Електроерозія – руйнація металевих поверхонь під впливом електричних зарядів. В основу цієї технології покладено роботи радянських вчених М. І. Лазаренка та Б. Р. Лазаренка. Цим методом можна легко змінювати розміри виробів із металу, одержувати в них отвори різної форми та глибини. Відмінні результати дає електроерозійна обробка профільних пазів та канавок, порожнин фасонного вигляду в деталях машин та механізмів. Особливо затребуване таке устаткування виготовлення деталей з твердих сплавів, де звичайна механічна обробка утруднена.
Верстати електроерозійного типу мають універсальні можливості в обробці матеріалів, що мають щільну структуру поверхонь. Цей вид обробки матеріалів вигідно відрізняється від інших способів зміни форми та розмірів деталей, оскільки трудомісткість операцій завдяки електроерозійній технології різко знижується.
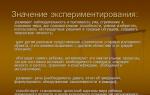
Принцип роботи електроерозійного верстата показано на наведеній схемі-малюнку. Під дією імпульсного електричного генератора в зазорі між електродом та поверхнею деталі утворюються іскрові розряди або інша електрична взаємодія. Простір іскрового проміжку безперервно омивається потоком рідини, що охолоджує, за рахунок якої відбувається видалення з оброблюваної поверхні зруйнованого металу. Під управлінням блоку ЧПУ процес протікає в заданому напрямкута у необхідній кількості. Як електрод найчастіше використовується латунний дріт, який у міру витрати подається в зону електроерозійної обробки. Більш сучасний видатковий матеріалдля електроерозії – молібденовий дріт, витрата якого здійснення обробки однієї деталі ничтожен. Однак ці верстати мають суттєві обмеження в порівнянні з апаратами для механічної обробки деталей. Адже вони підходять для обробки лише струмопровідних металів та їх сплавів.
Впливати на метал електроерозійним шляхом можна у різний спосіб: подаючи на іскровий проміжок як електричні розряди, і імпульси параметричного виду. Залежно від необхідного результату обробки вибирається і потрібний шлях її виконання. Дуже важливих елементівцього на металеві поверхні і те, що з ньому можна вести обробку заготівлі у різних напрямах у той самий час.
Серед способів електроерозійної обробки виробів розрізняють:
- електроімпульсний;
- електроіскровий;
- електроконтактний;
- анодномеханічний.
До технологічних операцій, що виконуються електроерозійним шляхом, відносяться:
- структурне зміцнення;
- шліфування;
- маркування;
- різання;
- доведення;
- копіювання об'ємне;
- доведення.
За допомогою електричної ерозії на цих верстатах можна виконувати різні глухі прорізи, поглиблення та отвори не геометричної конфігурації. Можливе також виконання на поверхні отворів різьблення будь-якого профілю. Верстати здатні проводити вибірку металу з внутрішньої поверхні виробів на задану глибину, тим самим виконувати операції, що замінюють фрезерну та токарну обробку. Технологія електричної ерозії використовується при обробці металів, які важко піддаються класичному механічному станочному впливу. До них, зокрема, належать титан та його сплави.
Щоб вибрати, який купити електроерозійний верстат, потрібно точно визначитися із завданнями, які ставитимуться перед цим обладнанням на підприємстві та які робочі параметри верстата будуть потрібні для вирішення цих завдань. Цілком допустимо для виконання певних технологічних операцій у цеху купити б/в верстат, попередньо перевіривши його працездатність. Практика показує, що навіть за велику кількістьгодин напрацювання обладнання для електроерозійної обробки майже не схильне до зносу.
Верстати електроерозійного типу
Реалізовані у виробництві способи електроерозійної обробки можуть сильно відрізнятися в залежності від конструкції верстатів, але залишається одним і тим же принцип функціонування обладнання. Розглянемо основні типи електроерозійних верстатів, що використовуються для обробки металевих заготовок.
