hotových výrobkov, dodržiavanie spustenia a objemy výroby.
Ako už bolo uvedené v kroku 3, hotové výrobky sa dodávajú do skladu podľa druhej časti rozpisu. Odporúča sa organizovať podľa trás na kontrolu objemu výroby. Podľa trás uveďte množstvo produktov, ktoré sa plánujú prijať z narezaných súprav (stĺpec 5) a počet produktov skutočne dodaných do skladu (stĺpec 9).
V niektorých prípadoch môžu byť chybné výrobky zistené už v sklade. Potom sa hotový výrobok vráti do dielne na ďalšie spracovanie. Dodanie opravených výrobkov na sklad sa v účtovníctve premietne dvakrát (stĺpce 7 a 9). Čistá dodávka do skladu, to znamená dodávka mínus vrátené položky za chybné opravy, sa odráža v stĺpci 10.
Pri niektorých modeloch sa konečným chybám nedá vyhnúť (napríklad pri výrobkoch z hodvábu). Nedostatky sú uvedené v stĺpci 11. Vo vykazovanom mesiaci bolo pomocou modelu Citrus odpísaných 24 jednotiek. Pri zostavovaní výrobného programu sa spravidla zohľadňujú pravdepodobné neopraviteľné chyby a spustenie sa organizuje v r. väčšie množstvo, než je potrebné previesť na zákazníka.
Pri organizácii výroby a uvádzaní produktov na trh ani skúsení technológovia a ekonómovia nie vždy dokážu všetko predvídať. výrobné faktory. Pre rýchle prispôsobenie objemu práce a dodržanie dodacích termínov, keď plán zaostáva, sa časť práce presúva z jedného prúdu (dielňa, tím, pobočka) do druhého. Tento pohyb strihu vo výrobnej bilancii sa uvádza v stĺpci 6. Na blúzku „Citrus“ bol v júli prijatý strih z prúdu č. 1 v hodnote 270 kusov.
Porovnajte dodávku do skladu (stĺpec 10) s programom uvoľnenia (krok 1). Pre blúzky „Mango“ a „Coral“ nie sú žiadne odchýlky, program bol dokončený. blúzka" Citrus": plán - 1700 jednotiek, 1650 jednotiek dodaných do skladu. Zistite a odstráňte príčinu. V dokumentoch mohla byť chyba o 50 jednotiek.
blúzka" Čerešňa“: výrazné porušenie programu 600 jednotiek. S plánom 2000 jednotiek. Do skladu bolo dodaných 1400 kusov. Hodnotia percento pripravenosti a určujú, koľko pracovných dní je potrebných na zadanie plánu (pozri 5. krok). Prijímajú opatrenia na úpravu augustového výrobného programu s prihliadnutím na výpadok v júli.
Arshin LLC
Výrobná bilancia pre účtovný objekt - prírez/hotové výrobky
Na obdobie: 01.07-31.07.2018
Divízia: šijacia dielňa
|
Produkt |
Jednotka zmeniť |
Odhadovaná bilancia hotových výrobkov vo výrobe na začiatku obdobia |
Prichádza |
Spotreba |
Odhadovaný zostatok hotových výrobkov vo výrobe na konci obdobia |
|||||||
|
Prijaté súpravy rezov pre odhadovaný počet produktov |
Vrátenie hotových výrobkov zo skladu do dielne |
Celkový príchod |
Hotové výrobky uložiť do skladu |
Vrátane hotových výrobkov vrátane opráv |
Hotové výrobky odpísané/chybné |
Celková spotreba |
||||||
|
Meno |
šifra |
z brusiarne |
z dielne/toku |
|||||||||
|
Blúzka „Mango“ 12-183 |
||||||||||||
|
Blúzka „Citrus“ 12-184 |
||||||||||||
|
Blúzka „čerešňa“ 12-185 |
||||||||||||
|
Blúzka „Coral“ 12-186 |
||||||||||||
|
Celkom |
||||||||||||
Vedúci PEO Suvorov E. S. Suvorová
Typické príčiny neplnenia výrobného programu v šijacích dielňach:
- technologický proces nie je odladený;
- nesprávne prideľovanie, nemožný plán;
- zastarané vybavenie, keď je úzke miesto v podobe jedného stroja pre celý tok a najmenšie spomalenie na tomto mieste vedie k zmeškaným termínom;
- nedostatok príslušenstva;
- neprítomnosť oprávnenej osoby na prevzatie od zákazníka (pri šití za podmienok zmluvná výroba);
- absencia pracovníkov z dôvodu práceneschopnosť;
- nedostatok kvalifikovaných pracovníkov, nedostatok zamestnancov (často kvôli nízkym mzdám a vysoké požiadavky kvalite šitia a objemu výroby).