Дрітово-вирізний верстат
Це верстатне обладнання використовується з метою контурної обробки виробів з високими показниками точності і низькою шорсткістю поверхні. Вплив на оброблювану деталь відбувається електродом у вигляді дроту із молібдену діаметром 0,18 мм. Витрати працювати цього устаткування досить низькі, оскільки сам дріт використовується багато разів. Традиційний електроерозійний дротяно-вирізний верстат, який не може використовувати дріт багаторазово, суттєво програє у собівартості аналогічних робочих операцій.
Роль електроліту в робочій зоні верстата відіграє рідину, що охолоджує, потоком якої вимиваються ерозійні продукти і яка захищає оброблену поверхню деталі від окислення повітрям. Як СОЖ використовується водорозчинний концентрат спеціального складу.
Ціна електроерозійного копіювального верстатане дуже висока в порівнянні з аналогічними апаратами традиційного типу, проте обслуговування його дуже зручне за рахунок використання блоку ЧПУ. Щоб навчити оператора основним прийомам роботи у ньому, знадобиться трохи більше двох днів.

За допомогою цього верстата можна виготовляти:
- різні прес-форми;
- штампи;
- зубчасті колеса;
- шліцеві отвори;
- шпонкові пази;
- виїмки складного профілю із глибиною до 20 см.
На малюнку вище показаний високошвидкісний вирізний електроерозійний верстат з ЧПУ, який відноситься до струминного типу і застосовується для контурної обробки деталей. Верстати такого виду можуть використовуватись і в майстернях невеликого підприємстваз штучним виготовленням виробів і на великих підприємствах у серійному виробництві. Електроерозійний дріт DK 7720 в даний час можна купити за 850 тис. рублів.
Прошивний верстат

Електроерозійний копіювально-прошивний верстат у сучасному виконанні оснащений блоком ЧПУ, в який вбудовані функції автоматичного позиціонування, орбітальність руху деталей та можливість пропалювання бічних поверхонь. Також верстат оснащений функціями автоматичного пошуку кромки та пошуку центральної точки зони обробки. Поряд із цим у програмах блоку ЧПУ закладено визначення глибини порожнини та автоматичний вихід інструментальної головки у нульову точку.
Електроерозійний прошивний верстат призначений для обробки як внутрішніх, так і зовнішніх сферичних елементів, працюючи за 3-вимірною лінійною траєкторією. Поряд з можливою обробкою поверхні по 2-мірній дузі він може виробляти електроерозійне пропалення, використовуючи для обробки вихідну матрицю виробу в якості оригіналу для копіювання.
В даний час ціна електроерозійного верстата цього типу коливається близько 1 млн. 800 тис. рублів.
Верстат електроерозійний для різання металів
Електроерозійне різання дротом застосовується тоді, коли виконати необхідний різ металевої деталіабо заготовки за допомогою класичної традиційної обробки неможливо, коли перед міцністю заготовки безсилі і фреза, і різець токарного верстата. Механічна різка не вигідна або навіть неможлива, коли потрібне одержання всередині або зовні деталі гострих кутів із надмалими радіусами заокруглень. Ця ситуація виникає при обробці деталей, що зазнали загартування або твердосплавних металевих з'єднань. Іноді ще до електроерозійного різання металу вдаються, якщо через глибину або складної структурипорожнини це виконати механічною простою операцією на фрезерний верстатнеможливо. Дрітово-вирізні верстати доповнюють набір операцій під час виготовлення складних деталей сучасного машинобудування.
Електроерозійне різання є інтенсивною електроерозією металу в потрібному перерізі деталі. Високочастотні імпульси, що виробляються генератором, піддаються на електрод, який є дріт з молібдену. Працюючи генератора сама деталь переміщається у потрібну бік з допомогою електричного приводу направляючих верстатної плити. Випалювання металу відбувається електричними іскрами, а потім зруйнований шар змивається охолоджувальною рідиною спеціального складу, що безперервно подається в зону різання. Переміщення дроту для електроерозійних верстатів завжди відбувається у напрямку, перпендикулярному до осі барабана змотки.
Можна виділити ті технологічні операції, де робота елктроерозійних різальних верстатів вигідно відрізняється від механічної обробки металів:
- обробка надтвердих металів та сплавів;
- виконання вирізів у заготовках з кутовими гострими кромками, що мають надмалі радіуси заокруглень;
- обробка циліндричних та фасонних поверхонь великої глибини;
- обробка поверхонь із дуже високою точністю.

Щоб запрограмувати обробку деталі електроерозійним верстатом, потрібно мати технічне завданнята макет самого виробу. Формат даних може бути будь-який, переведення його в команди блоку ЧПУ здійснюється оператором верстата або програмістом.

При електроерозійному різанні немає потреби використовувати інструменти, більш тверді, ніж матеріал оброблюваної деталі. Для різання твердосплавних сполук використовується дріт із кольорових сплавів, який отримують звичайним способом. Устаткування при різанні також не відрізняється високою складністю, як і самі технологічні прийоми роботи з ним. Швидкість робочого процесу не залежить від твердості та міцності оброблюваного матеріалу. При різанні не потрібні будь-які зусилля механічного типу, завдяки чому якість обробки виходить дуже висока. Кількість різних операцій і переходів на одну обробку зводиться до мінімуму навіть при дуже складній формі деталі. Різні по технічним характеристикамверстати для різання мають різну продуктивність робочого процесу, але вони можуть виконувати схожі операції, лише за різний час.
Моделі сучасних верстатів
Сучасний верстат електроерозійної обробки металів складається з наступних вузлів:
- електродвигуни, що діють незалежно один від одного;
- будову подачі дроту в зону ерозії;
- робочу ванну з охолодною рідиною;
- робочий стіл для розташування заготовки у процесі обробки;
- блок керування верстатом.
Виробниками верстатів цього типу є як азіатські, так і європейські держави. Маючи одне й те саме призначення, верстати різних виробників сильно відрізняються за своєю функціональністю та ціною. Якщо китайське та південнокорейське обладнання коштує значно дешевше за європейське, то останнє виконується виробниками на вищому рівні з більшим ступенем автоматизації робочих процесів.
АРТА
Російськими виробниками випускається прецизійне обладнання АРТА для електроерозійної обробки металів.

Науково-промислова корпорація "Дельта-Тест" є лідером в Росії з виготовлення обладнання цього типу. Виготовляючи нові верстати, підприємство займається модернізацією обладнання більш ранніх термінів виробництва.
Sodick
На ринку сучасного обладнаннядобре відома компанія Sodick, що виробляє дротяно-вирізні електроерозійні верстати.

Маючи високі технологічними параметрами, обладнання цієї компанії застосовується для обробки тугоплавких металів та монокристалів. За допомогою цих верстатів виготовляються перфоровані плити та труби, робочі елементи копіювальних верстатів, штампи з профілями трьох координатного виміру, металокерамічні штампи. Фахівцям на такому устаткуванні без особливих зусиль вдається виготовляти кулачки та їх прототипи, електроди-інструменти для верстатів копіювально-прошивальної групи.
Дрітово-вирізний верстат Mitsubishi MV1200S за вартістю близько 7 млн. рублів дозволяє виконувати найскладніші операції з електроерозійної обробки деталей будь-якої форми, виконаних з різних струмопровідних матеріалів.

При інтенсивному використанні цього верстатного устаткування у виробництві витрати з його купівлю окупаються у стислі терміни.
Agie

Устаткування для електроерозійної обробки Agie виготовляється у Швейцарії та з успіхом конкурує з іншими моделями цієї верстатної групи.
При малих габаритних розмірах на верстаті Agie можна в автоматичному режимівиконувати найскладніші роботи з обробки твердосплавних виробів найширшого призначення.
Як видно зі статті, обладнання для електроерозійної обробки деталей сучасному ринкудостатньо. Його виготовляють майже всі провідні промислові країни світу під різними брендами та за різною ціною. Вибрати з цієї пропозиції саме те, що потрібно нашому вітчизняному виробнику, не просто. Однак, порівнюючи свої фінансові можливості та провівши предметні переговори з менеджерами компаній, представлених на інтернет-сайтах цієї тематики, можна зробити правильні висновки, а потім зробити і саму покупку.