Vo výrobnej bilancii sa kontrola vykonáva rozšírená - podľa modelov. V praxi je vždy potrebné zvážiť veľa faktorov. Aby sa predišlo oneskoreniam, organizujú kontrolu šitia v dávkach.
IN Zabaliť účtovnú kartu zadajte údaje o počte prijatých balení v šijacej dielni. S prihliadnutím na trvanie výrobného cyklu sa vypočíta dátum dodania na sklad. Pri samotnom dodaní produktov na sklad sa na karte urobí aj značka.
 Arshin LLC
Arshin LLC
Z karty č. 7 je zrejmé, že iba balíček č. 21 bol odovzdaný včas, ostatné sú odovzdané s oneskorením. Posúďte, aké dôležité je dodržiavať termíny.
Balenie č. 27 nebolo doručené na sklad, pričom balíčky, ktoré prišli do dielne neskôr, sú už ušité. Zistia, na ktorej prevádzke sa problematická svorka nachádza a prijmú opatrenia na urýchlenie práce.
Dodávka sa často oneskorí v dôsledku chýb, nesprávneho stanovenia priorít a nedostatku kontroly zo strany majstra. Ak je príčina chybná, potom urýchlene zorganizujú montáž požadovaného počtu dielov, pričom na tento účel použijú Osvedčenie o montáži odmietnutých dielov.
Ak chcete odstrániť porušenia termínov šitia, optimalizujte výrobného cyklu a zlepšiť konzistentnosť produktivity pracovného toku, prijmite tieto opatrenia:
- zmeniť trvanie operácie prenesením jej časti na predchádzajúce alebo nasledujúce operácie;
- využiť paralelné zaraďovanie pracovísk, zaviesť ďalšie pracoviská pre prevádzku;
- vymeniť zariadenie, zlepšiť organizáciu práce počas operácií s cieľom skrátiť jej čas;
- rozdeliť pracovníkov na pracovné miesta v súlade s požiadavkami na produktivitu a individuálnu prispôsobivosť pracovníka;
- každej operácii je pridelené konkrétne pracovisko, nie však pracovník (pracovníci môžu vykonávať akúkoľvek prácu v toku);
- výroba sa zohľadňuje pomocou odtrhávacích kupónov pripojených k balíku dielov;
- na každom pracovisku vytvárajú optimálne podmienky pre efektívnu prácu, zabezpečujú racionálne kancelárske vybavenie (držiaky kotúčov), roviny na vysúvanie veka priemyselného stola a pod.;
- pri obsadzovaní zamestnancov je dôležitá organizačná úloha pridelená majstrom obchodu, ktorý musí rýchlo regulovať situáciu s prihliadnutím na množstvo faktorov; zadajte ukazovatele výkonnosti pre majstra;
- Aby sa výrobné údaje rýchlo premietli do účtovníctva, organizujú automatizovanú pracovnú stanicu pre majstra a dispečera a používajú čiarové kódy v hárkoch ciest.
ZHRNUTÍM SI TO
- Nevyhnutnou súčasťou celku je spoľahlivé, kompletné a operatívne účtovníctvo výroby organizačná práca od uvedenia na trh po vydanie produktu. V šijacej dielni je potrebné kontrolovať načasovanie a objem dodávky produktu, vyhýbať sa úzkym miestam a správne reagovať na odchýlky.
- Inscenácia výrobné účtovníctvo vyžaduje profesionalitu. Je dôležité dodržiavať tri hlavné pravidlá:
- zabezpečiť poriadok vo výrobe - prítomnosť technického procesu, číslovanie skladovacích miest, usporiadané umiestnenie balíkov, starostlivosť remeselníkov, vylúčenie krádeže atď.;
- vypracovať požiadavky a odladiť primárny tok dokumentov (trasy, výrobné listy, mapy plotov);
- Na základe „primárnych“ údajov sa vytvárajú zoskupovacie dokumenty, materiálové bilancie, tematické zhrnutia a analyzujú sa ukazovatele.
Tieto pravidlá sú platné pre akúkoľvek formu účtovnej organizácie - manuálnu, v Exceli alebo odvetvový účtovný program so širokou funkčnosťou.