Переваги електроерозійних верстатів струменевого типу:
- Прецизійна обробка будь-яких струмопровідних матеріалів
- Низька собівартість обробки
- Швидка окупністьобладнання
- Відсутність потреби у додаткових оснащеннях
- Обробка великогабаритних заготовок
Для виготовлення чогось використовується:
- Матриць
- Пуансонов
- Штампів
- Литєвих форм
- Шестерен
- Крильчаток
- Шпонкових пазів
- Нарізування зуба
- Обрізки за контуром виробу
На що слід звернути увагу при виборі?
Не для кого не секрет, що показники точності безпосередньо залежать від якості виконання станини та ШВП, при виборі електроерозійного верстата особливу увагунеобхідно приділяти максимальному навантаженню на робочий стіл, максимальну висоту заготовки, діаметр ШВП та рейкових напрямних. Відмінності в максимальному навантаженні на робочий стіл пояснюються застосуванням станини він молодшої моделі електроерозійного верстата - це безумовно знижує собівартість верстата, але тягне за собою застосування меншого діаметра ШВП та рейкових напрямних, що безсумнівно позначається на довговічності обладнання. Наприклад: максимальне навантаженняна робочий стіл верстата Tosun DK7732 дорівнює 500кг, а навантаження верстата DK7725 дорівнює 300кг, що відповідає нормативним показникам Китайських виробників.
Все наше обладнання задіяне на власне виробництвотому ми завжди готові продемонструвати відмінні особливості, Виконати електроерозійну обробку та вимірювання результатів обробки.
Особливості установок
Основним інструментом виступає натягнутий дріт, що виступає в ролі одного з електродів, другим є сама заготівля. Подаються від спеціального генератора імпульси високої частоти регулюються згідно з умовами завдання і встановленими параметрами обробки. здатні працювати із заготовками різної товщини. Переміщення деталі, контрольоване автоматикою, відбувається відповідно до закладеної оператором програмі. Полярність дозволяє обробляти деталі з мінімальною витратою. Представлене обладнання ефективне, надійне та економічне.
Усі наші верстати багатопрохідні.
Демонстрація роботи дротяного верстата
Обробка металу на наших верстатах
Хоча нині з'явилося безліч методик і принципів обробки металу, далеко ще не всі вони відрізняються універсальністю. Ще менше методів доступні для широкого користування через високу вартість спеціалізованих агрегатів та інструментів. Дротово вирізний верстат відноситься до того типу, яке здатне гарантувати високу точність і ефективність роботи, незалежно від твердості матеріалу, адже електроерозійним процесам піддаються навіть найбільш стійкі сплави.
Особливості впливу дозволяють варіювати швидкість і точність, визначаючи цим продуктивність і якість обробки. Найширші можливості налаштування в сукупності з ретельно налагодженою схемою впливу, що чудово зарекомендувала себе, вже зробили відповідні установки надзвичайно затребуваними в сегменті виготовлення складних об'ємних компонентів з криволінійними поверхнями. Товар не тільки доступний за ціною, але й недорогий в експлуатації. Що значно підвищує рентабельність його використання. Системи електронного контролю дозволяють послідовно виготовляти найдрібніші та найскладніші деталі.

Влаштування дротяно-вирізного верстата
Гнучкість застосування обладнання заснована на сучасних системахпозиціонування струмопровідного дроту. Робочий інструмент натягується між базовою нижньою та верхньою напрямними. Рівномірне перемотування забезпечується приводним валом з підключеним електромотором. Напрямні виготовляються з матеріалів з підвищеною зносостійкістю, зокрема, з алмазу або сапфіру. Робочий інструмент багаторазового використання закольцован і змінюється тільки у разі розриву або перед великим обсягом робіт. Елементи тракту ізольовані та захищені від пробою на корпус. Промивна циркуляційна система направляє спеціалізований електроліт із заданими характеристиками електропровідності в зазор між дротом і оброблюваною деталлю. Продукти горіння і плавлення заготовки відокремлюються фільтрами СОЖ, після чого склад знову направляється в роботу компонентами, що перекачують. Ключовим елементом є генератор технологічного струму, що забезпечує формування напруги із заданими характеристиками потужності та частоти. Сучасні верстати керуються електронними компонентами під числовим програмним управлінням, а інформативні екрани становлять основу системи індикації.
Процес електроерозійної обробки (ЕЕО) струмопровідних матеріалів заснований на принципі спрямованого руйнування анода (заготівлі), який знаходиться в рідкому діелектричному середовищі, в результаті проходження між ним та катодом (робочим інструментом) електричного розряду великої потужності. Зважаючи на значні технологічні можливості методу, він реалізується на електроерозійних верстатах різного виконання.
Структура та різновиди обладнання для ЕЕО
Типовий електроерозійний верстат включає:
- декілька автономно діючих один від одного електродвигунів;
- вузол подачі електрода-інструменту;
- ванну з робочим середовищем;
- стіл для розміщення оброблюваної заготівлі;
- схему керування.
Класифікація устаткування, що розглядається, проводиться за такими ознаками:
- За технологічним призначенням. Можна виділити універсальні, спеціалізовані та спеціальні верстати для ЕЕО;
- За принципом компонування основних вузлів. Її можна зробити горизонтальною та похилою, але частіше використовується вертикальне компонування;
- За типом столу: нерухомий чи координатний;
- За типом ванни - знімна або піднімається;
- За рівнем точності - обладнання для робіт звичайної точності та прецизійне;
- За принципом збудження та подальшого регулювання параметрів електричного розряду.
Розмірний ряд видів електроерозійного обладнання вітчизняного виробництвавизначається вимогами ГОСТ 15954.
Способи отримання електричного розряду в робочих ланцюгах верстатів
Розмірну обробку можна проводити іскровим, імпульсним та дуговим розрядами. У першому випадку між катодом та анодом утворюється іскровий розряд малої шпаруватості, але з точно заданими характеристиками міжелектродного проміжку. Такі верстати компактні, відрізняються високою точністю роботи та якістю поверхні після електроерозії, зручністю регулювання технологічними показниками, але одночасно мають малу потужність, а отже – продуктивність. Області доцільного використання таких верстатів – точна розрізка матеріалів, що важко обробляються (зокрема, твердих сплавів), отримання деталей зі складними контурами. Їх можна використовувати для вилучення зламаного інструменту тощо.
Підвищення енергії електричного розряду досягається введенням у схему генератора імпульсів, який збільшує інтервал між суміжними розрядами та одночасно збільшує теплову потужність при одиничному електроерозійному акті. Як наслідок, продуктивність роботи збільшується, проте знижуються точність, а поверхня обробленої деталі може мати досить протяжну зону термічного впливу, що не завжди допустимо. Електроімпульсні верстати застосовуються там, де потрібно більш значне знімання металу в одиницю часу.
При необхідності забезпечити ще вищий знімання металу (причому не тільки для формозміни вихідної заготівлі, але і для її зміцнення) застосовуються електродугові верстати. Продуктивність такого устаткування збільшується у кілька десятків разів, оскільки дуга, на відміну інших видів електричного розряду, горить безупинно. Для управління технологічними параметрами дугового розряду він стискається поперечним потоком середовища-діелектрика, яке постійно, і під великим тиском прокачується через зону горіння дуги насосною установкою, передбаченої у схемі верстата. Електродугові верстати можна виготовити великі заготовки під валки, молотові штампи гарячого штампування і т.д.