O. S. Polyakova, znalkyňa
Pre procesy navrhnuté pre konvenčný produkt s identifikáciou komplikujúcich prvkov sa vývojový diagram procesu zostavuje v dvoch stupňoch. V prvej fáze sa vypracuje vývojový diagram procesu podľa formulára 6.1.
Okrem operácií spracovania produktov zahŕňa technologická schéma inštalačné operácie na kontrolu najdôležitejších komponentov odevu, spúšťacie operácie a práce vykonávané majstrom.
Organizačné operácie sa číslujú v poradí, v akom sa vykonávajú, pričom najskôr sa identifikujú operácie pozostávajúce z technologicky nedeliteľných operácií výroby produktu počiatočnej (minimálnej) zložitosti a potom operácie pozostávajúce z technologicky nedeliteľných operácií vykonávania komplikovaných prvkov, ktorým sa priraďujú rovnaké číslo, ale s indexom "U", alebo sú priradené čísla, počnúc číslom zodpovedajúcim poradovému číslu po poslednej organizačnej operácii pre produkt s počiatočnou (minimálnou) zložitosťou.

Ryža. 6.1. Pohyb dielov dovnútra technologický postup
Ak je opakovateľnosť komplikujúcich prvkov v produkte 70...80 %, potom je klasifikovaný ako produkt počiatočnej (minimálnej) zložitosti.
V druhej fáze sa vypracuje stručný diagram deľby práce s výpočtom výrobných mier a cien (formulár 6.2).
Náklady na organizačnú operáciu pozostávajú z váženého priemeru nákladov na operácie na výrobu produktu počiatočnej (minimálnej) zložitosti a z úplných nákladov na operácie na vykonávanie komplikovaných prvkov, ktoré sa berú do úvahy iba vtedy, ak sú tieto prvky prítomné v objednanom produkte.
Analýza akvizície operácií sa vykonáva výpočtovými a grafickými metódami rovnakým spôsobom ako pri výpočte tokov (pozri kapitolu 5).
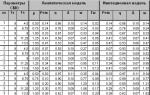
Koeficient zhody sa určí výpočtom. Koeficient zhody je určený vzorcom
![]()
Kde T -čas potrebný na výrobu produktu, min; k- skutočný počet pracovníkov; t - zdvih prietoku, min.
Graficky znázornite pracovné zaťaženie tokových operácií a pohyb dielov. Pracovné zaťaženie operácií vlákna sa určuje pomocou grafu synchronizácie operácií (synchrónny graf).
Namiesto synchrónneho harmonogramu môžete zostaviť diagram synchronicity vykonávania procesných operácií, v ktorom bude okrem pracovného zaťaženia procesných operácií vzhľadom na cyklus viditeľný aj jeho obsah podľa špecializácie práce.
Autor: technologická schéma zostaviť súhrn pracovnej sily, zariadení a procesných pracovísk.
VÝPOČET PLOCHY
Plochy strižnej časti, šijacej dielne a finálnej časti mokrého tepelného spracovania sú vypočítané na základe počtu pracovníkov na smenu pracujúcich v tejto dielni a v tejto sekcii a sanitárnej štandardnej plochy na pracovníka: 12 m 2 pre strihacia časť, 7 m 2 pre dielňu šijacej časti, 9 m 2 pre oblasť konečného mokrého tepelného spracovania.
Plocha recepcie je určená na základe plochy obsadenej zariadením, ako aj plochy poskytovanej zákazníkom a pracovníkom. Jedným z prvkov vybavenia salónu sú montážne kabínky, ktorých počet závisí od šírku pásma salón navrhnutého podniku. Príklad jeho výpočtu je uvedený v tabuľke. 6.12.
Počet kajút je určený na základe toho, že jednu kabínku za hodinu môžu využiť štyria zákazníci, ak neprídu v rovnakom čase.
Počet kabín sa rovná počtu zákazníkov za hodinu, ktorí používajú kabínky, vynásobený koeficientom nerovnomernosti príchodu zákazníkov (K= 1.5), t.j. 17,9- 1,5/4 = 6,7, t.j. 7.
Počet kabín môže byť určený počtom rezačov pracujúcich súčasne v salóne. Toto zohľadňuje, že rezačky pracujú v salóne podľa harmonogramu (jeden deň na rezanie, jeden deň v salóne na príjem objednávok). Napríklad pri výpočte počtu rezačiek vyšlo 12. V salóne môžu súčasne