Застосування електроерозійних верстатів різних типів
З обладнання електроіскрового типу одним з найбільш точних вважається копіювально-прошивальний верстат МА4720. Він призначений для роботи з важкооброблюваними заготовками складної конфігурації, наприклад, для твердосплавного штампового оснащення, прес-форм, кокілів. Продуктивність верстата не перевищує 70 мм 3 /хв, зате можна досягти точності 0,03...0,04 мм, при досить невисокій шорсткості кінцевої поверхні (не вище Rz 0,32...0,4 мкм на чистових режимах обробки). Переміщення робочого столу здійснюється системою ЧПУ. Розміри робочого столу та допустимий діапазон значень міжелектродного зазору між анодом і катодом не дозволяє отримувати на даному верстаті вироби з габаритними розмірами понад 120×180×75 мм.
Прикладом електроімпульсного верстата є поширена модель 4Е723, що також оснащується ЧПУ. Вищі показники питомої потужності дозволяють досягати продуктивності ЕЕО до 1200м 3 /хв, при похибці обробки чистових режимах не більше 0,25…0,1 мм. Вища точність досягається при ЕЭО фасонних поверхонь. Верстат також використовується переважно в інструментальному виробництві, проте шорсткість поверхні помітно збільшується – до Ra 2,5 мкм, тому після обробки у більшості випадків потрібно шліфування. На верстаті можна виконувати ЕЕО деталей з габаритними розмірами 620×380×380 мм, а також прорізання фасонних пазів.
Дані види відносяться до універсальних електроерозійних верстатів. Прикладом спеціалізованого обладнання є електроерозійний верстат моделі 4531, що робить профільну вирізку складних контурів за допомогою непрофільованого електрода. На верстаті 4531 застосовується латунний дріт, який безперервно перемотується через міжелектродний проміжок, збуджуючи розряд між катодом та анодом. При відносно невисокій продуктивності (не більше 16...18 мм 3 /хв по сталі; твердого сплавупродуктивність ще нижче), верстат 4531 в принципі дозволяє забезпечити похибку ±0,01 мм, тому обладнання, що розглядається ефективно при виробництві матриць вирубних штампів особливо складної конфігурації і шаблонів. Максимальні розміри контуру, що вирізається, становлять 100?60 мм.
Принципи оптимального вибору технології та типорозміру верстата для ЕЕО
Вихідними даними є точність контуру, розміри (глибина) термічно зміненої зони, а також бажане значення знімання в одиницю часу. Для верстатів, що працюють з непрофільованими електродами, важлива наявність пристроїв для автоматичного заправлення дроту, а для імпульсних верстатів – генераторів, що дозволяють використовувати біметалічний дріт, що підвищує продуктивність ЕЕО.
Для підвищення якості процесу та зниження ерозійного зносу електрода-інструменту як робочі середовища краще використовувати олію (найбільш уживана суміш олії «індустріальна-20» з гасом). В принципі, для виробів зі збільшеними допусками, можливе використання води.
Технологічні можливості електроерозійних верстатів значно розширюються наявністю додаткових пристроїв (наприклад, отримання конічних поверхонь).
Для знімання металу від 20000 мм 3 /хв і вище необхідно застосовувати тільки електродугові верстати. Найменша похибка роботи такого обладнання досягається зворотної полярності при використанні графітових електродів. Разом про те, порівняно висока шорсткість поверхні – не нижче Rz 0,8…1,6 мкм – змушує після ЕЭО дуговим розрядом передбачати чистове шліфування отриманого контуру. Тиск прокачування робочого середовища має бути не менше 50...60 кПа.
- Електроерозійні дротяно-вирізні верстати з ЧПУ Балт-Систем (Росія) струминного типу серії ДК77-МС
- Електроерозійні дротяно-вирізні верстати струминного типу серія ДK77 в наявності на складі
- Електроерозійні копіювально-прошивні верстати ZNC із керованою віссю Z серія Д71 у наявності на складі в Москві
- Електроерозійні дротяно-вирізні верстати ACCUTEX, Тайвань
- Електроерозійні дротяно-вирізні верстати занурювального типу (серія СW) Aristech, Тайвань
- Електроерозійні дротяно-вирізні верстати занурювального типу з автозаправкою дроту (серія СW-S) Aristech, Тайвань
- Електроерозійний копіювально-прошивний верстат (серія LS) Aristech, Тайвань
- Електроерозійні прошивні верстати з ЧПУ (серія CNC) Aristech, Тайвань
- Електроерозійні Супердрилі
- Електроерозійні копіювально-прошивні верстати з підйомною ванною з ЧПУ MAXSEE, Тайвань.
- Прецизійні копіювально-прошивні верстати NEU-AR
- Екстрактор електроерозійний. Видалення свердлів та мітчиків НВП "МЕАТЕК". У наявності на складі в Москві.
Електроерозійні дротяно-вирізні верстати струминного типу серія ДK77 в наявності на складі
Ціна: від 11 500 $ з ПДВ
Встановлює сервоприводи на верстат серії ДК77.
Електроерозійні дротяно-вирізні верстати призначені для виготовлення деталей різних форм і розмірів, таких як інструмент, запчастини машин, ювелірні вироби, штампи, обробка зубів, шліців тощо. Ці верстати дозволяють обробляти деталі зі сталі різних марок, високоміцних композитних сплавів, титану, графіту та багато іншого. Моделі відрізняються величиною переміщення осями, габаритами робочого столу, типом обробки - "однопрохідний" або "багатопрохідний". Всі моделі верстатів призначені для обробки будь-яких струмопровідних матеріалів з високою точністю та відмінною якістю поверхні.
Галузь застосування:
При проектуванні верстатів ТОВ НВП "МЕАТЕК" за основу приймалися точність обробки, простота експлуатації, економія трудовитрат і тривалий термін служби, що, безсумнівно, позначилося на популярності даного обладнаннята його широкого застосування на підприємствах різного рівня. Основне застосування дані верстати знаходять під час виробництва штампів і прес-форм, т.к. точність – це основна перевага цих моделей. Оскільки для виконання робіт потрібен лише один інструмент, цей верстат стане для вас доступною альтернативою обладнанню для фрезерування, токарної обробки та шліфування.



Схема обробки.


Переваги нашого обладнання:
- Обробка будь-яких струмопровідних матеріалів будь-якої твердості.
- Відсутність стружки (метал плавиться та випаровується).
- Відсутність термічного та механічного впливуструктуру (поверхня не деформується).
- Мінімальна товщина різу дорівнює 0,2 мм дозволяє ефективно економити оброблюваний матеріал.
- Можливість отримання деталей складної форми та дуже малих розмірів, виготовлення яких іншими методами важко.
- Обробка отворів малих діаметрів та округлень невеликих внутрішніх та зовнішніх радіусів.
- Можливість пакетної обробки.
- Внаслідок низької собівартості процесу обробки та зняття проблем виготовлення дорогих вирубних штампів, верстат є найкращою заміною штампувального виробництва.
- Можливість короткострокової окупності обладнання за наявності проблемних деталей у зв'язку із загальною низькою собівартістю обробки, швидким переналагодженням обладнанняз одного виробу до іншого.
- Простота конструкції верстата збільшує його надійність.
- Наявність дротяного барабана, який обертається в різному напрямку та різною швидкістю, тим самим забезпечується чорновий та чистовий різ.
- Багаторазове використання дротяного електрода здешевлює процес обробки.
- Раціональне використання витратних матеріалів.
- Простота та наочність створення складних контурів та поверхонь за допомогою популярних CAM/CAD програм «Компас» та «AutoCAD».
Зроблено у Росії ТОВ НВП "МЕАТЕК".
Дрітово-вирізні електроерозійні верстати струминного типу серії ДK77 працюють на молібденовому дроті. На відміну від дротяних електроерозійних верстатів занурювального типу серії СВ, верстати струминного типу серії ДK77 обладнані відкритим робочим столом, на якому розміщують заготовку для обробки, не занурюючи її безпосередньо в робочу рідину.
Рідина СОЖ подається на молібденовий дріт через сопло, безпосередньо в зону електроерозійної обробкищо призводить до охолодження в області електроерозійного різута вимивання продуктів ерозії.